棒材切分轧制冷床对齐难的分析及对策
2010-08-22刘井泉李迎春
刘井泉 李迎春
(首钢长治钢铁有限公司,山西长治046031)
棒材切分轧制冷床对齐难的分析及对策
刘井泉 李迎春
(首钢长治钢铁有限公司,山西长治046031)
分析了切分轧制棒材对齐难的原因,针对存在问题提出改进措施和对策,并对冷床对齐辊道的改进做了详细描述。
冷床切分轧制对齐辊道改进
首钢长治钢铁有限公司轧钢厂一车间棒材线在2003年初投产后,受原工艺设计的限制,只能生产Φ18~Φ50mm规格的产品,对于市场需求的应变能力不足。由于是单线生产,产能及效率低下,难以适应公司发展的需要。近几年投产的棒材线的产能均超过了60万t/年。之所以能够达到这样的水平,除装备比较先进外,更主要的是广泛采用了切分轧制技术,基本实现了对Φ20mm以下螺纹钢的切分,更小规格的螺纹钢采用三切分甚至四切分技术。2005年4月,长钢与北京国泰钢铁技贸有限公司合作,在轧钢厂一车间实施了切分轧制技术改造,开发了Φ16,Φ14mm规格热轧带肋钢筋产品生产工艺,改造工程投资280余万元,从改造后的效果看,小规格切分轧制的冷床对齐难的问题比较突出,主要表现在对齐挡板顶住钢后对齐辊道仍在转动,从而造成钢的拱弯,在正常生产时极易堆床,而且使定尺率、成材率、机时产量下降。目前,首钢长钢轧钢厂一车间切分生产时精整工序的主要问题也在于此,所以必须采取一定的改进措施和对策来解决冷床对齐难的问题。
1 造成切分轧制棒材对不齐的原因
(1)由于在切分轧制时同时轧制出的2支钢材之间在尺寸和横截面积上始终存在差异,有时差别很大。热轧后,经倍尺剪剪切,在同一上床辊道内输送并形成缠绕,在冷床上冷却后,2支钢材收缩率不相等,致使2支钢材长短不一,在同一个齿槽内很难对齐。
(2)由于每个倍尺钢材因制动裙板内的速度不一致,造成每个倍尺上冷床后距对齐挡板的距离不一样,最多时要达到4m。在齐头辊道内对齐时,一个倍尺已经对齐,而另外的倍尺钢材端部还距离对齐挡板2~3m远,造成对齐的倍尺棒材在齐头辊道内摩擦,小规格棒材刚性差便会使对齐的钢材出现拱弯现象。
(3)冷床齐头辊道共由80个辊子组成,每个辊身有6个槽,单独传动,恒速运转,电机可连续或断续运转,由于槽底宽度小,只有18mm,2支Φ14 mm的棒材在同一齿槽内形成重叠,致使摩擦面积增大。
2 具体改进措施和对策
2.1 针对切分后棒材横截面积不一致问题的改进措施
在切分轧制前对导卫与轧辊孔型的对中性进行严格要求和调整,通过试小料的方式卡量料型是否一致,若不一致继续调整。经过一段时期的摸索和技术人员的指导,大部分调整工掌握了如何调整的经验,并且密切注意轧制过程中轧辊孔型的磨损情况,及时更换孔型以保证切分棒材横截面积尽量一致,从而保证收缩率的一致性。目前,上冷床2支切分倍尺长度相差100~150mm,基本能够满足对齐要求。
2.2 针对每个倍尺钢材因制动裙板内的速度不一致问题的改进措施
通过调整上床辊道延时,优化倍尺长度,使上床倍尺尽量接近对齐挡板。目前,倍尺与倍尺之间最长已调整在2m以内。
2.3 针对切分棒材在冷床对齐辊道槽型内形成重叠问题的改进措施
针对切分棒材在冷床对齐辊道槽型内形成重叠,致使摩擦面积增大问题,通过改变槽型和辊子结构来实现。
(1)在没有改进前对齐辊道辊子(见下页图1)为2个轴头与辊身焊接式,辊子槽型角度分别为63°和33°,槽底宽度为18mm,2支Φ14mm螺纹切分倍尺在槽型中是重叠的(如图2),每支棒材与辊子的接触面积受上部棒材重力作用为两点,并且受钢材重力限制使2支棒材在槽型内紧密接触,两支棒材的横肋充分接触后互嵌在一起很难分开,因此在辊道不停地输送过程中撞击到固定挡板后造成棒材被拱弯,使棒材在冷床上大面积错乱,给布料定尺剪切带来很大困难,经常造成堆床停车事故发生。

图1 改进前辊子外形图

图2 改进前棒材与辊槽接触受力分析图
(2)通过分析,小规格切分轧件在对齐过程中产生弯曲的主要原因是由于断面小,刚性差,轧件的弯曲抗力低于对齐辊道和轧件的摩擦力。要降低摩擦力就必须减小轧件与辊道的接触面积,因此,通过改进辊子槽型角度和槽底宽度来实现,如图3,将原来63°和33°的角度分别改为20°和30°,槽底宽度由18mm增大至52mm。改进后棒材在槽型内(如图4)的接触面积由原来的每支棒材接触点为两点形成为一点,大大减小了摩擦面积,并使2支钢材形成空隙,从而减小了摩擦力,并将焊接式辊子结构改为可拆卸的通轴与辊身,待辊身磨损报废后,可以重复利用辊轴降低备件消耗,一举两得。

图3 改进后辊子外形图
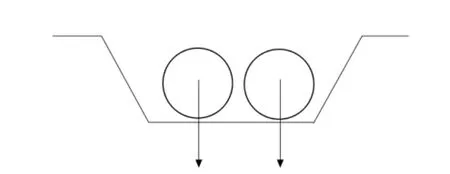
图4 改进后棒材与辊槽接触受力分析图
(3)改进冷床对齐辊道辊子的槽型及结构,减少摩擦面积,改善小规格材的对齐状况。由于辊身槽型改变,在线的盖板已不能满足槽形的需要,同时对盖板做了相应改变。
(4)在做了以上改进措施和对策的同时,尝试了减少对齐辊子的主动辊的数量,将80个辊子的主动辊的传动链条摘掉30%或更多,隔一个辊将其变为自由辊输送,目的是减少动力源,根据不同规格对80个辊子进行不同的调整,只要达到在固定挡板处对齐又不出现拱弯现象的发生即可。
3 结语
通过实施以上改进措施和对策,首钢长治钢铁有限公司轧钢厂一车间在轧制切分工艺时,冷床的对齐难的问题已基本解决,尤其在2009年11月以来实施穿水冷却轧制时,效果非常明显,主要表现在成材率由2006年的95.19%提高到2009年的96.96%,定尺率由2006年的97.98%提高到2009年的98.03%,机时产量由2006年的87.12 t提高到2009年的100.2 t,提高了劳动生产率,降低了精整工序的劳动强度。
(编辑:胡玉香)
Analysis and Countermeasures for Problem of AlignmentWhen Bars in Split Rolling
LIU Jingquan LIYingchun
(Shougang Changzhi Iron&Steel Co.,Ltd.,Changzhi 046031,China)
The reasons of unable alignment when bars in split rolling were analyzed,and the improvements to be aimed at the problem were described.
cooling bed,split rolling,alignment,roll table,improvement
book=21,ebook=65
TG335.19
B
2010-02-19
刘井泉(1980-),男,首钢长钢轧钢厂一车间助理工程师。Tel:0355-5088066,E-mail:quanjingliu419@163.com
1672-1152(2010)02-0042-02