自制工具加工发电机转子滑环
2010-06-11崔保兴
丁 芳,崔保兴
(中国铝业中州分公司,河南 焦作 454174)
1.问题的提出
QF-6-2型发电机是中国铝业中州分公司的热力发电设备,由背压式汽轮机拖动。发电机的转子滑环由于长期使用而磨损,导致运行中产生电火花,影响设备的安全运行。
当滑环表面磨损后,要将滑环表面加工平整。以前滑环的加工是将发电机转子抽出来,送到机床上进行加工,费时费力。
为缩短检修工期,公司设计制作了专用工具,在不抽出转子的情况下,现场实施滑环表面加工,取得了良好的效果。
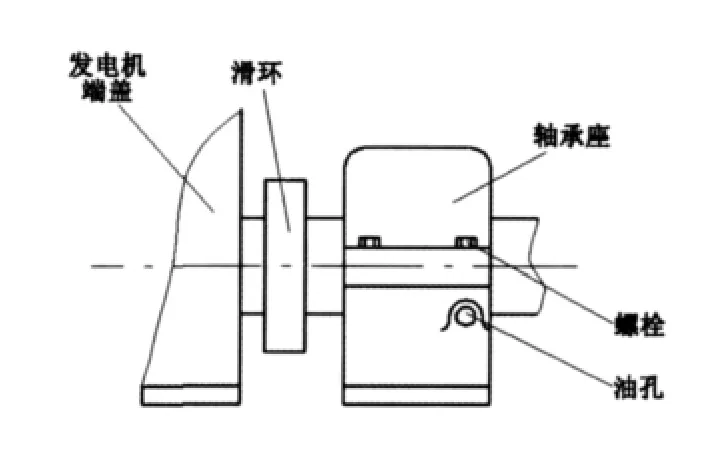
图1 发电机滑环装配示意图
2.设计思路
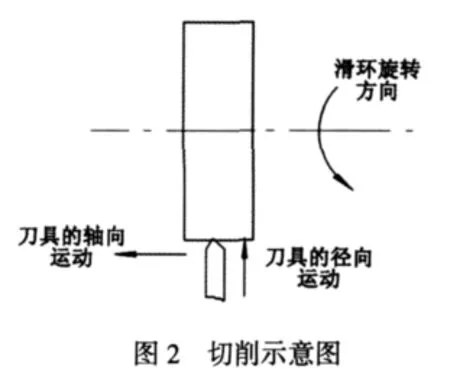
发电机滑环如图1所示。滑环在发电机端盖和轴承座之间,空间位置狭窄,决定用车床的加工方法对滑环表面进行加工。根据车床车削原理,要想对滑环表面进行修复加工,必须满足以下条件:滑环应能作回转运动;应有一把刀具沿轴向作直线运动;刀具还应能沿径向作直线运动。如图2所示,这样就能实现刀具的进给和切削,完成滑环表面的加工。
汽轮机组在检修时,盘车速度太低,无法满足发电机滑环加工需要,可将转速升至120~200r/min,这样滑环的回转运动就解决了;刀具的纵向运动可以利用CA616车床的小刀架,刀具的横向运动,需调整吃刀深度,即用敲刀的方法来控制,因滑环磨损量不大,一般单边为2~3mm,此方法可行。
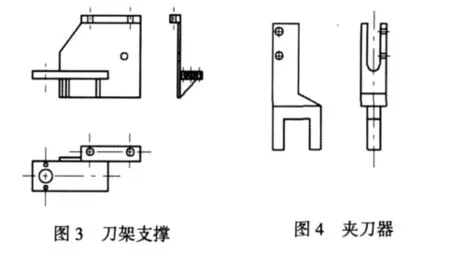
小刀架的固定用刀架支撑完成,刀架支撑
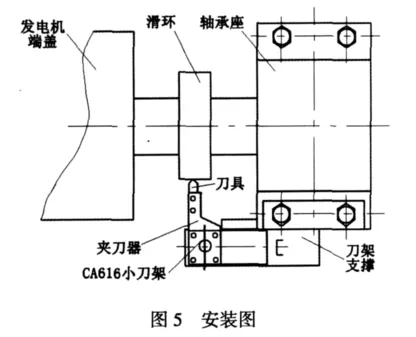
(图3) 用螺栓紧固在轴承座上,夹刀器(图4) 是为了把刀具延伸至滑环表面,为了使支撑更加牢固,利用轴承座侧边的油孔作为第三个压紧点,具体安装方法见图5。
3.操作方法
(1)将刀装在夹刀器的刀槽中。
(2)将夹刀器装夹在CA616车床的小刀架上。
(3)将小刀架装在刀架支撑上,小刀架的定位凸台装在刀架支撑的凹槽中。
(4)将轴承座的两个螺栓卸掉,换上较长的螺栓,然后将刀架支撑与轴承紧固在一起,进行各个方向找正,利用轴承座的油孔作为第三个固定点。
(5)对刀时,以吃刀深度不大于0.5mm为宜,用敲刀法控制,对好刀后,手动匀速进刀,然后汽轮机操作人员配合调整转速,使转速控制在120~180r/min。
(6) 车削加工后,将转速调整到400r/min左右,用油石磨光表面。
4.结论
优点:①加工后,滑环表面可以满足需要;②夹刀器和刀架支撑制作简单,安装找正方便;③不必将转子抽出,在现场即可加工,可以节省大量的人力;④单台机组检修工期由8天缩短为1天半;⑤避免因转子拆卸、运输而造成的碰撞变形。
缺点:由于现场加工空间狭窄,夹刀器和刀架支撑不宜制作太大,刚性略显不足,加工过程中易振动,最后必须用油石磨削。
