应用宏程序高速车削多线梯形螺纹
2010-08-23王晓莉
王晓莉
WANG Xiao-li
(江苏大学 连云港职业技术学院,连云港 222006)
0 引言
梯形螺纹在机械工业中应用十分广泛,但无论是在普通车床上还是在数控车床上加工梯形螺纹,都具有较大的技术难度,特别在高速切削时难度更大,需要精密的计算和制定合理的加工工艺。在数控加工中要根据零件被加工面的复杂程度确定采用直接编程或自动编程。就目前而言,在机械制造业中大多数轴类及盘类零件仍采用直接编程。为了简化编程过程,并使所编程序简单明了,数控系统除提供一般准备功能及辅助功能指令外,还提供了调用子程序和宏程序指令。虽然子程序对编制相同加工操作的程序非常有用,但宏程序由于允许使用变量、算术和逻辑运算及循环和转移,使得编制相同加工操作的程序更方便、更容易。
1 梯形螺纹加工方法的选择
在普通车床上梯形螺纹的加工一般有三种方法:a、直进法,适用于加工车削螺距较小的梯形螺纹(p<5mm);b、斜进法与左右切削法,适用于加工5mm≤p<12mm的梯形螺纹;c、切槽法与阶梯法,适用于加工p≥8mm以上的梯形螺纹。其中车削螺距较大的梯形螺纹时采用斜进法、左右切削法、切槽法或阶梯法,这些方法能够避免三刃同时切削,排屑较顺利,刀尖受力和受热情况有所改善,因此不易出现振动和扎刀现象,可提高切削用量,螺纹表面粗糙度好,因此,获得广泛应用。而在数控车床上加工梯形螺纹时,斜进法与切槽法更为实用。
2 宏程序与普通程序的对比
数控编程中,一般意义上所讲的数控指令是指ISO代码指令编程,既每个代码的功能是固定的,由系统生产厂家开发,使用者只能按照规定编程。但有时这些指令满足不了用户的需要,系统因此提供了用户宏程序功能,使用户可以对数控系统进行一定的功能扩展,实际上是数控系统对用户的开放,也可视为用户利用数控系统提供的工具,在数控系统的平台上进行二次开发。当然,这里的开放和开发都是有条件和限制的。
3 FANUC 0i系统的用户宏程序
3.1 宏程序概述
FANUC 0i系统提供两种用户宏程序 ,既用户宏程序A和用户宏程序 B。用户宏程序 A需要使用“G65Hm”格式的宏指令表达各种数学运算和逻辑关系,极不直观,可读性差,现已几乎不用。宏程序 B可以象计算机编程一样使用变量、运算符和函数名 ,而且运算符和函数名与计算机编程大体相同 ,程序易于理解。本文所说的宏程序均指宏程序B。
3.2 变量
宏程序的变量用变量符号#和后面的变量号指定,如#1。变量号也可用表达式来指定,如#[#1+2]。变量根据变量号可分为以下四种类型 :

3.3 转移和循环
在宏程序中,有三种转移和循环操作可供使用。
3.3.1 无条件转移
其格式为 :GOTO n;
当程序执行GOTO语句时,立即无条件转移至标有顺序号的程序段,n为顺序号(1—99999),顺序号也可用表达式来指定。
3.3.2 条件转移(IF语句)
IF语句有两种格式 :a)IF[<条件表达式>]GOTO n
b)IF[<条件表达式>]]THEN
如果所需的是指定的条件表达式满足,转移至顺序号n 的程序段,不满足则执行下个程序段,用第一种格式;如果所需的是指定的条件表达式满足,执行预先决定的宏程序语句, 不满足则执行下个程序段,则用第二种格式。
3.3.3 循环(WHILE语句)
其格式为 :WHILE[<条件表达式>]DOn
……
END n
当指定条件满足时,执行从DO到END之间的程序,否则,转到END后的程序段。循环嵌套最多不超过3级。
3.3.4 宏程序的调用
宏程序的调用一般采用非模态调用(G65),除此之外也可使用模态调用(G66,G67)和G、M代码调用。非模态调用(G65)的格式为:
G65 P< p> L <I > <自变量赋值>
其中< p>为宏程序的程序号,<I >为循环重复次数,<自变量赋值>数据传递至宏程序中。而子程序调用是没有数据传递这项功能的,这是宏程序和子程序的最大区别。使用自变量指定,其值被赋值到相应的局部变量,例如:地址 A对应#1。这种对应关系由数控系统的相关参数设定。宏程序的调用可以嵌套4级 。
4 梯形螺纹数控车削通用程序设计
本程序主要由子程序及宏指令完成 ,所用的参数都可根据零件图纸的要求进行赋值。程序的适应性、通用性强。
4.1 程序设计流程图
如图1所示:

图1 程序设计流程图
程序流程主要由以下循环构成:
1)以同一切深层上整个切削槽宽为转移条件来完成螺纹某一层的加工。刀具的纵向移动通过不同的起刀点,采用相对坐标编程来完成同一切深层上整个槽宽的切削加工 。程序在每层横向赋值时通过函数计算得到该层的槽宽,槽宽在纵向分十次进刀实现。如图2所示。
2)以螺纹的牙型高度为转移条件来完成螺纹的分层加工。每一层的螺旋槽加工完后通过计算完成下一层的切深赋值,最终通过计算完成牙型深度赋值。
3)以螺纹的头数为加工转移条件来完成多线螺纹的加工。程序中每加工完一条螺旋线后, 刀具会沿轴向移动一个螺距再完成下一条螺旋线的加工。


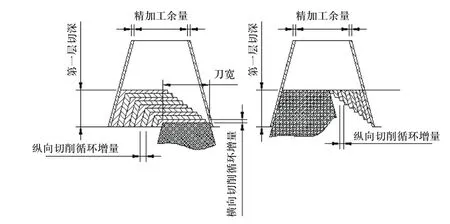
图2 切削原理图
5 宏程序实例(如图3)


图3 宏程序实例
6 结束语
通过加工实践验证,用该程序在数控车床上车削梯形螺纹的方法是切实可行的,且运行可靠,取得了很好的加工效果;而且通过改变变量值即可加工任意线数、螺距的梯形螺纹零件。在整个加工过程中利用宏程序本身所具有的变量指定功能,使程序使用灵活,通用性强。
参考资料:
[1]FANUC Oi-MC操作说明书. 2005.
[2]袁锋.数控车床培训教材[M].北京:机械工业出版社,2004.
[3]黄卫.数控技术与数控编程[M].北京: 机械工业出版社,2004.
