电火花加工电极辅助设计与仿真系统的研究
2010-06-27陈扣杰
陈扣杰,单 岩
(浙江大学化工机械研究所,浙江杭州310027)
电火花加工利用放电产生的瞬时高温将与电极相对的工件表面熔化,甚至汽化,逐渐蚀除材料,达到加工目的[1]。该技术在模具产品的型腔加工中有着非常广泛的应用[2]。但实际应用中遇到电极设计效率低、设计人员无法判断加工后的型腔是否为所需型腔的问题。如需得到加工结果,要在EDM机床上进行试样测试。这造成加工周期的延长以及制造成本的增加。
针对以上问题,UG、CimatronE、Pro/E等软件虽也具有相应的电极设计模块,但其步骤烦琐、耗时较长,且不具有电极补偿、电极加工仿真功能,不能满足用户的需求。因此开发出一套能实现电极快速设计、加工补偿以及加工仿真的“电火花加工电极辅助设计与仿真系统”是十分必要的。
1 系统总体设计
本系统可分为:电极快速建模、电极平动补偿、电极加工仿真和辅助功能四大模块。电极快速建模模块实现在UG中快速生成毛坯以及初始电极的功能;电极平动补偿模块实现对已有电极的加工补偿功能;电极加工仿真模块实现对已有电极的加工模拟功能;辅助功能模块实现数据存储、绘制二维工程图等辅助功能。
本系统的工作流程如下:通过嵌入的方式,在UG软件中加载电极快速建模与仿真系统,当用户单击菜单栏上的EDM或工具条上的命令图标,进入相应的用户界面,根据用户的选择系统会自动调用相应的程序进行设计。本系统的工作流程如下:
(1)建立电极毛坯模型:设定毛坯参数,建立毛坯三维模型(此步骤针对只有电极二维图或三维图而无产品三维和二维图的情况);
(2)建立电极模型:选择需要建立型腔的最小包围盒或最小包围曲面,并输入电极相关参数;
(3)建立基座模型:在电极上选择需要建立基座的曲面,并进行相关参数的设定;
(4)平动补偿:选择电极上需进行补偿的曲面,并进行平动补偿相关参数的设定;
(5)加工仿真:选择电极、毛坯,并设定相关参数,进行加工仿真。
2 关键技术
2.1 二维封闭线串的识别
二维封闭线串的识别是指在二维图纸中能快速自动识别或手动识别所需的封闭线串。实际工程应用中,有相当一部分电极是根据二维CAD图设计的,这就要求根据已有的二维图建立三维毛坯模型和三维电极模型,在建立模型过程中就存在封闭线串的识别问题。UG虽具有较高的智能线串拉伸工具,但不能实现多个封闭线串的同时识别与拉伸,也没有针对毛坯、电极建立模型的功能,所以封闭环的识别是本系统的一大关键技术。
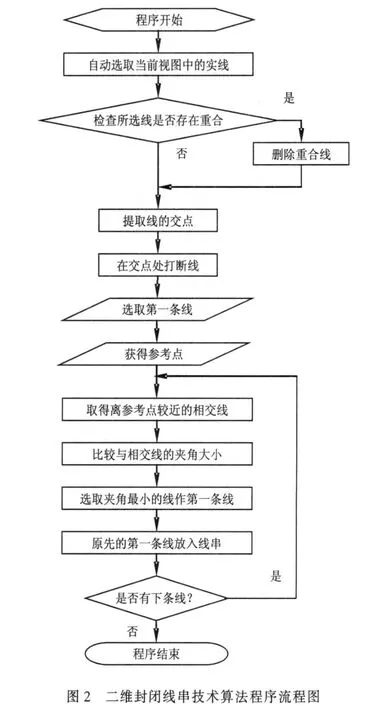
根据实际工程设计需要,本系统采用线选方式,且具有自动和人工交互两种选取方法。自动选取模式下,设计人员只需选择任意一条线,系统将自动识别出以该条线串为边的最小面积的封闭线串。如图1所示,若选取AB线段,系统将自动识别出最小封闭线串 ABIJ。若需选取的是 ABCDEFGHIJ封闭线串,系统提供了人工交互的选取方式,只需选择此封闭现串的每一个线段即可。二维封闭线串识别技术的程序流程图见图2。
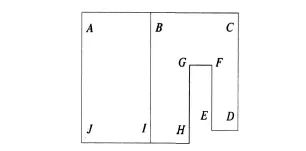
图1 封闭线串的识别原理示意图
2.2 非均匀平动补偿
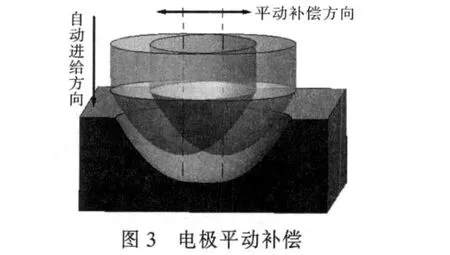
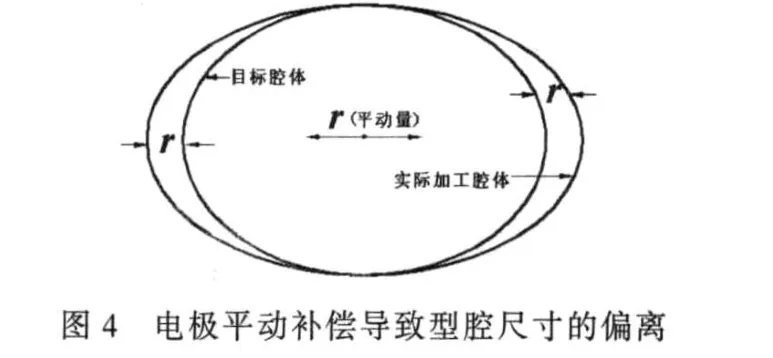
电极的外形与模具型腔的外形应是耦合的,但在实际的EDM加工中,为了改善工作液的排屑条件,并获得较好的表面加工质量和更高的加工精度,常采用电极平动的加工方式,即除了主轴电极的Z向进给外,还按一定轨迹做微量 XY平面运动[2](图3)。除此之外,电极损耗是引起加工误差的主要原因之一,因此必须进行电极的实时补偿以保证加工精度[3]。电极平动补偿虽可提高加工表面质量和加工精度,但会导致型腔尺寸偏离所需尺寸[4](图4)。为了解决平动补偿带来的型腔误差,本系统开发了电极非均匀平动补偿功能。此功能通过对设计阶段中电极进行非均匀偏置补偿,来减少补偿带来的型腔误差。
电极非均匀平动补偿中的矢量X非均匀平动补偿流程如图5所示。2D方形平动补偿、2D圆形平动补偿、球形平动补偿、桶形平动补偿功能与矢量平动补偿类似。
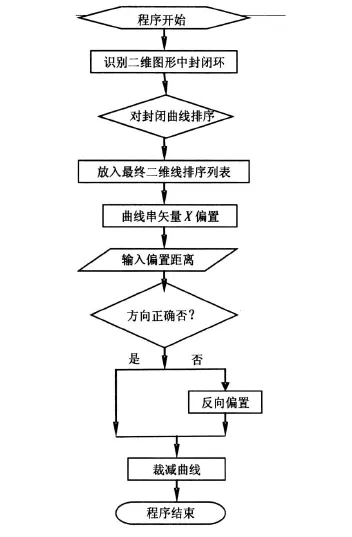
图5 矢量平动补偿的程序流程图
3 应用实例及结果分析
本系统主要用于提高电极设计效率和验证所设计的电极是否符合加工要求,现已成功地在无锡某精密模具有限公司的EDM电极设计及加工仿真中得到广泛应用。下面用图6所示电极腔体实例说明本系统的实用性。
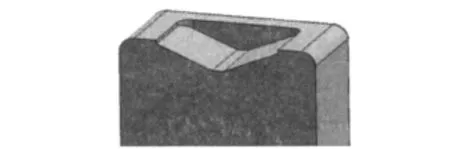
图6 电极腔体
图6所示的电极腔体最终设计的电极见图7,最终设计效果如图8所示。
经试验发现,本文所研究的EDM电极辅助设计与加工仿真系统完成如图6所示的电极,无论是在建模效率上,还是在加工精度上,较原始的设计方法都得到很大的提高,其数据见表1。
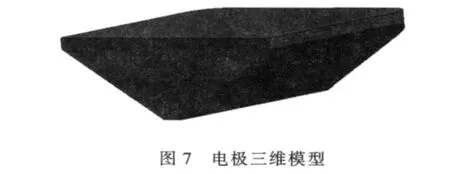
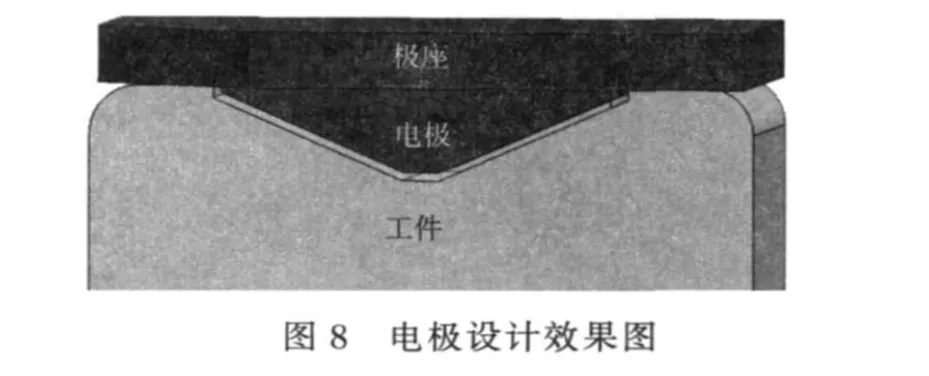
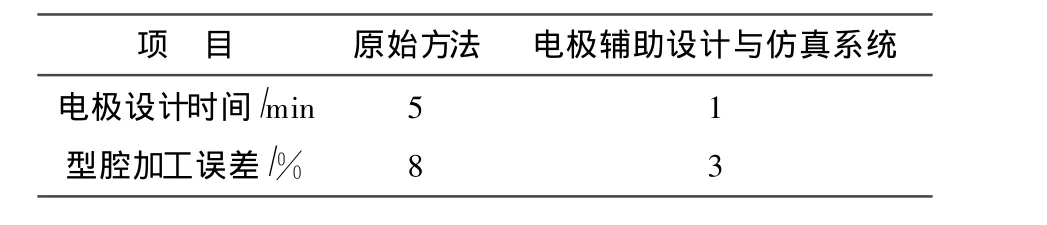
表1 试验结果数据对比
4 结束语
综上所述,本系统针对目前EDM过程中电极设计效率低、加工精度低的问题,开发出基于UG二次开发的EDM电极辅助设计与仿真系统。经大量实例验证,本系统能大大提高电极设计效率、型腔加工精度,同时缩短加工周期、节约制造成本。本系统软件已通过浙江省电子产品检测中心的检验,并通过了信息产业部的审核,拥有软件著作权登记证书。
[1]殷燕芳,陈艳山.电火花加工技术在模具制造中的应用[J].轻工机械,2007,25(4):64-66.
[2]HO K H,NEWMAN S T.State of the art electrical discharge machining(EDM)[J].International Journal of Machine Tools&M anufacture,2003,43:1287-1300.
[3]王长法,顾琳,蒋毅,等.微细电火花加工的电极补偿方法研究[J].电加工与模具,2009(3):27-30.
[4]单岩,何余仁.电极摇动对模具型腔加工的影响与补偿的研究[J].机械工程学报,2000,32(2):99-101.
[4]王刚,单岩,吴荣仁.电火花摇动加工中的曲面非均匀偏置补偿技术[J].浙江大学学报,2006,40(9):1604-1608.
[5]单岩,夏天.数控电火花加工[M].北京:机械工业出版社,2005.
[6]夏天,吴立军.UG二次开发技术基础[M].北京:电子工业出版社,2005.
