双支承无心磨床砂轮主轴结构的改进
2010-07-25倪永帅
倪永帅
(新乡市派美柯精密机械有限公司,河南 新乡 453000)
1 概述
无心磨床中,砂轮主轴是整个机床的关键部件,对整个机床的性能起着至关重要的作用。目前双支承无心磨床砂轮主轴普遍采用如图1所示结构,主轴由2套NN系列圆柱滚子轴承和成对双联角接触球轴承支承,轴承的轴向定位和预紧通过主轴上的2个调整垫和精密锁紧螺母来实现。下文通过两方面对现用双支承无心磨床砂轮主轴的结构进行改进。
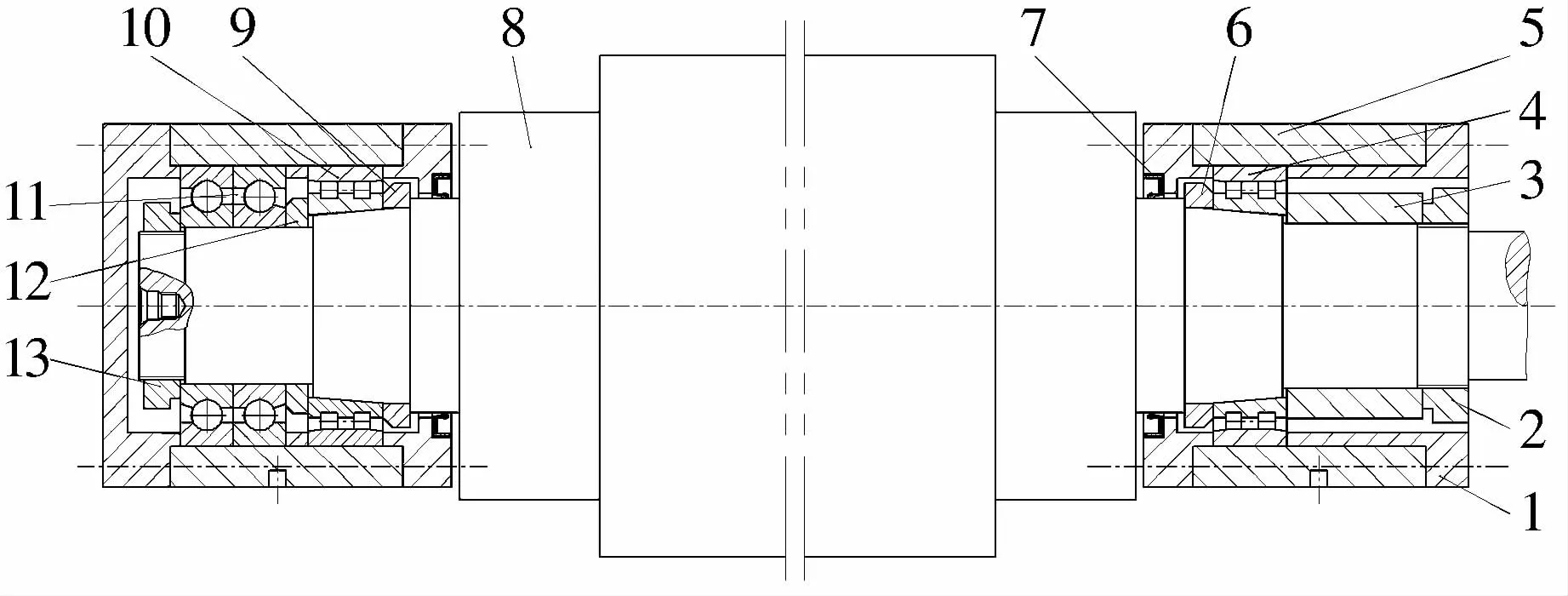
图1 双支承无心磨床砂轮主轴结构简图
2 改进方案一
从主轴轴承的预紧和装配方面对现用双支承无心磨床砂轮主轴的结构进行改进。
2.1 现用主轴结构存在的问题
通常,角接触球轴承和圆柱滚子轴承的组合,可通过将圆柱滚子轴承的径向内部游隙设定为负值来施加径向预紧。圆柱滚子轴承径向游隙的测量方法有GN量规法和手感法,采用GN量规法时,不同的轴承外径需要选择不同规格的GN量规,而GN量规价格较高,因此一般厂家都采用手感法。手感法是在轴承预紧后,用手转动轴承的外圈,感觉其转动的灵活程度,凭经验来判断轴承预紧力的大小。
现用主轴(图1)亦采用手感法判断轴承预紧力大小,用调整垫的厚度来控制NN系列双列圆柱滚子轴承的径向游隙,从而调整预紧力。此方法对设备及技术力量不足的厂家来说,会对主轴精度产生较大的影响。因为圆柱滚子轴承的预紧要靠拧紧精密锁紧螺母来实现,轴向定位及径向游隙都要靠调整垫来控制,而在装配前调整垫厚度要正好符合NN系列双列圆柱滚子轴承的预紧力要求的厚度,由于调整垫加工精度的原因,调整垫选配困难。当拧紧精密锁紧螺母对圆柱滚子轴承进行预紧时,若调整垫厚度大于所需厚度,就会低于预期的轴承预紧力,造成主轴的刚性和回转精度降低,主轴的振动和噪声增大;当调整垫的厚度小于所需厚度时,又会大于预期的轴承预紧力,增加轴承的摩擦,温升过快,降低轴承的转动效率和寿命。因此,用图1所示的结构对轴承进行预紧时,很难将游隙一次性调好。若调不好,就要拆下轴承等相关零件,研磨调整垫。而磨削量的大小,理论上很难计算出,只能凭经验,效果很差。
2.2 改进方案
改进后主轴结构如图2所示。未改变支承轴承形式,只是增加了两个精密锁紧螺母7,9。此时,调整轴承径向游隙时,先将精密锁紧螺母7,9及调整垫3,4安装于主轴上,旋转精密锁紧螺母7,9使调整垫离开NN系列双列圆柱滚子轴承端面一定距离(不妨碍圆柱滚子轴承调整时的轴向移动即可),然后旋转精密螺母1,6使轴承达到预期的预紧力,再将精密锁紧螺母7,9旋回,使调整垫的两端面与精密锁紧螺母7,9端面和NN系列双列圆柱滚子轴承的端面紧密接触,最后再拧紧精密锁紧螺母7,9上自带的径向锁紧螺钉,固定锁紧螺母。此主轴很容易达到预期的轴承预紧要求,而且轴承拆卸均比较方便。
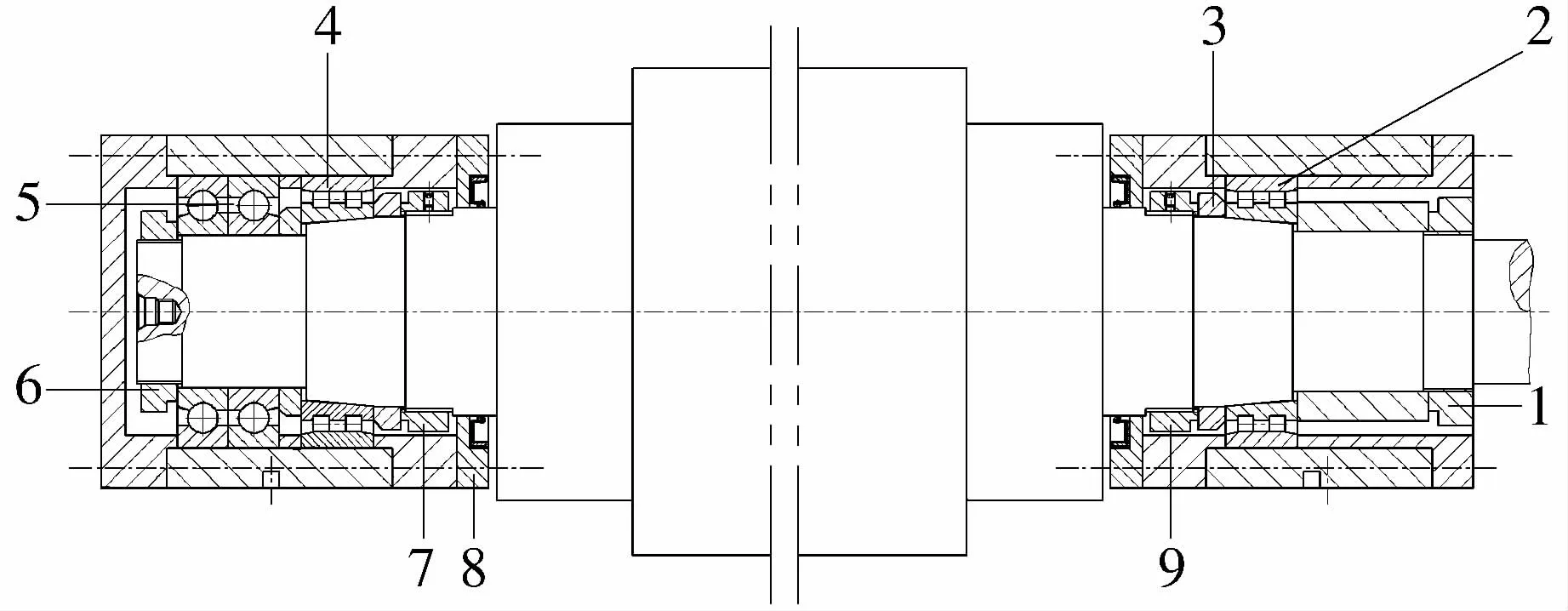
图2 改进方案一的主轴结构简图
3 改进方案二
从主轴转速、主轴轴承的选择及主轴的加工和装配方面对现用双支承无心磨床砂轮主轴的结构进行改进。
3.1 现用主轴结构存在的问题
NN系列双列圆柱滚子轴承的内锥孔与主轴1/12外锥配合情况及轴承径向游隙的调整直接影响主轴的工作精度,一般要求主轴锥面接触面积大于80%,主轴的径向跳动在5μm以下,轴承的径向游隙为5μm以下。为了达到以上要求,除了采用精度较高的轴承外,对主轴的要求也较高,两锥端的同轴度要求在5μm以下,锁紧螺母处主轴上的螺纹对主轴的跳动在8μm以下,调整垫两端面的平行度一般要求在2μm以内,厚度误差在5 μm以内。因此,对加工及装配技术水平不高的企业,轴承的预紧和主轴精度很难保证如此高的精度。需要反复修整主轴精度,反复调整调整垫的平行度及厚度,严重影响零件的加工质量和主轴轴承的寿命。另一方面主轴右端NN系列双列圆柱滚子轴承滚子对中轴承外圈滚道的装配,找正困难,也会引起诸多不良影响。
3.2 改进方案
现用主轴虽具有良好的径向和轴向刚度,但主轴支承精度低、高速性较差。目前,机床的磨削速度都要求在45 m/s以上,且加工出的滚子精度要求成批在Ⅱ级以上,为了适应这种高速、高精度磨削,对主轴支承结构进行了改进,改进后的主轴结构如图3所示。

图3 改进方案二的主轴结构简图
改进后的主轴全部由成对双联角接触球轴承支承,取消了调整垫。成对双联角接触球轴承承受载荷更大,使用寿命更长,定位精度更高,特别对转速、刚度等都有较高要求的设备,成对双联角接触球轴承为最佳选择。由于取消了原主轴两端的圆锥部分,加工时更容易保证主轴前、后两端的同轴度。只要在加工内、外隔套端面时同时进行研磨,保证使内、外隔套的长度相等,端面光滑、平行即可。
因取消了调整垫,也降低了装配难度。改进后的装配工艺为:(1)将左、右两端4套轴承用加热器加热,依次将轴承和隔套装在主轴上;(2)旋转精密锁紧螺母到预期的轴承预紧力;(3)用螺钉将轴承套两端的凸缘(骨架油封已安装在凸缘内)与轴承套紧固在一起;(4)安装砂轮(过程略)。改进后的主轴结构在装配零件全部合格的前提下,装配后的各项精度及转速很容易达到设计要求,主轴的寿命也将大幅度提高。
