基于西门子840D数控系统的倒置式立式车床人机界面开发
2010-08-07侯春明化春雷徐兆成贺鑫元刘春时
侯春明 化春雷 邴 旭 徐兆成 贺鑫元 李 焱 刘春时
(沈阳机床(集团)有限责任公司,辽宁沈阳110142)
为了满足人机界面更加人性化、高科技化的发展,数控系统也越来越具有更好的适应性、通用性和扩展性。例如在西门子840D数控系统中,NC、PLC与PCU是数控系统的三大组成部分。PCU上安装了系统供应商提供的标准的HMI界面供用户使用,能够实现对系统的操作、监控、编程、设置和诊断。同时西门子840D数控系统具有良好的开放性,为机床制造商根据自身及用户的需要进行HMI界面的研究提供了一个良好的开发环境。通过对HMI界面的研究,机床制造商可以针对不同的机床及应用场合,开发出独具特色的人机交互界面。进行西门子系统人机界面的开发主要有两种工具,分别是西门子公司提供的Programming Package和Configuration Package。本例人机界面的开发软件Wincc Flexible就隶属于Configuration Package软件范畴。作为Protool的替代品Wincc Flexible以其功能强大,使用方便而著称。其主要特点如下:
(1)强大的组态功能,可组态基于Windows CE的SIMATIC HMI设备、西门子的C7、乃至PC机;
(2)支持 TIA,可以与西门子的 STEP7 V5.3、iMapV2.0和Scout集成在一起;
(3)优良的开放性和扩展性,支持Visual Basic脚本功能;
(4)简单、高效,易于上手,功能强大,提供智能化的向导工具;
(5)图库和操作对象丰富,供用户使用,支持用户自定义对象;
(6)强大的通信组态功能,支持多种通信类型。
1 机床操作面板界面设计
倒置式立式车床为本公司现有的机床,笔者根据生产需要及工作经验,以简化操作,提高工作效率等为目的为本机床开发设计了以下几种人机界面。
(1)设定界面 用来设置运行时间、系统参数、改变测量系统等。图1为排屑器的工作时间设定界面。按下主菜单中的第二个水平键就会显示本界面。界面中的运行时间和间隔时间为排屑器运行的时间参数设定值,其后面对应的方框即为设定值的输入位置,其默认值为“0”。用户通过修改这个参数可以很直观地改变排屑器的运行方式。而输入框右边的数字可以显示目前排屑器在设定的时间范围内运行了多长时间和暂停了多长时间。其简要设计过程如下:首先在库中选择相应的OBJECT放在界面上。如运行时间和间隔时间的文本显示在本例中分别对应OBJECT_92和OBJECT_93,其属性为Text Field即文本域,在这里只需要写上希望显示的文本即可。用来更改排屑器工作时间参数的OBJECT为I/O Field,其变量形式分别与DB207.DBB4、DB207.DBB7 相对应。用来显示工作时间的OBJECT同样为I/O Field,其变量形式分别与DB207.DBB6、DB207.DBB9相对应。用来实现其功能的PLC部分程序如下:

//排屑器工作时间设定值
L DB207.DBB 4
L DB207.DBB 5
==I
JC M001
L DB207.DBB 4
T DB207.DBB 5
T DB207.DBB 6
M001:L DB207.DBB 7
L DB207.DBB 8
==I
JC M002
L DB207.DBB 7
T DB207.DBB 8
T DB207.DBB 9
M002:NOP 0
//排屑器工作时间显示值
SET
R DB207.DBX 3.1
R DB207.DBX 3.2
A DB207.DBX 2.2
JC m141
L DB207.DBB 4
T DB207.DBB 6
L DB207.DBB 7
T DB207.DBB 9
JU m142
m141:AN DB207.DBX 3.4
JC m143
A DB100.DBX 76.0
JCN m143
L DB207.DBB 6
L 0
==I
JC m145
L DB207.DBB 6
L -1
+I
T DB207.DBB 6
JU m143
m145:L DB207.DBB 9
L 0
==I
JC m146
L DB207.DBB 9
L -1
+I
T DB207.DBB 9
JU m143
m146:L DB207.DBB 4
T DB207.DBB 6
L DB207.DBB 7
T DB207.DBB 9
m143:L DB207.DBB 6
L 0
==I
JC m144
S DB207.DBX 3.1
JU m142
m144:L DB207.DBB 9
L 0
==I
JC m142
S DB207.DBX 3.2
m142:NOP 0
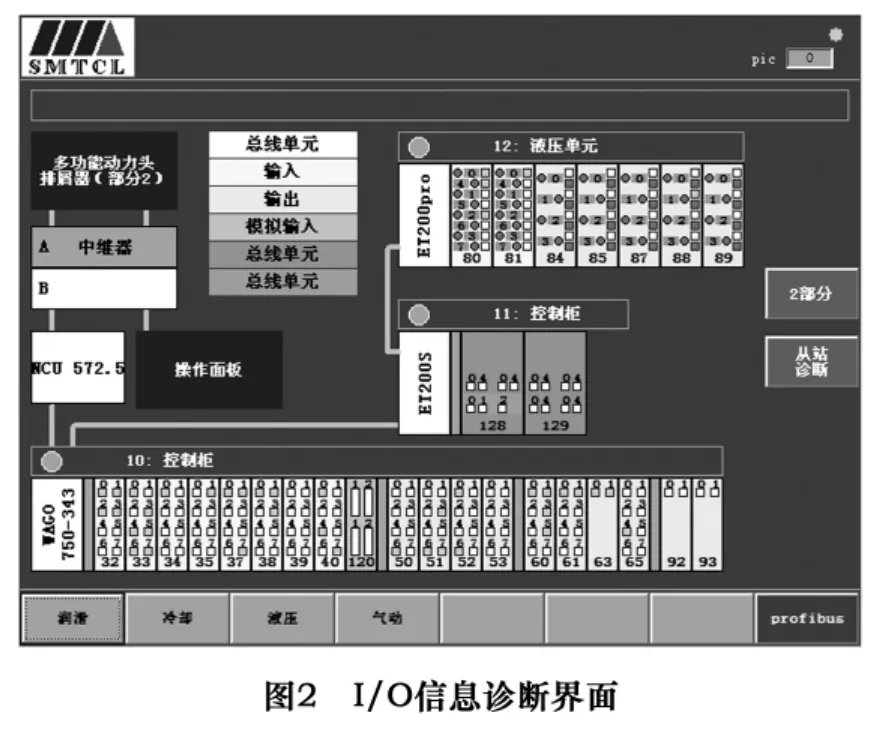
(2)诊断界面 用来处理I/O信息及报警等的界面。如图2所示,本机床的控制柜内采用万可公司的输入输出模块,柜外从站采用西门子公司的ET200Pro模块。由于从站较多,且分布在机床各处,因此要想在同一时间了解每个I/O的状态非常困难。而操作界面上非常形象地表示出了输入输出模块信息,界面中的每个PLC点都用与其对应的小方块自身的颜色变换来表现当前在真正硬件I/O中的状态。如图2中,相应的I/O点对应的方块为绿色则代表这些点有输入或输出,因此每个I/O点的当前状态就变得更加一目了然。用户若想了解某个I/O点状态只需调出此界面即可,大大缩短了诊断时间。
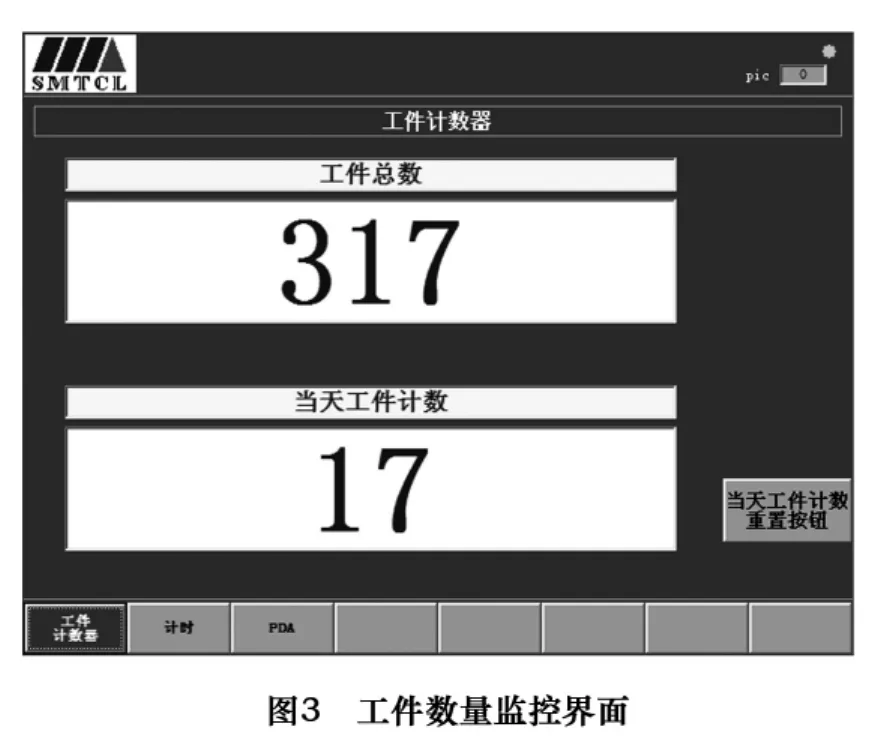
(3)监控界面 用来实时在线显示当天加工的工件个数和总的加工工件个数。如图3所示,在进程监控主界面下按下主菜单中第一个水平键就会显示本界面。界面中的工件总数为本机床在运行期间加工的所有工件的个数,其变量形式与DB254.DBD4对应。界面中的当天工件计数既可以为本机床在当天运行期间所完成的加工工件个数,也可以是通过自定义的H功能H51和H52定义的某个时间段的工件加工个数。其变量形式与DB254.DBD8对应。界面中的按钮为当天工件计数重置按钮,其变量形式与DB254.DBX2.1对应。若按下主菜单中第七个垂直键就会启动此按钮功能,将当天工件计数数量清零。用来实现本界面功能的部分PLC程序如下:
//检查是否有H功能(H50)被激活,这里用H50作为计数脉冲对工件个数进行计数
A DB250.DBX 106.1 //H50
= DB254.DBX 2.0
//更新当天计数器和总计数
A DB254.DBX 2.0 //计数器脉冲 H50
JCN M127
L DB254.DBD 4
L 1
+D //总计数器
T DB254.DBD 4
L DB254.DBD 8
L 1
+D //当天计数器
T DB254.DBD 8
M127:NOP 0
//实现当天计数器重置的软键功能
A DB254.DBX 2.1 //当天计数器重置软键
JCN M140
R DB254.DBX 2.1
L 0
T DB254.DBD 8
M140:NOP 0
2 移动面板触摸屏的界面设计

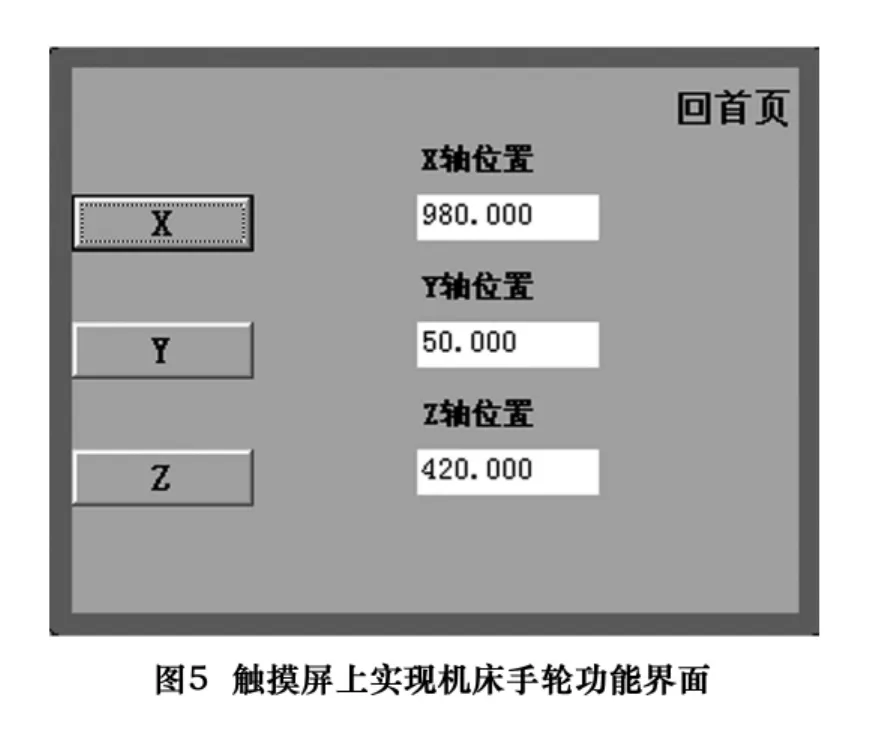
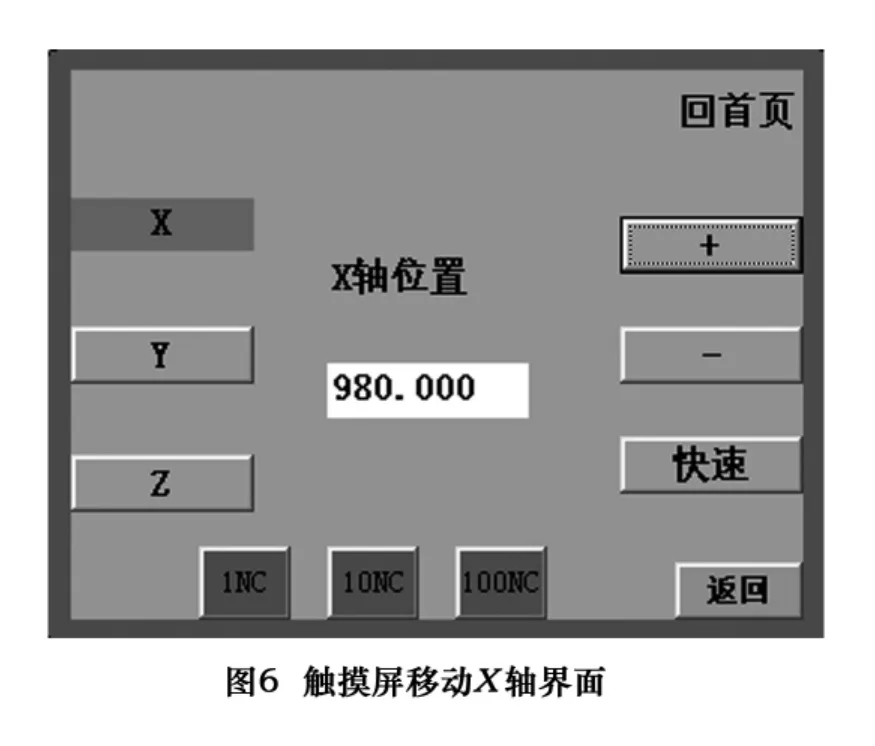
本机床中采用的面板为西门子177DP移动面板,如图4所示画面中共有4个按钮,其中两个是实现语言切换功能的English和中文按钮分别与垂直键F4、F6对应,用来切换界面的显示语言。另外两个按钮为手轮功能和料道功能按钮,分别与水平键位F10、F13一一对应。按下橙色的手轮功能按钮后进入相应的手轮功能界面,黄色的料道功能按钮按下则进入相应的料道控制功能界面。其中手轮功能界面如图5所示。按下图4中左边垂直键F3、F5、F7分别代表选中X、Y、Z轴,相应的各个轴后面为当前坐标轴的实际位置坐标值。若按下相应的坐标轴则进入移动坐标轴的界面,如按下X按钮则进入图6所示的操作界面。界面中高亮蓝色代表当前选中的轴是X轴。屏幕右边的3个垂直按钮“+”、“-”、“快速”分别实现坐标轴的正向移动、负向移动和快速移动,屏幕下方的按钮“1NC”、“10NC”、“100NC”分别控制手动移动 X 轴的增量大小。
3 结语
目前,应用Wincc Flexible软件针对西门子系统进行人机界面开发无疑是最简单有效的方式之一。实践证明应用其开发的操作界面与机床结合在简化操作的同时大大节省了加工时间、提高了工作效率。另外,作为工业的母机数控机床在我国工业发展中的地位已毋庸置疑,而数控机床的人机界面设计直接影响其工作效率。因此我们有理由相信作为提高数控机床工作效率的重要一环,随着机床产业的不断发展,人机界面开发同样有着广阔的市场前景。
1 Wincc flexible 2005[Z].Siemens,2005.
2 BA_HMIDEVICE_MobilePanel177_chs[Z].Siemens,2005.
3 用于S7300/400系统和标准功能的系统软件[Z].Siemens,2004.
