工业CT技术进展及应用
2010-07-24王增勇汤光平李建文孙朝明
王增勇,汤光平,李建文,孙朝明
(中国工程物理研究院机械制造工艺研究所,绵阳 621900)
工业CT技术是工业计算机断层扫描成像(Industrial Computed T omography)技术的简称,1917年由Randon J提出,但直到1970年中后期才开始大量应用于无损检测。近年来,随着计算机科学的进步及探测器技术的发展,工业CT的性能逐年提高,目前工业CT作为一种实用化的无损检测手段,正逐渐从满足一般工业应用的低能工业CT,向满足大型复杂结构件检测需求的高能工业CT技术发展。广泛应用于航空航天、核能、军事等多种领域,以及在制造业的无损测绘与分层设计制造等方面。
1 工业CT技术原理及特点
1.1 工业CT技术原理
工业CT是在射线检测的基础上发展起来的,其基本原理是当经过准直且能量为I0的射线束穿过被检物时,根据各个透射方向上各体积元的衰减系数μi不同,探测器接收到的透射能量I也不同。按照一定的图像重建算法,即可获得被检工件截面一薄层无影像重叠的断层扫描图像(图1),重复上述过程又可获得一个新的断层图像,当测得足够多的二维断层图像就可重建出三维图像。
当单能射线束穿过非均匀物质后,其衰减遵从比尔定律[1]:


图1 工业CT结构工作原理
式中I,I0为已知量,未知量为 μi。一幅M×N个像素组成的图像,必须有M×N个独立的方程才能解出衰减系数矩阵内每一点的μi值。当射线从各个方向透射被检物体,通过扫描探测器可得到M×N个射线计数和I值,按照一定的图像重建算法,即可重建出M×N个μ值组成的二维CT灰度图像。
1.2 工业CT技术特点
从本质上讲,工业CT是一种射线检测技术,与常规射线检测技术相比,主要优点有[2]:
(1)工业CT图像目标不受周围细节特征的遮挡,可直接获得目标特征的空间位置、形状及尺寸信息。
(2)工业CT具有突出的密度分辨能力,高质量的CT图像密度分辨力可达0.1%甚至更高。
(3)工业CT图像是数字化的结果,图像便于存储、传输、分析和处理。
2 工业CT部件的发展现状
2.1 辐射源[3]
射线源常用X射线机和直线加速器。X射线机的峰值能量范围从数十到450 keV,且射线能量和强度都是可调的;直线加速器的射线能量一般不可调,常用的峰值射线能量范围在1~16 MeV。其共同优点是切断电源以后就不再产生射线,焦点尺寸可做到微米量级。
2.2 探测器[3]
目前常用的探测器主要有高分辨CMOS半导体芯片、平板探测器和闪烁探测器三种类型。半导体芯片具有最小的像素尺寸和最大的探测单元数,像素尺寸可小到10 μ m左右。平板探测器通常用表面覆盖数百微米的闪烁晶体(如CsI)的非晶态硅或非晶态硒做成,像素尺寸约127 μ m,其图像质量接近于胶片照相。闪烁探测器的优点是探测效率高,尤其在高能条件下,它可以达到16~20 bit的动态范围,且读出速度在微秒量级。其主要缺点是像素尺寸较大,其相邻间隔(节距)一般≥0.1 mm。
2.3 样品扫描系统[3]
样品扫描系统从本质上说是一个位置数据采集系统。工业CT常用的扫描方式是平移-旋转(TR)方式和只旋转(RO)方式两种。RO扫描方式射线利用效率较高,成像速度较快。但 TR扫描方式的伪像水平远低于RO扫描方式,且可以根据样品大小方便地改变扫描参数(采样数据密度和扫描范围)。特别是检测大尺寸样品时其优越性更加明显,源-探测器距离可以较小,以提高信号幅度等。
2.4 重建算法
计算机软件无疑是CT的核心技术,当数据采集完成以后,CT图像的质量已经基本确定,计算机软件的好坏就直接影响到图像的重建质量。CT图像重建通常采用卷积反投影法,其优点是图像质量高,易于用硬件设计为专用图像处理机,缺点是只能形成某一断面上的二维灰度信息,不能得到被检测物的整体描述。为提高缺陷判别的准确性,Kudo H研究了Smith和Grangeat的三维投影重建算法的优点,提出了Smith-Grangeat方法,该方法得到的图像依然会有明显的衰减和失真。马存宝通过增加窗函数和平滑滤波的方法,对Smith-Grangeat方法进行修正,得到了较好的重建图像[4]。
在大尺寸构件检测方面,针对RO扫描只能检测小尺寸构件,而TR扫描大尺寸构件耗时较长的难题,魏东波[5]提出了一种通过检台二次偏置扩大扫描视场的工业CT成像方法,并基于三代工业CT投影数据存在的冗余特征,推导了它的投影数据重排预处理方法和滤波反投影(FilterBack Projection,FBP)重建算法,实现了在增加一次360°回转扫描情况下,其有效扫描视野达到标准三代工业CT方法的2.8倍左右。且该方法仅需CT扫描台具备平移和旋转自由度,易于与现有三代工业CT兼容,工程实现方便。
针对CT成像系统中,面阵探测器成像过程相对线阵探测器而言系统散射影响大,动态范围小,成像指标远低于线阵探测器的问题,王黎明[6]研究采用大探测器方法重组像元,用亚像素高分辨率方法重组和补偿数据,同时改变数据获取方法,通过机械系统的精确移动,在大探测器数据间进行精确插值,弥补了面阵探测器在动态范围的不足,得到了较好的CT重建结果,见图2。

图2 实际重建结果对比
在算法的具体应用上,杨莞[7]针对球形封闭体内外球面轮廓度的检测,提出了一种精确测量方法,即在获得球体样件CT断层图像的基础上,利用CT插值方式提取球体样件的轮廓线边界系列CT值,再根据二次曲线逐次逼近拟合法获得其圆心坐标及平均半径,其测量精度达到0.05 mm。王珏[8]针对较小的同批、同型号工件进行检测,提出了一种基于弧半径投影的多目标图像搜索方法,即将多个小型工件放在转台同一圆环带上一起扫描,在目标区域利用Zernike矩进行精确识别,在减少识别耗时的同时,提高了CT图像识别方法的有效性和实用性,见图3。
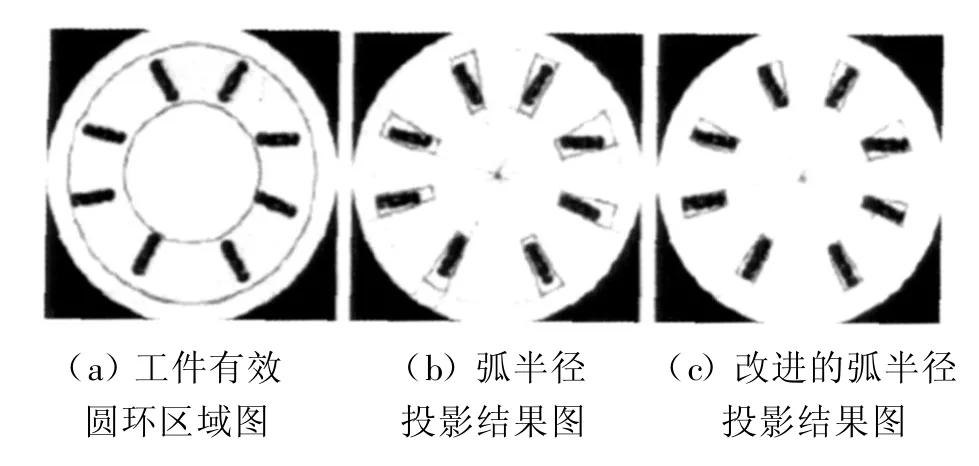
图3 基于弧半径投影的多目标图像识别
3 高能工业CT研究
3.1 国外现状
美国是工业CT技术研究及设备研制最先进的国家。1995年ARACOR公司生产的15 MeV直线加速器ICT2500型CT系统,能够对直径2.5 m的固体火箭发动机进行CT重建,图4是对2 m直径固体火箭发动机重建的CT切片[9]。
3.2 国内现状
国内方面,北京自动化所、华北工学院等机构均开展过高能CT研究[9],目前清华大学已经将高能CT产品系列化,包括2/4/6/9/15 MeV工业CT系统,技术达到国际先进水平[10]。湖北三江航天集团[11]采用9 MeV高能工业CT,对火箭发动机产品中检测到的最小裂纹为0.1 mm×5 mm×10 mm,检测到的最小气孔为φ 2 mm,如图5所示。

中国工程物理研究院中物仪器公司从1994年就开始了工业CT的研制工作,目前已成功研制出420 keV X光机和2/9MeV加速器工业CT系统,该系统采用独有的亚像元成像技术和小间隙测量技术,成像时间短,参数调整方便。在高能射线源的使用上,采用了自主研发、拥有国家发明专利的新型结构驻波加速管(专利号03135490.4),在缩短了加速管结构长度的同时,可获得1.4 mm的小焦点。其主要技术指标对比见表1[12]。
4 典型应用
4.1 精密焊接结构件的焊接缺陷工业CT检测

图6 试样工业CT结果图

表1 国内外典型公司同类产品性能指标比较
对某尺寸约φ 85 mm×3.5 mm的圆环电子束焊缝,采用420 kV工业CT系统,检测结果见图6,图中小至φ 0.1mm的孔以及0.1mm宽的裂纹皆清晰可辨。图6(a)中心部分为对φ 0.1 mm孔作局部扫描的CT图像,图6(b)为焊后试样的CT检测结果,焊缝中预置的钨丝影像清晰可辨,左下角为焊缝中的钨丝已局部熔化,局部密度高于周围物质密度,右下角凹陷处为焊缝表面一肉眼可见的气孔。
4.2 密度分布表征
邵思杰[13]研究发现,采用空间分辨率 10~25 μ m 、密度 分辨率 0.1%~ 0.05%、穿透厚 度150 mm钢的工业CT系统,即可满足一些结构复杂,信息量大的非常规灵巧弹药质量检测的需求。许州[14]针对空间分辨率要求较高的复合材料、微机电(MEMS)器件、石油岩芯检测等领域,研制了高空间分辨率的显微工业CT技术,该系统采用225 kV微焦点射线源,非晶硅光电二极管X射线数字探测器,实现了20~50 Lp/mm的空间分辨率。图7是微焦点工业CT的典型图像。

图7 微焦点工业CT的典型应用
4.3 内部结构逆向工程及装配情况检测
传统的产品生产过程是从设计图纸到加工、组装成成品的过程,而逆向工程是针对一个结构未知的产品,通过用工业CT对其进行一系列的断层扫描,然后将其还原成生产用图纸或产品的过程。对封闭物体进行CT检测,不但可以获得物体内部结构组成,还可以得到偏心、变形和间隙等信息,对判断装配质量有重要价值。
陈慧能[15]针对某外部壳体为金属材质,内部有非金属、药剂等各种材料的准旋转体结构火工品,先用工业CT进行结构纵向断层扫描,判断结构的内部装配关系和产品的工作机理,并测量纵向结构尺寸;再根据不同需要,选择作结构的横向断层扫描,进一步了解内部结构状况细节,并测量内、外径等横向尺寸,从而精确判断出了内部装配关系和产品的工作机理,进而作出该结构的测绘图纸,见图8。

图8 某产品的纵向工业CT断层扫描图
目前工业CT逆向工程技术为各行业研制新产品开辟了新的途径,已成为各行业都在研究的新方向。
5 工业CT的可能应用方向及展望
随着国家对大型构件可靠性和安全性要求的不断提高,构件的装配质量变化监测已成为保障安全性的关键技术。上述问题的解决,必须依靠工业CT,尤其是高能工业CT方可很好地实现。因此,采用工业CT,尤其是高能工业CT技术,可望解决以下几个方面的技术难题:
(1)特种构件焊接质量的精密检测。
(2)大型构件的装配质量(如部件姿态、装配间隙和位置变化等)监测和内部结构的精密检测。
(3)结构仿真和其它材料和构件的工业CT检测等。
[1] 中国机械工程学会无损检测分会编.射线检测[M].北京:机械工业出版社,1997,4.
[2] 孙灵霞,叶云长.工业CT技术特点及应用实例[J].核电子学与探测技术,2006,26(4):486-488,453.
[3] 张朝宗.工业CT技术参数对性能指标的影响——兼谈如何选择工业CT产品[J].无损检测,2007,29(1):48-52.
[4] 马存宝,李海皓,张潇.基于改进图像重建算法的工业CT系统[J].计算机测量与控制,2007,15(11):1494-1496,1555.
[5] 魏东波,傅健,龚磊,等.大尺寸构件工业CT成像方法[J].北京航空航天大学学报,2006,32(12):1477-1480.
[6] 王黎明,张超,赵英亮,等.基于平面成像器件的高分辨率工业CT技术研究[J].中北大学学报(自然科学版),2007,28(6):541-545.
[7] 杨莞,叶云长,孙灵霞,等.球形样件轮廓度工业CT精确测量方法研究[J].核电子学与探测技术,2007,27(5):879-881.
[8] 王珏,张伟,孙小惟.基于弧半径投影的多目标工业CT图像识别[J].计算机工程与应用,2008,44(17):222-223,227.
[9] 王召巴,金永.高能X射线工业CT技术的研究进展[J].测试技术学报,2002,16(2):79-82.
[10] 陈志强,李亮,冯建春.高能射线工业 CT最新进展[J].CT理论与应用研究,2005,14(4):1-4.
[11] 丁国富.大型高能工业CT在固体火箭发动机检测方面的应用[J].CT理论与应用研究,2005,14(3):35-39.
[12] 重庆大学重大高科网页[EB/OL].http://www.cuhitech.com/4-1.htm.
[13] 邵思杰,曹勇,王磊.无损检测技术在弹药质量检测中的应用[J].火力与指挥控制,2006,31(增):39-41.
[14] 许州,李保磊,陈浩,等.基于225 kV射线源的显微CT成像系统研发[C]//2008年全国射线数字成像与CT新技术研讨会论文集.四川绵阳:《CT理论与应用研究》编辑部,2008:224-237.
[15] 陈慧能,杨树彬,崔卫东.工业CT在火工品逆向工程的应用研究[J].火工品,2006(3):36-38.