使用FANUC-LADDER-3软件处理加工中心故障
2010-07-14江叶青
丰 咏 江叶青 张 健
数控加工中心机械故障多由换刀引起,PMC简单、安全、可靠,目前各厂家多采用PMC控制换刀动作和数据处理。下面介绍一起使用FAUNC-LADDER-3软件处理换刀故障的实例。
1.故障现象
中国电科集团第三十八研究所精密加工分厂FANUC 0i MC立式加工中心加工完零件,停机检查刀具破损和屑子缠绕情况需转动刀库,再次加工零件时,未执行换刀动作,直接使用主轴上刀具运行加工程序,而且无任何报警提示,由于操作者发现及时,避免了故障进一步扩大。
2.故障分析
因批量件程序正常,据此排除加工程序刀号修改错误和操作者人为原因。重复试验,发现故障只有在换刀刀位号和程序要换取刀号一致时出现,从而排除机械原因。最后查看机床附带的电器部分说明书换刀程序,检查程序是否存在缺陷,换刀流程见图1,部分换刀程序如下。
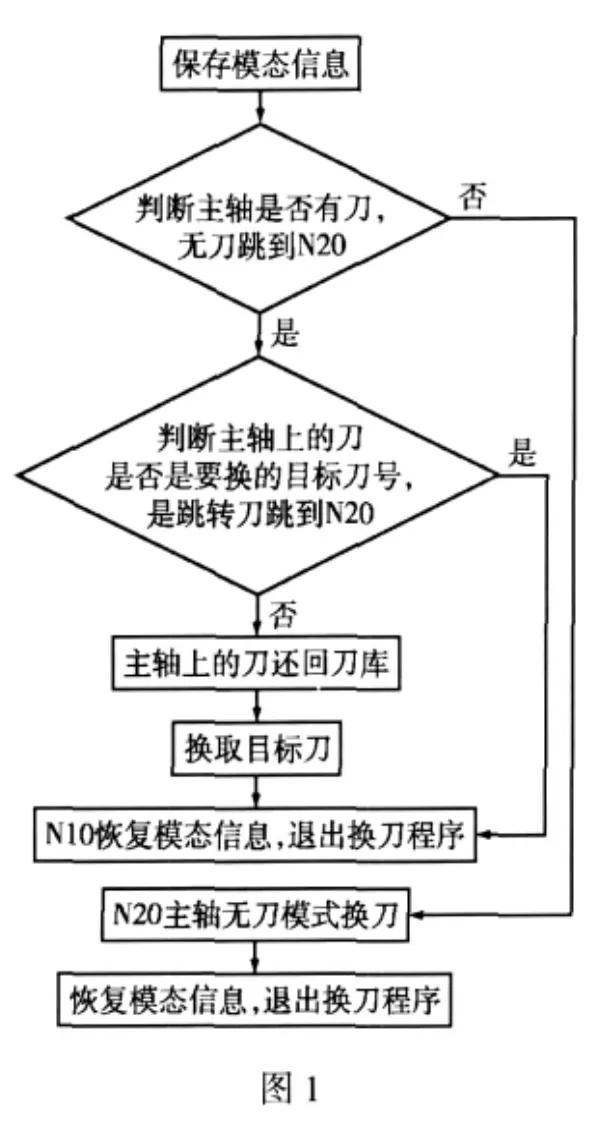
IF [#1000EQ1]GOTO20 //判断主轴是否有刀,无刀跳转N20//
IF [#1001EQ1]GOTO10 //判断主轴上是否是目标刀号,是跳转N10//
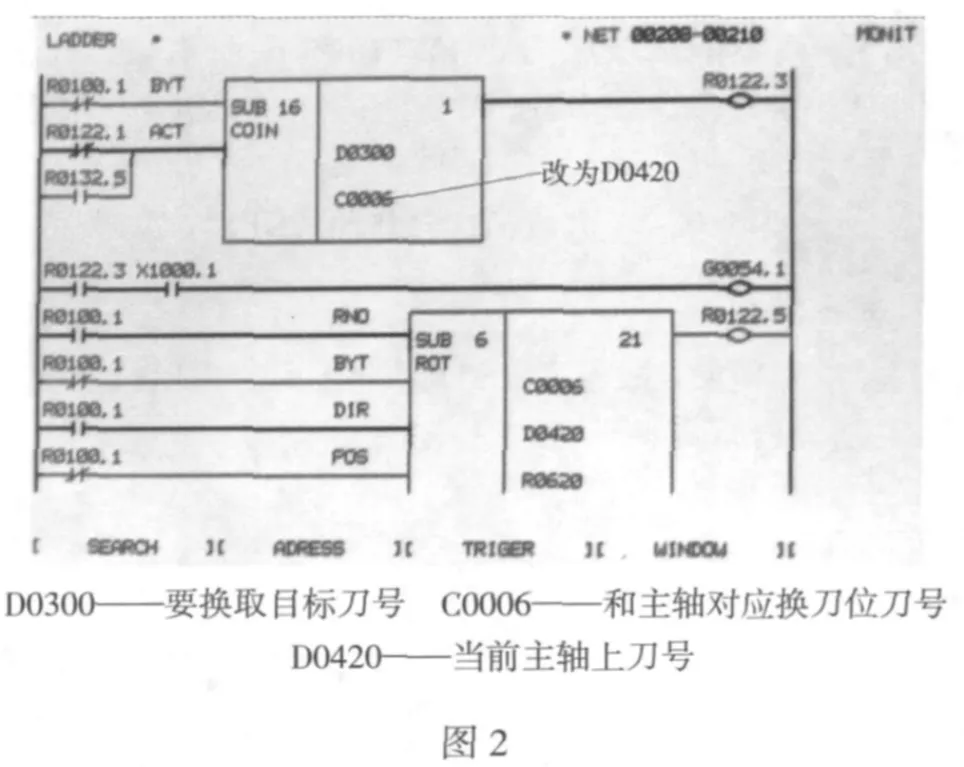
分析故障是因转动刀库造成系统数据错乱,导致PMC在判断主轴上的刀号是否为目标刀号时出错。查到#1001对应地址是G0054.1,仔细分析梯形图程序(图 2),当转动刀库时,C0006的数据也在改写,不能真实反映主轴刀号,当C0006的数据正好和换取的目标刀号一致即出现换刀错乱。C0006作为主轴上的刀号显然不准确,而D0420的数据是换刀后主轴刀号寄存数据,用D0420代替C0006较准确。
3.故障处理
0i MC系统自带编辑功能,可在机床上直接修改PMC梯形图。又发现1台使用0i MA系统的机床存在相同故障,由于PMC部分是SA3,无在线编辑功能,可通过CF卡将PMC程序传入电脑,使用FAUNC-LADDER-3软件修改程序并保存,再回传至机床,处理步骤如下。
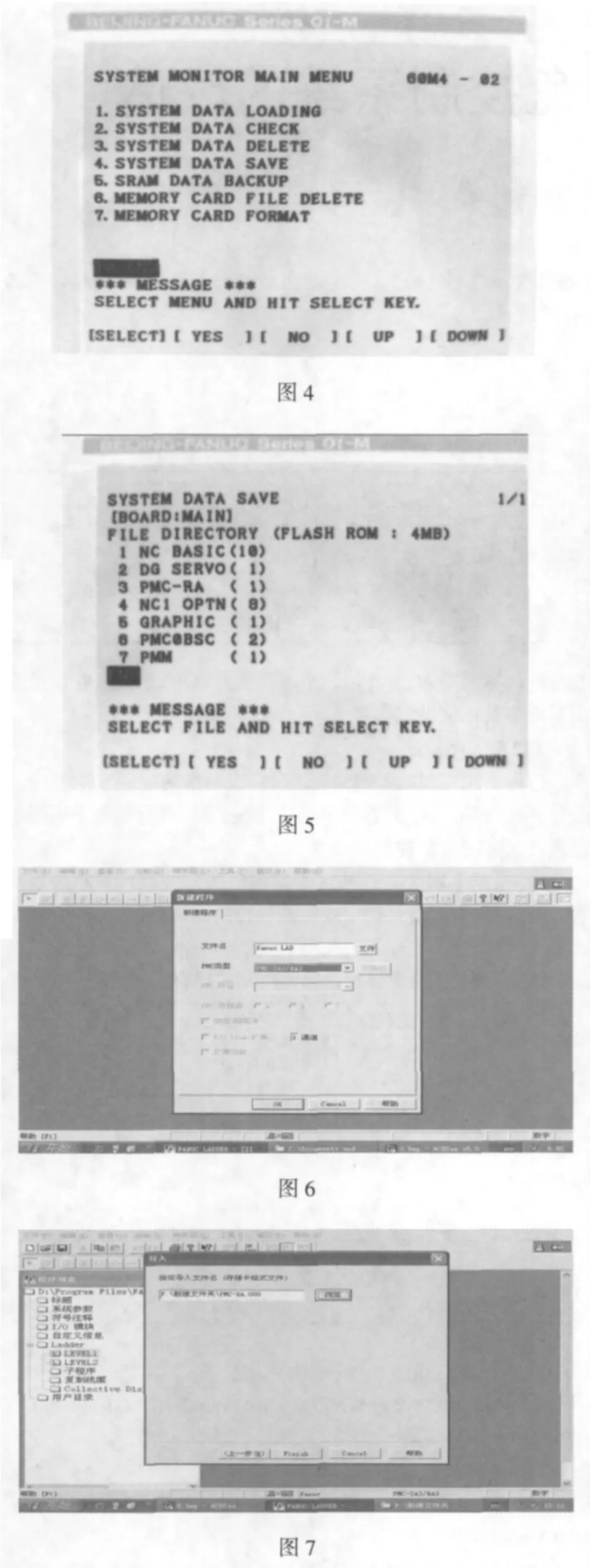
(1)梯形图备份保存。①将CF卡插到机床CF插槽,打开机床电源,开机前同时长按图3右边两键,按下机床系统启动按钮进入BOOT SYSTEM画面(图4)。②按住[UP]或[DOWN]对应的软键,滚动光标到“4 SYSTEM DATA SAVE”,按[SELECT]对应的软键,进入文件备份保存画面(图5),按[UP]或[DOWN]移动光标到“3 PMC-RA文件”,按[SELECT]选择保存到CF卡。

(2)使用FANUC-LADDER-3软件修改梯形图。①打开FANUC-LADDER-3软件,新建1个LAD文件,PMC类型选择SA3(图6)。②导入机床梯形图文件,选择文件菜单→导入,导入文件类型选择(存储卡格式文件),下一步→选择导入文件→结束,完成导入(图7)。②修改梯形图,打开LEVEL 2,找到R0122.3,将C0006改为D0420,保存梯形图(图8)。③将保存的LAD文件转换为存储卡格式文件,准备回传到机床,选择文件菜单→导出→导出存储卡格式文件→导出文件名(PMC-RA.000)→保存→结束(图 9)。
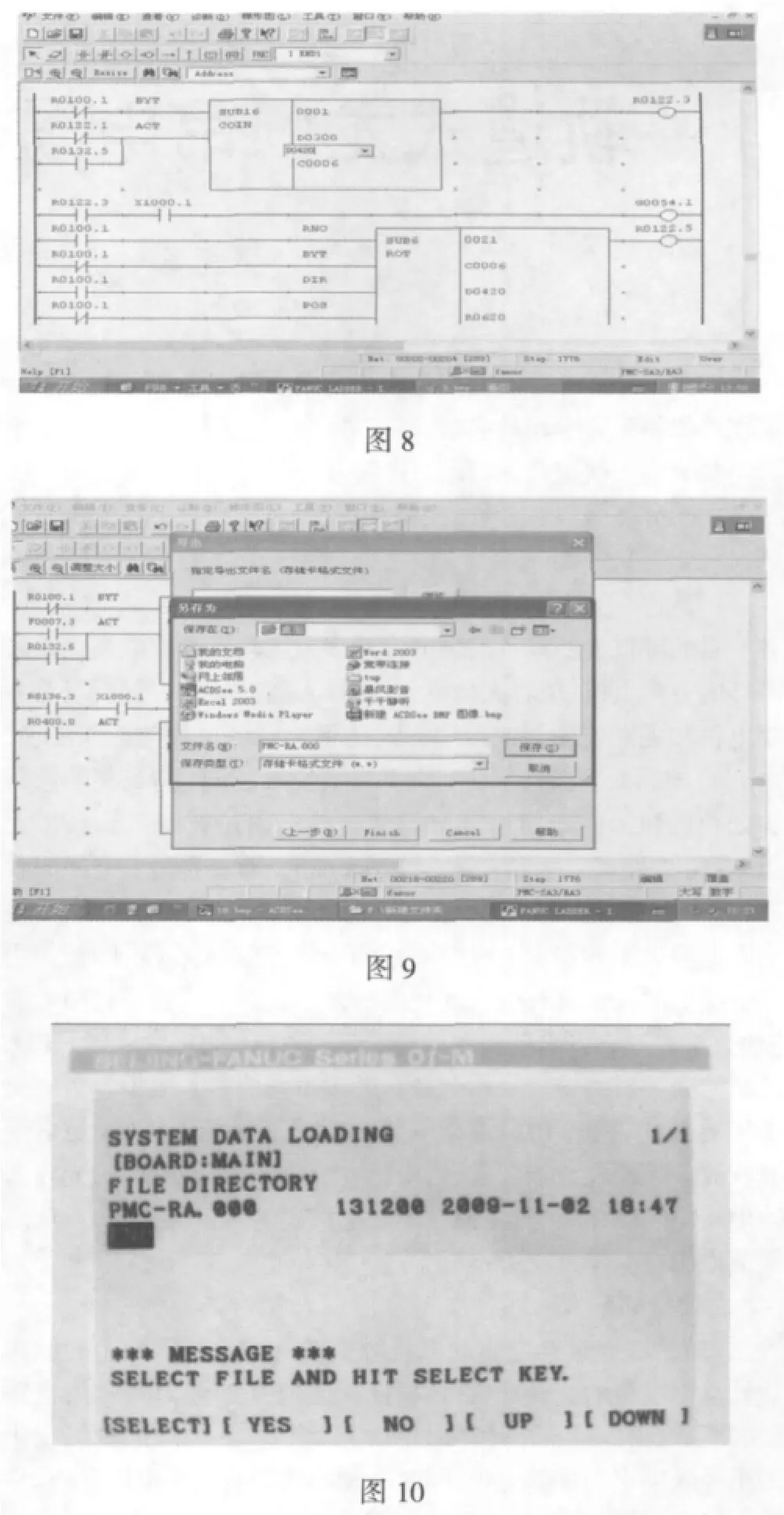
(3)将生成的梯形图文件回传到机床。①将梯形图文件PMC-RA.000拷到CF卡,插到机床CF插槽,步骤同(1)①。②进入图4,移动光标到“1 SYSTEN DATA LOADING”,按下[SELECT],选择CF卡中PMC-RA.000文件,按下[SELECT]载入到机床(图 10),选择[END]退出 BOOT SYSTEM。
(4)重新启动机床,再次操作机床,未出现换刀错乱故障。
W10.02-17