应用于集成电路制造的电镀金工艺控制
2010-08-09张乐平水玉洋
张乐平,水玉洋
(安美特中国(化学)有限公司,上海 201707)
金镀层具有接触电阻低、导电性能好、可焊性好、耐腐蚀性强,因而电镀金在集成电路制造中有着广泛的应用,例如:在驱动IC封装中普遍使用电镀金凸块;在CMOS/MEMS中应用电镀金来制作开关触点和各种结构等;在雷达上金镀层作为气桥被应用;电镀还被用于UBM阻挡层的保护层,以及用于各种引线键合的键合面等等。
1 电镀金工艺
1.1 电镀金工艺流程
集成电路中的金电镀工艺流程:①在硅片上溅射钛、钛钨等金属作为黏附层,再溅射很薄的一层金作为电镀的导电层;②涂布光刻胶,光刻显影出电镀所需的图形;③清洗后进行电镀金;④褪除光刻胶;⑤蚀刻图形以外的导电层;,⑥退火。
1.2 电镀金原理
镀金阳极一般采用铂金钛网材料。当电源加在铂金钛网(阳极)和硅片(阴极)之间时,溶液会产生电流,并形成电场。阳极发生氧化反应释放出电子,同时阴极得到电子发生还原反应。阴极附近的络合态金离子与电子结合,以金原子的形式沉积在硅片表面。镀液中的络合态金离子在外加电场的作用,向阴极定向移动并补充阴极附近的浓度消耗,如图1为水平杯镀示意图,图2为垂直挂镀示意图。电镀的主要目的是在硅片上沉积一层致密、均匀、无孔洞、无缝隙、无其它缺陷的金。
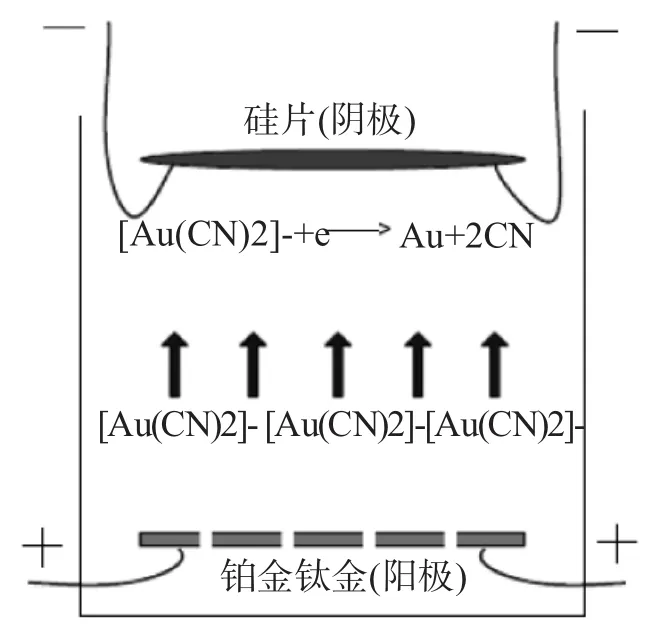
图1 水平杯镀

图2 垂直挂镀
1.3 电镀药水
集成电路电镀金工艺通常有两种体系的电镀液:氰化物体系及非氰化物体系。氰化物体系稳定性高,寿命长,因而成本较低,但氰化物有毒性,需有严格的使用规范加以管理。目前集成电路制造中常见的氰化物电镀金药水是微氰体系,呈弱酸性,镀液中金以Au(CN)-2的络合物形式存在。主要成分为:金盐、导电盐、缓冲剂和添加剂。这种镀液体系稳定,毒性较小,镀层光亮平滑,硬度适中,耐磨性好,孔隙率低,可焊性好。非氰化物体系的以亚硫酸金钠为常见的金盐,亚硫酸根比较容易被氧化,因而较之氰化物体系,其工艺稳定要差一些。本文主要针对氰化物体系的电镀金工艺。
1.4 电镀金设备
选择合适的电镀设备,将会获得较为满意的镀层。电镀设备可分为二类:水平喷流式杯镀和垂直挂镀两种方式。杯镀式将晶圆覆盖在一个杯状的镀槽上,电镀以一杯一片的方式进行。挂镀式则是将晶圆垂直浸入镀液中,一个镀槽可以同时进行多片电镀。杯镀式的电镀需注意气泡的去除,否则将会影响镀层厚度的全片均匀性。挂镀式则比较容易去除反应产生的气泡,但需注意倾斜镀层的产生。
1.5 电镀工艺控制
电镀工艺参数的控制对镀层性能的影响很大。现以氰化物电体系镀金药水为例,详细介绍电镀金工艺中需要控制的几个主要参数:
(1)电流密度:0.1~1.0 A/dm2
随着电流密度的提高,金的沉积速率加快,如表1所示。
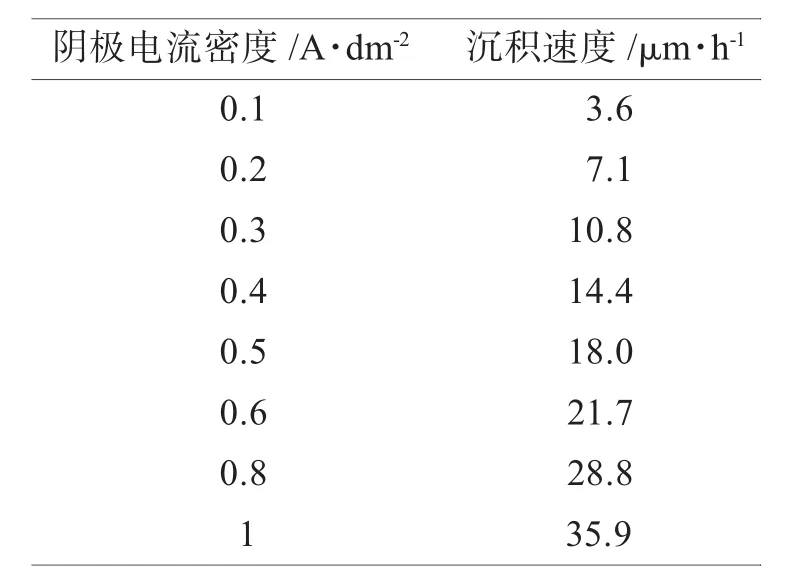
表1 电流密度与沉积速率的关系
电流密度的提高,镀层的表面粗糙度增加。
(2)温度:40~80℃
镀液温度高于40℃后,温度继续升高,镀层的粗糙度变化不是很明显,一般是在100 nm左右。随着温度升高,镀层硬度将有所下降。
(3)pH:5.0~7.0
pH对镀层表面粗糙度的影响趋势为:随着pH逐渐升高,镀层表面粗糙度略有增加,但仍保持在100 nm以下。
提高pH值,允许的电流密度将提高,镀层中的金含量提高,同时镀层的硬度和内应力将有所下降。
(4)金质量浓度:8~20 g/L
提高镀液中金的质量浓度,可提高电流密度范围,提高金的沉积速度。金的质量浓度提高,镀层的光亮度和均匀度都有改善。
(5)密度
随着镀液使用的时间逐渐延续,镀液的密度将越来越大,镀层的粗糙度也会越来越大。另外,镀金液由于金盐质量浓度低,需要大量的导电盐来支持电极过程的进行,导电盐的质量浓度可通过镀液的密度来反映。
(6)流量:10~30 L/min
电镀时的流量控制也很重要,因为流量的大小对镀层的性能会有影响,如果流量太小,则离子交换速度慢,镀层粗糙;若流量太大,金离子未来得及被还原就被带走,这样镀层会变得疏松。另外,如果使用的电镀设备是杯镀,在电镀过程中如果流量始终不变的话,那么停留在晶圆中间的气泡就会一直停留在那里,容易在镀层上形成凹孔。此时若突然改变流量,则气泡所受到的平衡力将被破坏,气泡的运动状态即可发生改变,这就是平时所讲的除泡过程。所以,杯镀设备在设计时,循环系统中采用变频器调节流量。挂镀的气泡则较容易去除。此外,镀金液应使用1 μm以下的PP滤芯连续过滤。镀金液不建议使用空气搅拌。
(7)添加剂
添加剂能改善镀层的表面粗糙度,但添加时应逐步进行,总量最好不要超过5 mL/L,因为添加剂的中无机成分,可能会影响金镀层的纯度,也会使镀层的硬度增大。
2 镀层性能
2.1 镀层厚度及均匀性
镀层厚度量测设备可以分为接触式和非接触式两种,接触式的量测有Profiler等仪器;非接触式的量测有X-ray和干涉显微镜。不均匀性的计算公式如下:

由于边缘效应的影响,晶圆镀金层边缘厚,中间薄。一般半导体后道封装中的引线键合和焊接工艺对within-wafer(全片均匀性)的要求是小于10%。
2.2 镀层表面粗糙度
影响镀层表面粗糙度的因素主要有:电流密度、温度、pH、密度、循环流量和添加剂质量浓度。镀层表面粗糙度应控制在100 nm左右,粗糙度太大或太小对引线键合和焊接都会产生不良影响。因此,我们需要保证镀层有一定的粗糙度。
2.3 镀层硬度
影响镀层硬度的因素主要有:温度、循环流量、添加剂质量浓度。
镀金工艺后,镀层硬度还可以通过退火来调节。退火之前镀层硬度大约在100 HV左右,在退火条件为300℃保温30 min后,镀层的硬度一般是在60 HV左右。退火效果也受退火设备的影响。
2.4 镀层剪应力
要测量镀层的剪切应力,镀层厚度需要在10μm以上。一般工艺要求剪切应力大于8 mg/μm2。
2.5 镀层的键合性能 (可焊性)
常见的金线直径为25 μm,键合温度为135℃,用超声波加强键合。通过拉力测试评价键合性能,业界一般要求拉力在8 cN以上。
3 结束语
集成电路制造对电镀金的性能,如镀层均匀性、粗糙度、硬度、剪应力、可焊性等,要求越来越高,但只要选择合适的电镀设备系统和恰当的电镀药水,且控制好相关参数,仍然可以获得性能优越的金镀层以满足业界需求。
[1] 张允诚.电镀手册[M].北京:国防工业出版社,1997.
