基于开放式数控平台的数控演示系统研究
2010-07-09宁宗奇王才峄
宁宗奇,王才峄
(上海工程技术大学 高等职业技术学院,上海 200437)
0 引言
数控技术是现代制造系统中的关键技术。在数控技术教学中,插补、刀补等概念是一些重要的概念,但又很抽象,不便于理解和讲授。建立一个基于开放式数控平台的演示系统,将图形仿真过程和控制演示过程结合起来,就可以为抽象的概念提供更加丰富的演示手段,在深刻的感性认识的基础上,加深对抽象概念的理解。同时系统的扩展性强,还可以根据实验、实践教学的需要,为教师和学生提供二次开发平台。
1 系统的构成
本系统由硬件和软件两大部分组成。硬件分为机械部分、数控系统(步进驱动器装置、运动控制卡)和上位PC。软件部分主要包括演示软件和控制软件两部分。如图1所示,采用工业控制机(IPC)作为系统平台,采用“IPC+多轴运动控制器” 的典型结构搭建开环数控硬件平台。
PC部分:采用工业控制的IPC。IPC具有性能可靠、软硬件资源丰富的特点,特别是可以利用它的软件开发资源,便于运动控制程序与演示程序的融合。
运动控制器:运动控制器采用顾高公司的GT-200-SV型运动控制卡作为运动控制器,它可以支持两轴的步进电机或伺服电机,可以很方便地开发所需要的运动控制程序。
步进电动机:考虑到实用性,采用两台57BYG424型步进电机来驱动XY平台的运动。
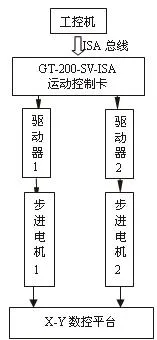
图1 系统的构成
驱动器部分:驱动器的性能决定运动控制的好坏。驱动器采用与57BYG424型步进电机相匹配的SMD2N1型驱动器。
开发环境:Visual C++6.0是一个优秀的开发环境,可利用的资源丰富,可以直接应用运动控制器所提供的用于二次开发的动态链接库,便于运动控制程序和演示程序的融合,采用Visual C++6.0作为系统上位机软件的开发环境。
1.1 系统的机械结构
如图2所示,采用夹持画笔的辅助装置(4)用于在固定于工作平台(2)的白纸上绘制插补计算的具体过程。
系统的机械部分采用如图2所示X-Y数控平台。该平台通过两个方向运动的合成,可以实现任意平面轨迹,主要用于插补算法过程的演示。Y轴采用步进电动机作为驱动元件,通过弹性联轴器连接滚珠丝杠螺母,实现工作台沿Y轴方向的相对运动。X轴也采用步进电机作为驱动元件,实现X轴方向的运动控制,辅助装置夹持画笔固定在底座上。X轴和Y轴均采用57BYG424型步进电机以及与之配套的SMD2N1型驱动器,可以实现两周的联动。同时,还要提供稳定的直流电源。
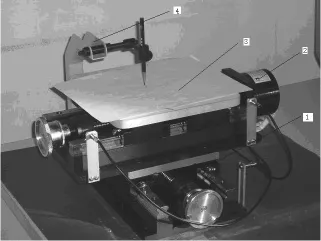
图2 系统的硬件结构
1.2 系统的控制系统
根据应用的需要,该系统的数控系统采用GT-200-SV-ISA运动控制卡,构成开环系统。GT-200-SV-ISA运动控制卡是顾高公司研发基于ISA总线的插卡式运动控制器,可以支持2轴的步进电机或伺服电机。IPC作为上位机负责人机交互界面的管理和控制指令的发送;运动控制卡完成运动控制的所有细节,包括直线和圆弧插补、脉冲和方向信号的输出、自动升降速的处理、原点和限位等信号的检测等。GT-200-SV-ISA运动控制卡配备了功能强大、内容丰富的Windows动态链接库。对当前流行的编程开发工具,如Visual Basic 6.0、Visual C++6.0提供了开发用静态连接库及头文件和模块声名文件,可方便地链接动态链接库引用, 便于进行运动控制开发。
1.3 系统的软件结构
如图3所示,软件系统包括模拟演示模块、控制演示模块和控制程序模块三个部分。
模拟演示部分主要负责将直线插补、圆弧插补和刀具补偿的计算及运动过程放大,在计算机上虚拟的演示出来。
实物演示模块负责将直线插补、圆弧插补和刀具补偿的计算及运动过程放大,同时通过运动控制模块控制XY平台,将插补和补偿过程用画笔绘制出来,使演示过程更为形象何直观。
控制程序模块主要负责步进电动机单轴控制和运动控制平台的两轴联动控制,用于待插补的直线和圆弧的绘制。

图3 软件结构
2 系统的软件设计
2.1 控制程序
控制程序包括两部分:步进电机的控制程序和数控平台的控制程序。步进电机的控制程序主要用于单轴步进电机的调试运行,主要包括步进电机的起动、停止、行程控制和加减速控制。数控平台的控制程序主要用于完成坐标系的绘制演示,直线或圆弧的绘制演示,直线插补过程的绘制演示、圆弧插补过程的绘制演示。
数控平台的控制
2.2 图形仿真程序

图4 直线插补程序框图
图形仿真程序中的直线插补部分采用逐点比较法。逐点比较法又称区域判别法,其基本思路是:被控制对象在数控装置的控制下,按要求的轨迹运动,每走一步都与规定的轨迹比较,根据比较的结果决定下一步移动的方向。这种算法的特点是运算直观,插补误差最大不超过1个脉冲当量,而且输出脉冲均匀,输出脉冲的速度变化小、调节方便,因此在两坐标的开环数控系统中应用较为普遍。逐点比较法直线插补可以用硬件实现,也可以用软件实现,用软件实现的程序框图如图4所示。
逐点比较法的圆弧插补是一加工点与圆心的距离和圆弧半径相比是大于半径还是小于半径来反映偏差的依据。圆弧插补分顺时针圆弧插补和逆时针圆弧插补,两种情况下偏差计算和坐标进给不同。第一象限的逆时针的圆弧插补程序框图如图5所示。

图5 第一象限逆时针圆弧插补程序框图
各个象限的插补的进给方向,按表1所示的规律进行计算。
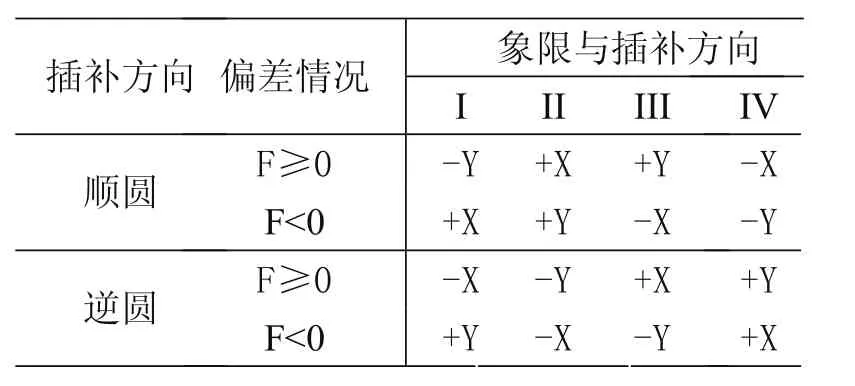
表1 不同象限的插补进给规律
坐标计算和偏差计算按照表2的规律进行计算。
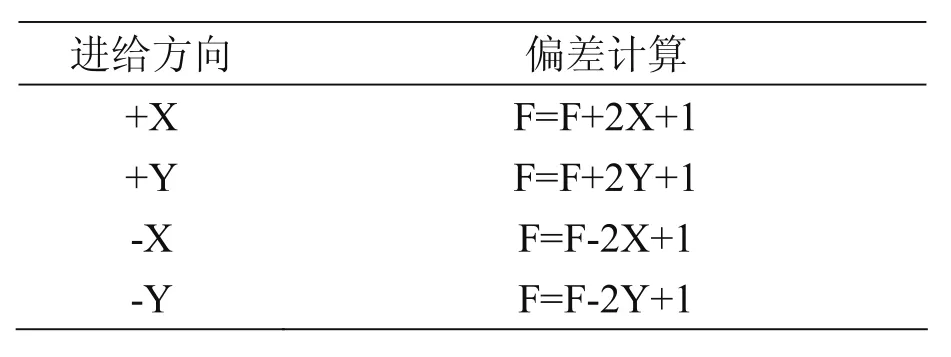
表2 进给方向与偏差计算规律
按照表1和表2中进给方向和偏差计算的规律,可以分别得到各个象限圆弧插补的程序框图。在多个象限的圆弧,对圆弧进行过象限处理之后,分别对每个象限进行处理。
刀具补偿包括刀具半径补偿和长度补偿。刀具补偿主要对直线插补和圆弧插补的B功能刀具进行补偿,模拟出根据零件轮廓和刀具半径求刀具中心运动轨迹的过程。
2.3 控制演示程序
控制演示程序的目的是实现一个能实时反映插补计算和机床进给微观动作的过程。控制演示程序主要负责控制绘图笔,用绘图笔模拟刀具,绘制出的直线或者圆弧轮廓上绘制插补和B功能刀具补偿的过程。以数控平台X轴和Y轴作为需要模拟的直线或圆弧的坐标轴,它们的中点作为坐标原点,首先绘制坐标轴;然后再控制程序的控制下绘制直线或圆弧;最后,用一个个线段代表插补的每一步,演示插补或补偿的每一个步骤。
控制演示程序首先通过控制X、Y轴的运动,在绘图板中央位置绘制直线,建立控制演示的坐标系;其次,将该坐标系的坐标原点作为直线插补演示的起点、圆弧插补演示的圆心;再次,绘制被插补的直线段或圆弧段;最后,控制画笔,绘制直线段,用一个个直线段绘制直线或圆弧的逐点比较法插补的每一步过程。
以下程序实现XY平面内的两轴直线插补运动:起点坐标为当前坐标,终点坐标为(X_end, Y_end)。
void Line(double X_end, double Y_end) //走直线到指定坐标
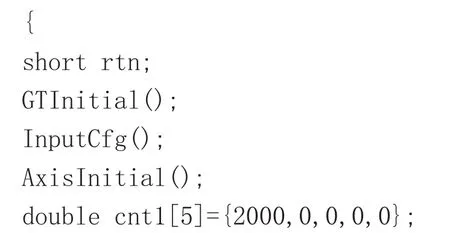
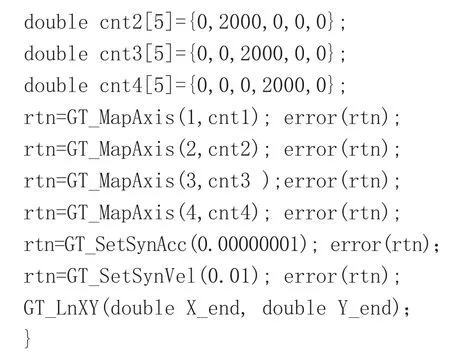
以下程序实现XY平面内的两轴圆弧插补运动:圆弧插补运动的起点是当前位置坐标;终点坐标为(X_end,Y_end);圆弧半径为 R,R为正,此段圆弧是优弧,R为负此段圆弧为劣弧;Dir是圆弧旋转方向,取值为1表示正向旋转,-1表示负向旋转。


2.4 二次开发
本系统还提供了开放式的开发接口,为机电一体化技术实验、实训提供平台:让学生学习机械结构的特点、滚动导轨、滚珠丝杠的结构工作台的移动距离;学习步进电机的工作原理、运动控制、速度调节;学习运动控制程序的编制规则以及工作台的两轴联动;学习利用运动控制卡开发数控应用程序。
3 结论
利用开放式数控平台,将图形仿真程序和数控应用程序进行有机的融合。组成系统的各个部件来源于不同的部件供应商,并且相互之间的兼容性好。系统程序具有模块化的组织结构,允许用户根据需要进行扩展,可以根据用户的需要,在开放式数控平台上进行二次开发出新的模块。
[1] 任玉田,焦学振,等.机床计算机数控技术(第二版)[M].北京:北京理工大出版社,2002.
[2] 何晓薇,林砺宗,等.数控插补教学演示系统的开发[J].机械与电子.2002,(3):57-59.
[3] 固高科技有限公司.GT 系列运动控制器编程手册[M].深圳:固高科技有限公司.
[4] 于万成,王太勇,等.基于开放式数控机床教学平台的研究[J].机床与液压.2005,(10):63-65.
[5] 逄启寿,冯羽生.基于C语言的数控直线逐点比较法的程序实现[J].制造业自动化.2009,(6):54-56.
