“品都斯”轮舵系修理工艺研究
2010-07-23赵华锋
赵 华 锋
(上海船厂船舶有限公司,上海 202164)
0 前 言
船舶舵、轴系的修理,一直作为船舶坞修的重点项目。由于设计原因、材料缺陷和使用中的海损等造成的舵系问题相对较多,修理的工程内容也多。上海船厂修船事业部近年来承接修理了多艘船舶的舵系工程,积累了一些新的经验。
1 “品都斯”轮舵系修理工程
2008年11月20日,上海船厂船舶有限公司修船事业部承接了英国的“品都斯”轮舵系修理工程。
“品都斯”轮舵叶上部的导流体底板疲劳产生裂缝,需要更换舵叶上部的导流体70mm厚的底板,并对舵管检查修理。该修理工程既要保证高强度厚板的焊接质量,防止产生裂缝等;又要控制修理过程中的变形,防止对舵系中心产生影响;还要考虑修船的船坞周期等因素,同时还必须满足LR船检的规范。通过对尾部结构、舵系图纸等的分析,并结合以往舵系修理积累的经验,“品都斯”轮舵系修理工程主要有以下3个主要项目:
1)该船的舵型比较特殊,按常规方法在船坞内拆卸舵叶高度不够,无法施工。
2)在浮船坞内对舵系的重要部件焊接修理,如何控制变形,如何精确定位测量有不小的难度。
3)船东要求大过盈量安装舵轴承,必须采用液
氮冷冻安装,对此安装工艺方法有待研究。
1.1 坞内拆装舵叶
该船采用舵管式吊舵结构,舵杆、舵管直接插入舵叶内(见图 1)。舵叶高 7.5m,舵杆下端距基线5.02m,舵管下端距基线6.05m;舵机间舵杆上端距舱室顶板为1.35m,采用吊耳和手拉葫芦吊起高度不够,而上一层正对舵机的是一道纵舱壁,不能开工艺孔,舵杆无法从上面拔出;拆卸舵叶必须先把舵叶放下,从舵杆下端出头后再移出。但船坞坞墩高为1.5m。经计算,舵杆头部距坞底为6.52m,就是将舵叶放至坞底,还差1m左右,仍然无法移出(见图2)。
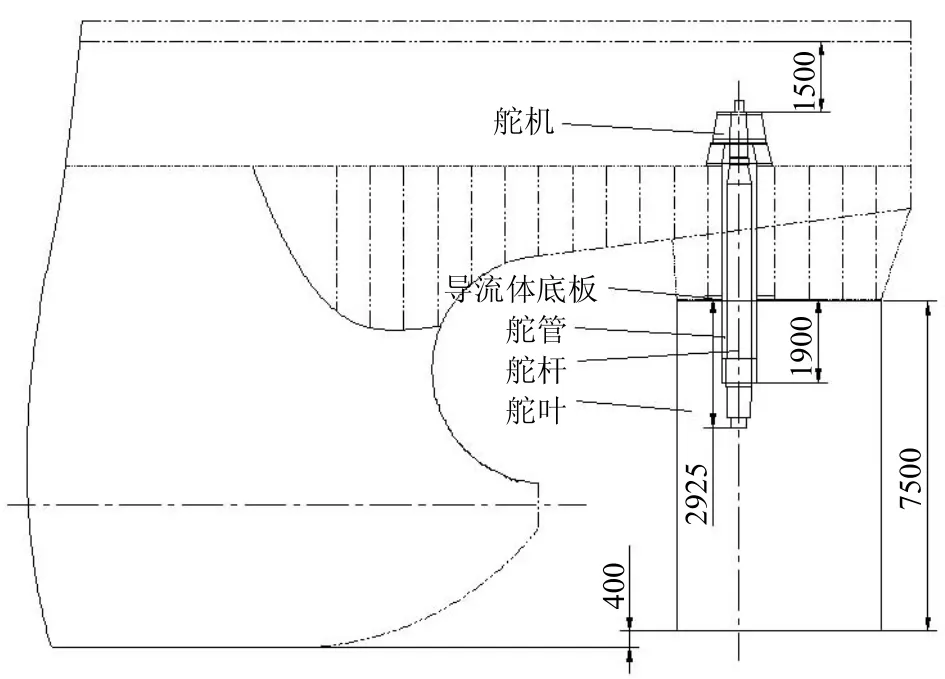
图1 尾部舵系布置图
该轮的姊妹船在国外修理时,采用坞外拆卸的方法,就是船在码头上拆舵叶,有足够的水深把舵叶沉到水底再吊出来。而上海船厂的修船码头位于长江边,一天内潮水变化大、水流湍急,在这里拆卸十分危险,无法满足安全要求。经过研究,提出了3个新的修理方案:
1)船进坞后,在坞底开工艺孔,来满足下舵叶。这方案也是有过先例的,但这样做会破坏公司的重大设备,且浮船坞在水上,割开工艺孔后无法修复。
2)船进坞时不全部进入坞内,让尾部露在水面上,进行拆舵叶。但经调查发现船坞尾部区域是工作平台,无法安放坞墩来承受船尾部的重量。
3)船进坞后先将舵叶放至坞底,然后再进行1次沉坞作业,使舵叶与船坞一起下沉,等舵叶从舵杆下端出头后,再将船整体前移,将舵叶吊出。此方案有可行性,但拆装舵叶需要增加2次沉坞作业,还必须在坞底制作舵叶的临时固定工装等,成本高,操作难度较大。
上述3个方案都不尽人意。技术人员进一步研究后又提出,先把舵杆上提缩入舵管内,舵管下端距基线6.05m,按1.5m的坞墩高度计算,有7.55m高,比舵叶高出50mm,使舵叶从舵管下端移出成为可能。
经对坞墩的实际测量,首部高度为1.63m左右,尾部为1.41m左右。尾部高度不够,无法吊出舵叶,如果采用垫高坞墩的方法,需要将船坞后半部的所有坞墩均匀垫高,工作量很大。
最后采用倒进坞的方法,按船坞首部坞墩高1.60m计算,还有约150mm间隙,可以拆卸舵叶(见图3)。同时设计出了舵杆吊装工具套在舵杆顶部,用舵杆螺母固定,把吊点降到下面,使舵杆提高1m左右,缩入舵管内,确保此方案可以实施。
2008年12月1日,“品都斯”轮按此法倒进坞后,舵叶卸放至坞底、舵杆缩入舵管后,实际测量有间隙120mm左右,终于将舵叶和舵杆等顺利拆下,为该船的下一步修理工程做好了准备。
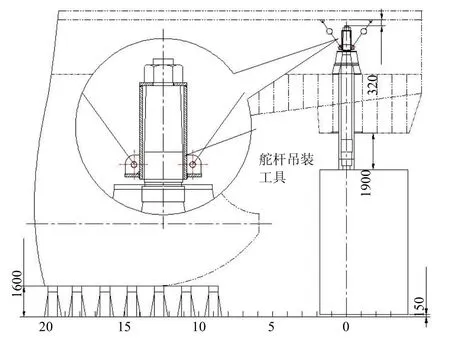
图3 实际拆卸示意图
1.2 焊接修理过程中的定位测量
在舵系修理中,更换70mm厚导流体底板,并直接与舵管相连,焊接时势必会产生变形,造成舵系中心的变化,从而影响舵效。因此在施工时首先要解决测量的问题。根据《中国造船质量标准》(CB/T4000-2005)规定,对于新造的普通单轴系船只,舵、轴系中心偏差标准为4mm以内,极限为8mm。对于该轮来说,由于此次轴系没有列入修理工程,也就没有必要去拔轴来检测这个偏差了。船方也认为,在航行过程中,舵系并没有什么不良症状,因此,可以认为修理前的舵系中心是准确的,只要控制修理前、后的舵系中心变化在允许的范围内,就是合格的。
舵系常规的测量采用拉线法(见图4),拉线法简单直观,在拆卸舵系部件后,在舵系上下各设置拉线支架,在中间放钢丝,然后根据原来舵机中心、舵管轴承中心以及舵系密封中心把钢丝调整好,作为舵系中心基准。在施工过程中,定时派人利用基准钢丝对舵管的变形情况进行测量,配合对焊接工艺的调整来确保对变形量的控制。
拉线法的缺点有:第 1,钢丝固定在支架上,施工需要割板、吊运等,很容易碰到支架,一旦支架发生变形,原来找准的中心基准也就丢失了;第2,用钢丝测量,需要测量人员到舵机间和舵管下进行,测量地点分散,劳动强度高;第 3,测量钢丝一般采用卡钳测量,其测量精度与操作人员的技能水平高低有直接关系,且卡钳测量方法不够直观,船方不太认可。
采用望光法也可以进行定位测量,但需要采用专用的精度较高的望光仪,经研究后认为,相对轴系而言,舵系的精度要求低一些,使用激光经纬仪,其测量精度应该可以满足舵系测量的要求,只是经纬仪平时都是安装在三脚架上在水平状态下使用。而舵系测量需要在垂直状态下进行,技术人员设计了1个经纬仪专用支架(见图5),该支架与经纬仪连接,并能够进行中心粗调;粗调后,再利用经纬仪自带的调节机构进行精调,使经纬仪达到精确定位的目的。技术人员在舵机中心、舵管轴承中心以及舵系密封中心分别安装望光十字中心靶,然后调整经纬仪,使得各中心点与经纬仪光轴中心处于同一直线上,然后锁定经纬仪的位置,此时经纬仪的光轴中心即可作为舵系基准中心。在施工过程中定时派人检测舵管轴承中心的偏差,为焊接施工提供依据,从而确保了施工质量。

图4 舵系拉线定位测量图

图5 舵系望光定位测量图
采用望光法很好地克服了拉线法存在的缺点,牢牢控制整个施工过程中的变形情况,使船方和船检都乐意接受。
1.3 超低温介质冷冻安装轴承
舵管轴承已经磨损,需要换新。舵管轴承材料为锡青铜,尺寸Φ635mm×520mm,安装过盈量为0.6mm。常规安装舵系铜轴承的过盈量为0.2mm左右,可以采用干冰冷冻安装;对于大过盈,必须采用温度更低的液氮来冷冻。
由于液氮为-190℃多的超低温物质,低温会使金属脆裂。在轴承安装过程中,如果容器碎裂或者吊装工具断裂、铜轴承摔碎,会造成安全事故。
经过研究,技术人员采用了可用于液化天然气(-162℃)和液氮(-196℃)设备的含镍量达到9%的不锈钢——0Cr18Ni9Ti(304),制作专用安装工具(见图6)。容器采用双层结构,既能提高保温性;又提高安全性。吊架上配支撑木板,既能防止吊装过程中轴承摇晃,又不会损伤轴承内孔。可拆式吊耳是为了套装支撑木板而设计的,因为吊耳是轴承冷冻后,吊装时才使用的,因此只需用普通材料制作。采用此工具顺利地完成了舵管轴承的冷冻安装。
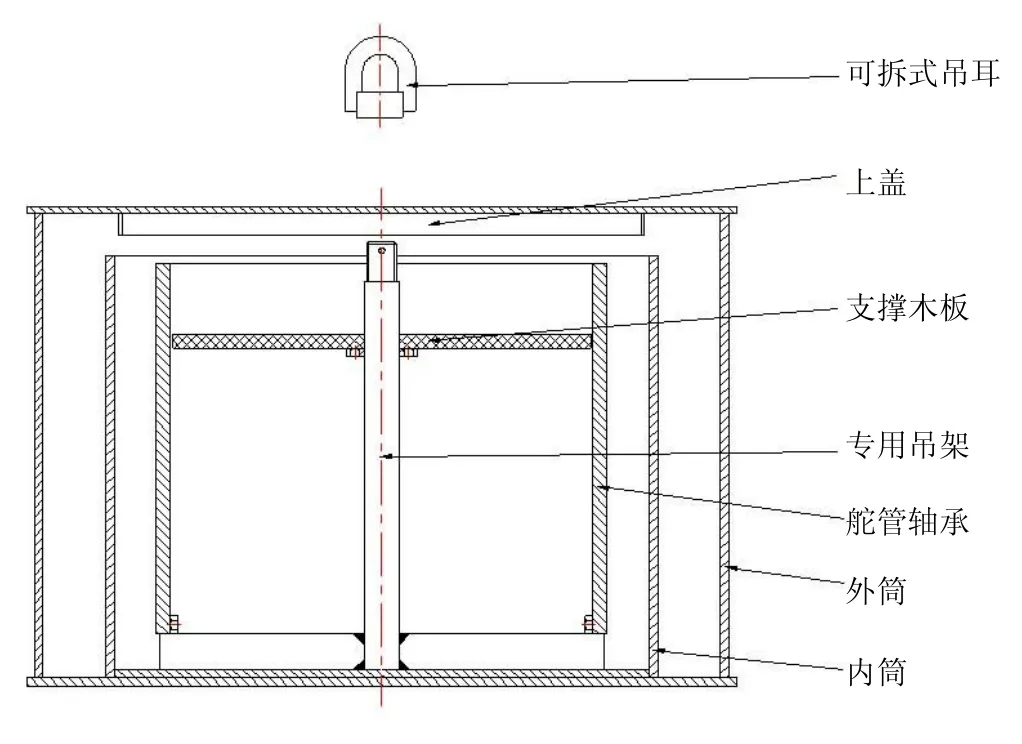
图6 舵管轴承冷冻安装工具
“品都斯”轮舵管修理焊接结束,经过定位后舵系测量,舵管中心向前偏 0.70mm,向右偏0.20mm。这是相当完美的结果。船东认为无需镗孔可以直接安装。出坞后,操舵校试合格,船东对质量非常满意,于2009年3月12日顺利出厂。
2 结 语
在“品都斯”轮舵系修理中,公司首次采用望光专用支架,用普通的激光经纬仪进行了舵系的垂直望光,可以应用于今后的一些垂直望光定位工作中。采用罐装液氮冷冻安装轴承冷冻速度快,效率高;而且罐装液氮可以常备、随用随取,用完了更换钢罐,使用方便。
[1]CB/T 4000-2005,中国造船质量标准[S].
[2]CB/T 3424~3429-92,船舶舵系修理技术标准[S].
[3]《机械设计手册》联合编写组. 机械设计手册[M]. 北京:化学工业出版社,1982.
