球头阴极电解加工工艺参数对表面粗糙度的影响
2010-06-27刘海拥傅秀清马小波
刘海拥,康 敏,傅秀清,马小波
(南京农业大学工学院,江苏南京210031)
电解加工是基于电化学阳极溶解的原理来去除金属材料的,加工中工具阴极无损耗、无宏观切削力,适宜加工各种难切削加工材料零件,且加工效率高、表面质量好,在制造业中获得了大量应用。传统的电解加工成形阴极采用拷贝式加工,阴极的设计、制造困难,且由于阴极形状复杂、加工面积大、影响因素多,使加工的复制精度和重复精度都不太高。为了解决上述问题,国外从20世纪80年代末开始研究数控展成电解加工,它综合了数控加工与电解加工两者的技术特点,避免了复杂成形阴极的设计与制造,投产周期短,适用加工范围广,加工柔性大,可用于小批量、多品种甚至单件试制的生产中[1~2]。
1 球头阴极展成电解加工原理
球头阴极展成电解加工是利用简单形状的球头阴极,通过计算机控制阴极相对工件的运动来加工复杂型面的电解加工方法,其加工原理见图1[3]。

图1 球头阴极展成电解加工原理
球头半径为R,转动速度为n,进给速度为 Vp,极间初始间隙为S1。加工时,工件接直流电源的正极,球头阴极接直流电源的负极,电解液以一定压力从球头阴极底部的小孔喷射出来,通过改变初始参数,得到一系列不同的切削深度S1与表面粗糙度。
2 试验装置
球头阴极展成电解加工试验是在自行研制的5轴数控电解加工试验装置上进行的,装置包括:机床本体、电解液系统、电源以及控制系统(图2)。机床本体是试验装置的主体,它的运动有沿 X、Y、Z轴的平动、绕Y轴的摆动(B)和绕Z轴的回转(C)。电解液系统采用二级过滤方式,可将一定温度、浓度的电解液以0~2.0 MPa的压力输送到加工区域。电源选用硅整流电源,电压0~24 V连续可调,额定电流200 A,带有短路保护功能,可适时显示电压、电流值。控制系统采用“IPC+PMAC”结构构建数控系统的硬件平台,其中以IPC为主控计算机,以多轴运动控制器PMAC为系统从机,构成主从分布式结构体系;控制软件采用灵活的高级计算机语言(Visual C++)编程,实现PMAC对高性能伺服运动的控制[4,5]。
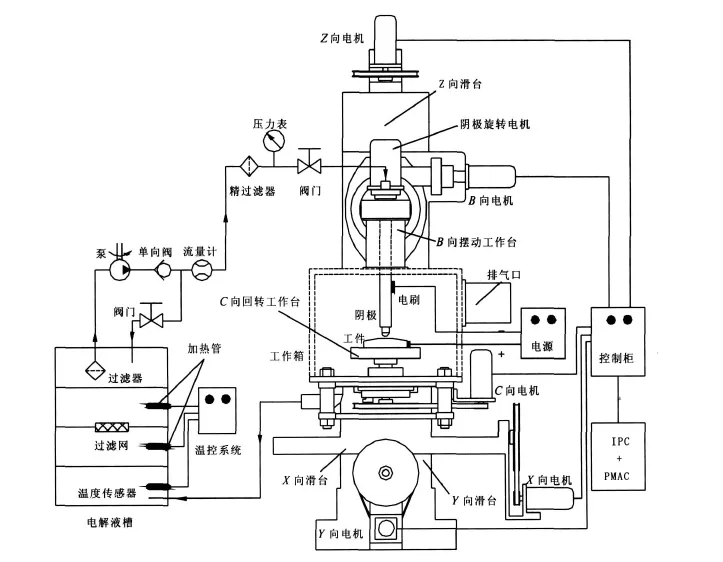
图2 5轴数控电解加工试验装置结构示意图
3 试验方案
工件材料:1Cr18Ni9Ti;阴极材料:紫铜;电解液:NaCl水溶液,密度为 1.14 g/ml;电解液温度:40℃,球头阴极半径R:5 mm。
本文选用L25(56)正交试验表,5个因素:电压U、电解液压力 P、初始间隙 S1、阴极转速n、进给速度 Vp,所有因素取五水平,如表1所示。本试验的指标为表面粗糙度,数值越小越好。
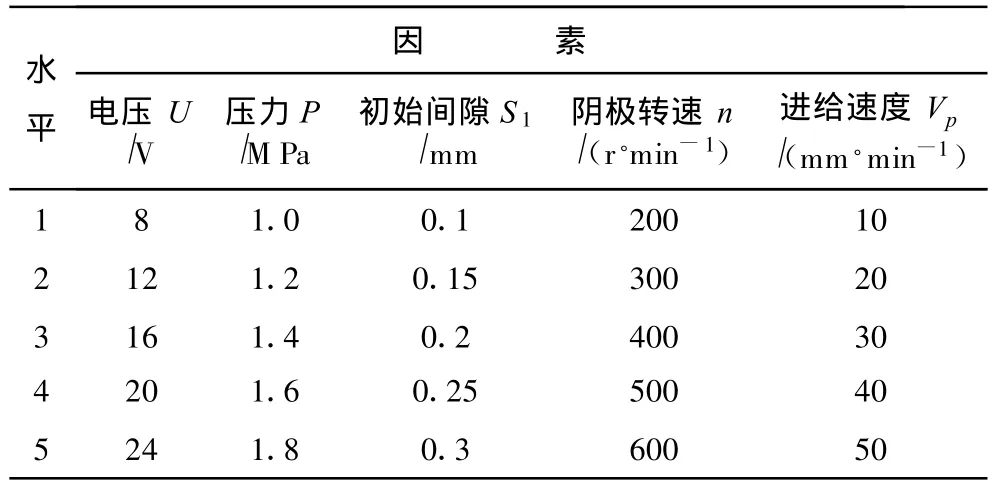
表1 正交试验安排表
4 试验结果与分析
4.1 极差分析
极差分析见表2。

表2 极差分析表
(1)根据极差的大小排出各因素从主到次的顺序如下:进给速度>阴极转速>电压>初始间隙>电解液压力。
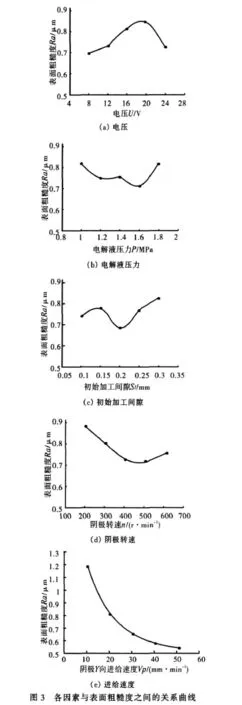
(2)指标随各因素的变化趋势如图3所示。图3是用表1各因素的水平和表2中的 T1~T5值绘出的。
从图3可看出电压从8~24 V,Ra先增大后减小;电解液压力从1.0~1.8 MPa,Ra先减小后增大;初始间隙从0.1~0.3 mm,在 0.2 mm 处 Ra获得最小值,之后便逐渐增大;阴极转速从200~600 r/min,Ra先减小后略有增大;阴极进给速度从10~50 mm/min,Ra逐渐减小。
由图3可知表面粗糙度值最小时各因素的取值分别为:电压 U取1水平,电解液压力 P取4水平,初始间隙S1取3水平,阴极转速 n取4水平,进给速度 Vp取5水平,即电压8 V、电解液压力1.6 MPa、初始间隙0.2 mm 、阴极转速 500 r/min、进给速度50 mm/min。
4.2 方差分析
方差分析如表3所示。根据方差分析,进给速度 Vp在显著性水平α=0.01上显著。
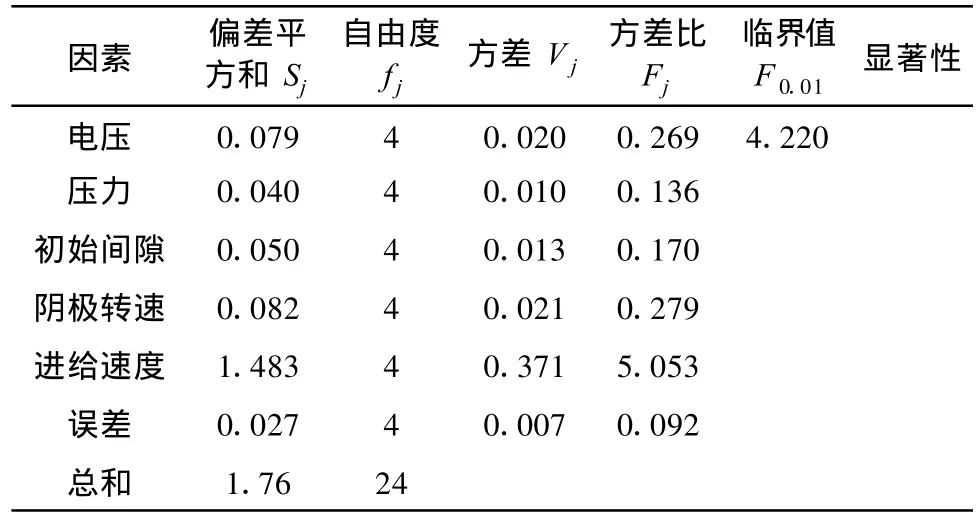
表3 方差分析表
5 结论
(1)对试验结果进行极差分析可知,在电压为8 V、电解液压力为1.6 MPa、初始间隙为0.2 mm、阴极转速为500 r/min、进给速度为 50 mm/min时,加工表面粗糙度值最小。同时可得出阴极进给速度值越大,表面质量越好,但其他参数有一定的限制。
(2)根据方差分析可得到,进给速度对表面粗糙度的影响最大,进给速度越大,表面粗糙度值越小,表面质量也越好。
[1]徐家文,云乃彰,王建业,等.电化学加工技术——原理、工艺及应用[M].北京:国防工业出版社,2008.
[2]Kang Min,Xu Jiawen.Study on the shaping law of precision numerical controlled electrochemical contour evolution machining[J].Key Engineering Materials,2008,375-376:72-76.
[3]朱树敏,陈远龙.电化学加工技术[M].北京:化学工业出版社,2006.
[4]傅秀清,康敏,杨勇.基于PMAC5轴数控电解加工机床的设计[J].电加工与模具,2009(2):62-65.
[5]Kang Ming,Yang Yong,Fu Xiuqing.Study on numerical controlled electrochemical turning[J].Materials Science Forum,2009,626-627:351-356.
