双外径浪形保持架加工工艺
2010-07-27刘玉襄戴达军
刘玉襄,戴达军
(1.哈尔滨轴承股份有限公司,哈尔滨 150036;2.哈尔滨工业大学,哈尔滨 150001)
1 双外径浪形保持架结构
深沟球轴承是应用范围最广泛的轴承类型之一,其所用的浪形保持架具有结构简单,易加工,易装配,成本低等优点。在原浪形保持架的基础上开发出一种新结构的深沟球轴承用保持架——双外径浪形保持架,其有无爪浪形保持架和带爪浪形保持架2种形式。此种结构保持架无装钉孔,是用爪代替铆钉完成对轴承的组装,使用于小型及微型轴承。其除具有常规浪形保持架的优点外,还具有结构紧凑,包角大,径向游隙小,精度高,刚性好等优点。
以7000101K深沟球轴承为例进行双外径浪形保持架的介绍,其无爪浪形保持架和带爪浪形保持架结构分别如图1、图2所示。双外径保持架球兜处为大外径,球兜间平面部分为小外径,即球兜处幅宽大于平面部分幅宽,所以大外径和小外径的位置要精确,以保证保持架的强度及装配精度。

图1 7000101K双外径无爪浪形保持架

图2 7000101K双外径带爪浪形保持架
2 保持架加工工艺
无爪浪形保持架的机械加工工艺过程为:剪料→切环→成形→整形;带爪浪形保持架的机械加工工艺过程为:剪料→切环→压爪→成形→整形。由于双外径浪形保持架结构的特殊性和高精度要求,对切环、成形、整形工序都设计了带导柱、导套和滚珠导向的上、下模座,保证了上、下模座的运动精度;设计了精度较高的精密模具;选用了与其精度匹配较好的压力机。
2.1 切环
切环工序为一道关键工序,工件加工质量的好坏,直接影响到后工序产品的质量。切环工序必须保证产品的相互角度、对称度、尺寸精度,切环模具采用复合模,如图3所示。落料、冲孔两道工序在一套模具上完成,压力机一次行程中即可加工出来,既提高生产效率,又减少重复定位,有利于提高精度。

图3 7000101K双外径带爪浪形保持架切环模(凸、凹模)
2.2 成形
保持架冲压成形过程中若大外径相对成形波浪不对称,将导致整形工序中无法找正。带爪浪形保持架的成形定位可以用爪在定位板上定位,因为在切环时已经保证了尺寸精度和形位公差,只要保证保持架(成形模)定位板的精度,即可保证定位精度。对于无爪浪形保持架的定位问题,设计了如图4所示的成形模,可有效保证定位精度。
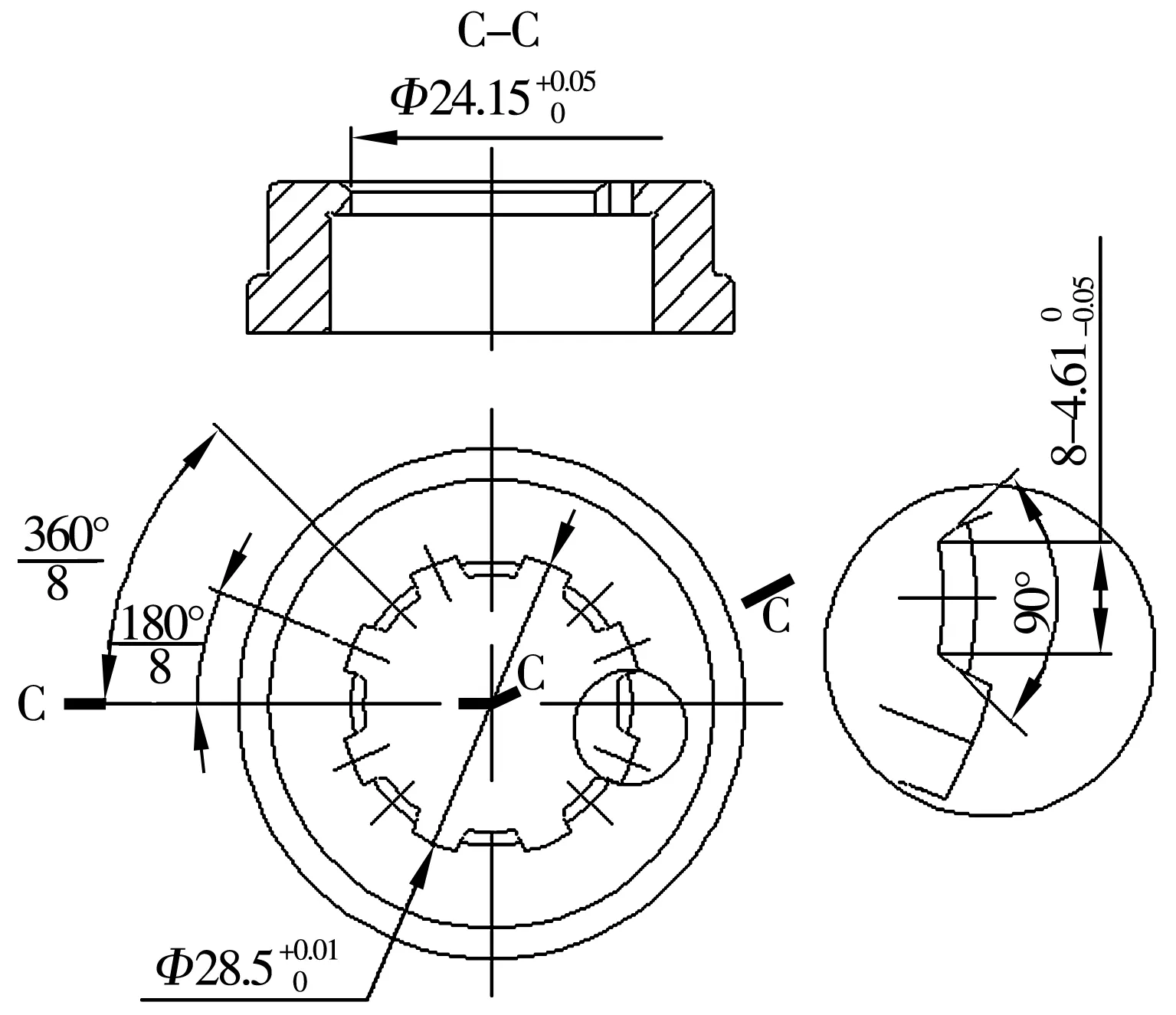
图4 7000101K双外径无爪浪形保持架成形模(定位板)
2.3 整形
整形工序决定产品的最后质量,采用定位板初定位,凹模二次定位,整形效果良好。
3 结束语
设计研制的7000101K深沟球轴承用双外径无爪浪形保持架、带爪浪形保持架已成功制造,加工出的保持架尺寸及形位公差完全符合产品设计要求。该类型保持架多用于微型轴承中,在军工产品中有良好的应用前景。