热镀锌钢绞线防白锈三价铬钝化工艺
2010-06-14苗立贤
苗立贤
(Universal Cable (M) Bhd,马来西亚 新山)
1 前言
热镀锌钢绞线是电力架空高压输电线用钢芯铝绞线、光缆、铠装电缆、有线通讯线路及固定物件、栓系等所用的一种金属制品,它由多根热镀锌钢丝通过专用捻股机捻(合)制而成。热镀锌层是目前钢铁表面 最为有效的防腐涂层之一,而且装饰性也好,大气环境中使用寿命一般可达15~20年,所以被用作防止钢铁制品锈蚀的防护涂层。但是,由于锌是非常活泼的金属,锌镀层在大气环境中使用时化学稳定性不高,尤其是在热镀锌后的储存、运输过程中遇到潮湿、闷热的环境和与腐蚀气体、介质接触时,其表面极易发生化学变化,产生白锈和灰色斑点,直接影响其镀层的耐腐蚀性和外观,缩短了镀锌钢绞线的使用寿命。热镀锌钢绞线镀层表面白锈严重时,会引起一些贸易纠纷甚至退货,使企业蒙受一定的经济损失。
为了使热镀锌层免受腐蚀,现在一般都采用铬酸盐钝化的处理办法,使热镀锌层表面形成化学稳定性高的铬酸盐钝化膜,从而提高热镀锌层的耐蚀性和抗白锈能力。这种方法已经较为广泛地应用在钢铁制件批量热镀锌生产中[1]。但是对热镀锌钢绞线进行在线、连续的钝化有一定的技术难度和工艺局限性。迄今为止,在国内外的文献资料中尚未见对钢绞线进行防白锈钝化的相关报道。本文简要介绍一种热镀锌钢绞线在线连续钝化工艺,供同行参考。
2 热镀锌钢绞线钝化工艺
2.1 工艺流程
镀锌钢丝─合股捻制─镀锌钢绞线─钝化(喷淋)─气刀抹拭─热风烘干─工字轮收线。
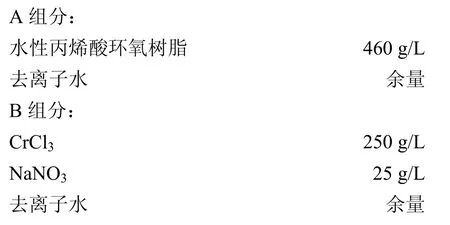
2.2 双组分钝化剂的基本配方
2.3 钝化液的配制
A 组分、B 组分和去离子水按质量比1∶3.5∶16充分混合搅拌后使用。配制时,先将水放入容器中,边搅拌边依次加入A 组分和B 组分,加完后搅拌均匀,不得先将A、B 两组分混合后再兑水稀释。尽量采用去离子水,并在室温下操作。应每天定时取样,对钝化剂中的三价铬和各元素进行分析,并根据结果及时调整钝化液中各成分的浓度和pH,使其达到工艺要求。
2.4 pH 的控制
pH 对成膜速度和膜层厚度的影响十分明显。pH高,成膜速度慢,且膜层不连续;pH 过低时,随着时间的延长,已经形成的胶状膜会发生溶解,消耗有效成分,并使热镀锌层的表面失去光泽。要求配制好的钝化液的pH 在2.0~2.8 之间。
2.5 杂质的控制
要注意加强钝化液的维护管理,定期过滤钝化液并清理钝化槽底部的杂质,保持钝化液的纯净度,以减少金属杂质和机械杂质在钝化层中的夹杂。杂质控制在0.25~0.30 g/L 为宜。
2.6 钝化时间
为了保证热镀锌层的钝化效果,钝化时间一般控制在5~10 s 范围内。
2.7 钝化后的干燥
2.7.1 气刀抹拭
热镀锌钢绞线在喷淋钝化后,应采用圆形空气气刀将钢绞线上面多余的钝化液喷吹掉,以便烘干处理。
2.7.2 热风烘干
气刀抹拭后应立即采用150~180 °C 的热风对钢绞线表面进行干燥,避免因钝化膜没有老化而起不到耐腐蚀的效果。温度过低则烘干时间长;温度过高则 钝化膜易龟裂,抗腐蚀性能降低。所以,应当尽量控制好烘干温度。
2.8 腐蚀试验结果及产品外观
根据 DIN 50021 标准,使用YWX/Q 型盐雾腐蚀试验箱,采用5%的NaCl 水溶液为腐蚀溶液进行中性盐雾试验,pH=6.5~7.2,箱内温度为(35 ± 2) °C,钝化后的试样与垂直方向成15°~30°角放置。24 h 中性盐雾试验相当于大气环境下曝露一个月。试验结果表明:热镀锌钢绞线无钝化时,2 h 出现白锈,4 h 后腐蚀面积为100%;而钝化后的试样在盐雾试验96 h 后,无白锈出现,满足钝化后的技术要求。
钝化后,镀层颜色无明显变化,但表面较柔和,且手感较好。钝化膜颜色的深浅可以通过调节钝化剂与水的比例来调整,调节比例范围较大,一般在1∶(4~5)的范围内。
3 结语
采用双组分钝化液和工艺,可实现热镀锌钢绞线的在线连续钝化。配合气刀喷吹、热风干燥,热镀锌钢绞线表面的钝化膜均匀。钝化后,热镀锌层的耐腐蚀性得到增强。
本钝化工艺在室温下操作,无毒、无异常气味、无污染,符合清洁生产的要求,而且设备简单,投资少,具有推广价值。
[1]苗立贤,刘彦军,苗瀛,等.三价铬钝化在绝缘子金具热镀锌上的应用[J].电镀与涂饰,2008,27 (3):22-24.