渐开线内花键棒间距板式测量仪
2010-07-31石宝枢
石宝枢
(上海思博特轴承技术研发有限公司,上海 201411)
1 问题的提出
各种等速万向节的很多零件均有渐开线内花键齿廓。内花键分度圆处弧齿槽宽是关系到内、外花键是否合理、准确配合的至关重要的结构主参数。由于该值系弧长,无法直接测量,经一系列计算后,通常用相应的棒间距间接测量并保证。目前一般采用两种方法进行棒间距的测量:(1)先将两个相同直径的量棒分别置入被测内花键相应的两齿槽内,然后将各种不同尺寸的标准块规分别置入两量棒间,逐步叠加或减少,多次试凑和调整,若恰好与两量棒接触,这些标准块规之和即为该内花键的棒间距。该方法虽然较精确,但效率太低,不适应批量生产的检验。(2)将两相同直径的量棒置入被测内花键相应的齿槽,直接由游标卡尺测量两量棒之间的距离,由于受人为因素的影响,对中性差,存在一定的测量误差,重复性误差亦很大,测量精度难以达到要求。
总之,上述两种测量内花键间距的方法均不理想,已成为该尺寸检测的难点和内花键质量控制的瓶颈。鉴于此,设计了渐开线内花键板式测量仪,现简介如下。
2 测量仪的结构
该测量仪的结构非常简单,如图1所示,仅由测量凸板和测量凹板组成,两测量板均为测量平面和导向斜面组合结构。该测量仪由测量凸板斜面处的梯形导轨和测量凹板斜面处的燕尾槽装配而成,可提高两测量板的导向精度且支撑稳定。

1—测量凸板;2—测量凹板图1 内花键棒间距板式测量仪
测量凸板的结构形状如图2所示。带有梯形导轨的斜面与测量平面的夹角为20°。由于梯形导轨的两斜面均要磨削,所以,在两斜面的根部均应设计一个如图2中A-A旋转放大图所示的砂轮越程槽。

图2 测量凸板的结构
测量凹板的结构形状如图3所示。带有燕尾槽的斜面与测量平面的夹角亦为20°。由于燕尾槽的两斜面亦均要磨削,同测量凸板一样,在燕尾槽两斜面的根部亦应设计一个如图3中B-B旋转放大图所示的砂轮越程槽。
如图2和图3所示,测量凸板和测量凹板的测量平面处均设计两对称的较大尺寸(直边长近似等于板厚的1/4)的45°倒角,以便测量仪可顺利装入被测工件的内花键中。测量凸板斜面上的梯形导轨与测量凹板斜面上的燕尾槽配合,起导向和支撑作用。工作时,两测量板相对运动,可随时调整两测量平面的距离,以实现不同规格和尺寸的内花键工件相应棒间距的测量。

图3 测量凹板的结构
3 测量原理
该测量仪的测量原理亦非常简单,即测量棒间距时,两相同直径的量棒必须平行。显然,两测量板无论如何运动和调整,要求两相应测量平面亦始终保持平行。若两直线平行,则内错角必相等。由于测量凸板和测量凹板用于导向的斜面与相应测量平面的夹角均为20°,根据此原理,无论测量板向何方向运动,只要行程在测量板长度范围内,两测量平面永远保持平行,满足了棒间距测量的基本要求,确保了测量的稳定性和准确性。
4 使用方法
板式测量仪的使用方法如图4所示。首先将两个经计算且直径相同的量棒置入被测工件内花键相应的两齿槽内(若为偶数齿,两个量棒相对放置;若为奇数齿,应与偶数齿差一齿放置)。然后将板式测量仪放入两量棒间,再相对移动两测量板,以调整两测量平面的距离。当移至两测量平面均分别与两量棒接触(零间隙)时,用外径千分尺或游标卡尺测量两测量平面的距离并读数。图4所示的距离Mi即为所要测量的该产品渐开线内花键的棒间距。
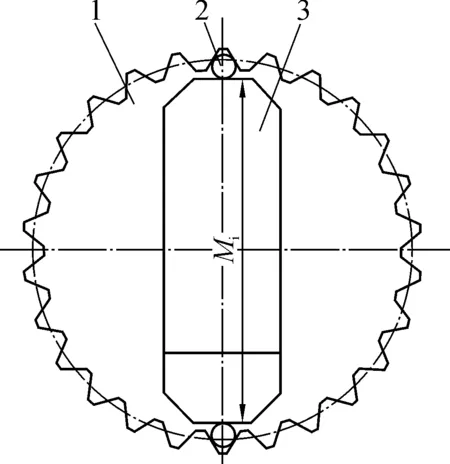
1—被测工件;2—量棒;3—测量仪图4 内花键棒间距的测量
5 结束语
经实际使用表明,该板式测量仪结构新颖、简单、紧凑;使用方便快捷,测量准确、稳定可靠。可广泛应用于计量室内花键样件棒间距尺寸的鉴定和车间现场批量产品内花键棒间距尺寸的检验。