机器人涂胶示教系统难题的处理
2010-06-11于国辉
于国辉
(广汽本田汽车有限公司,广东 广州 510700)
1.机器人涂胶示教中存在的问题
由于机器人姿态变化速率快等原因,造成如下问题:①由于胶管的高速甩动,带动胶枪抖动,使得胶形不稳定。②对机器人臂与胶管产生磨损。③由于胶管的甩动产生的惯性力,对胶管的寿命及机器人的机械寿命产生影响,常以降低涂胶速度维持生产,为此,应加以解决。
2.计算胶枪姿态变化对胶形的影响
参数:W——胶形宽度;H——胶形高度;α——胶枪三角口的底边与涂胶轨迹前进方向垂直线的夹角(标准为0,单位为°);β——胶枪与玻璃面法线的角度(标准为0,单位为°);W0——在机器人涂胶速度与涂胶量的匹配测试后,α=0时的胶形宽度;H0——在机器人涂胶速度与涂胶量的匹配测试后,β=0时的胶形高度;h——胶枪尖端距玻璃表面的高度。
挡风玻璃的胶形通常为宽8±1mm、高12±1mm的三角胶形。以此为例,考察胶枪姿态变化对胶形的影响。
(1)对胶形宽度W的影响
W=W0×cosα (见表1)。
①由表1可见,W0不在下限附近(即大于8.40mm),胶枪的α角变化不大于20°,也可满足胶形宽度W的精度要求。
②调试时应将W0调整在精度要求的上限附近,以保证胶枪的α角变化时,胶形宽度W仍可满足精度要求。
③在玻璃拐角处,可充分利用这一特性,降低机器人姿态变化的速率,使系统达到平稳运行。
(2) 对胶形高度H的影响
H=H0×cosβ (见表2)。
①由表2可见,胶枪的β角发生变化时,只要在阴影区域内,也可满足胶形高度H的精度要求。
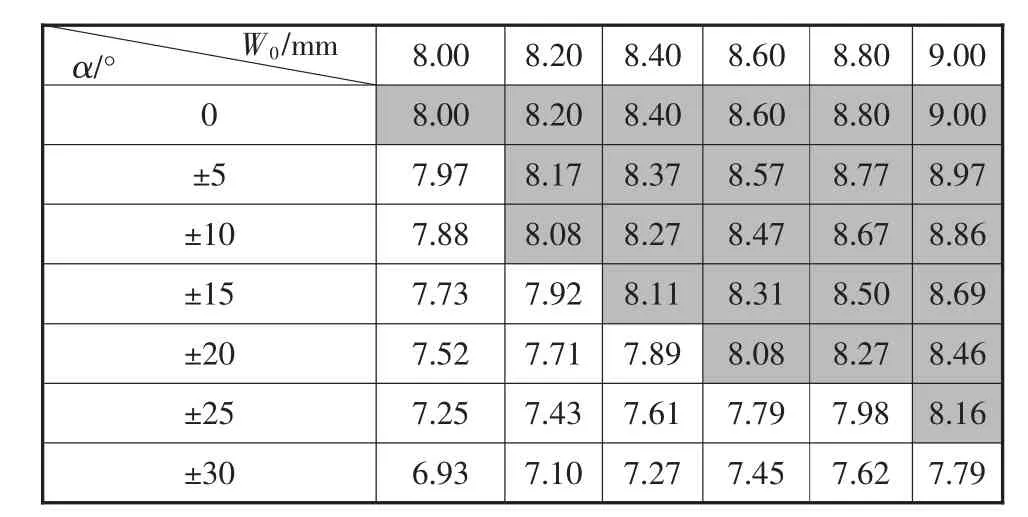
表1
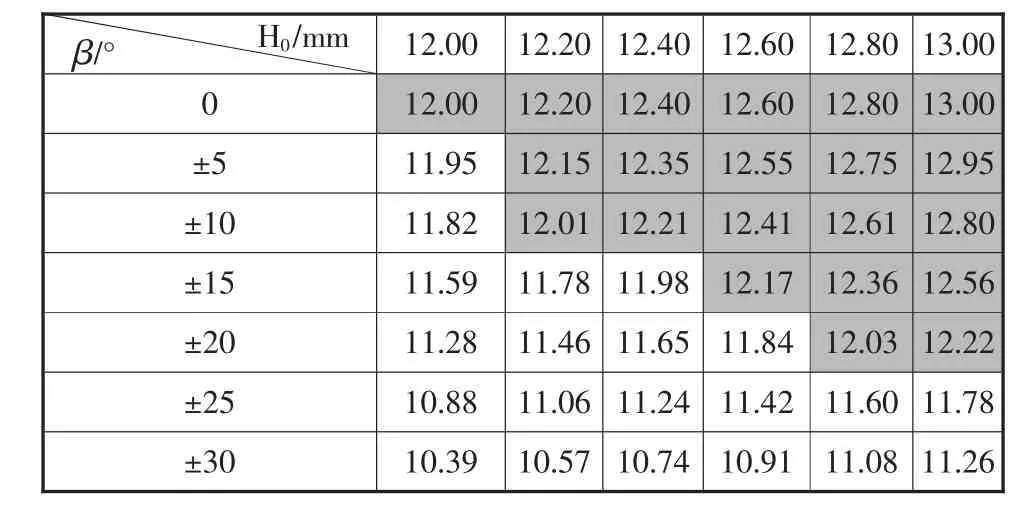
表2
②调试时应将H0调整在精度要求的上限附近,以保证胶枪的β角变化时,胶形高度H仍可满足精度要求。
③胶形高度H还可以通过示教时调整胶枪距玻璃的高度进行补偿。
④在玻璃弧度变化较大处、涂胶首尾连接处,可利用这一特性,降低机器人姿态变化的速率,使系统达到平稳运行。
3.实例

图1
由以上计算可知:在系统调试初期,机器人与胶泵的联机调试时,应将W0、H0调整在精度要求的上限附近(例如W0≈8.8mm,H0≈12.8mm),这样有利于接下来的示教工作。下面就三处的不同特点提出处理意见。
(1)玻璃拐角处的处理方法
通过超前处理或滞后处理,将胶枪在圆弧段的旋转角度减小,使运动轨迹平缓、稳定(见图1)。
①在进入拐角圆弧前约50~100mm的位置(P1点,α1=0°处)开始将胶枪的α角渐变,进入拐角圆弧起始点(P2点) 时,形成约α2=15°~20°。
②在拐角圆弧的中间点(P3点),胶枪的α角示教约为α3=0°。
③在拐角圆弧的终止点(P4点),胶枪的α角示教约为α4=-15°~-20°。
④在后面约50~100mm处完成到0°的渐变(P5点,α5=0°)。
(2)玻璃弧度变化较大处的处理方法
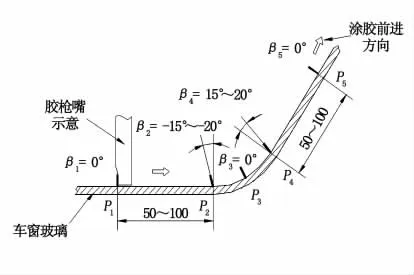
图2
通过超前处理或滞后处理,将在圆弧段的机器人摆动角度减小,减缓机器人的运动速度,提高系统的稳定性(见图2)。
①在进入玻璃圆弧前约50~100mm的位置(P1点,β1=0处)开始将胶枪的β角渐变,进入玻璃圆弧起始点(P2点)时,形成约β2=-15°~-20°。
②在玻璃圆弧的中间点(P3点),胶枪的β角示教约为β3=0°。
③在玻璃圆弧的终止点(P4点),胶枪的β角示教约为β4=15°~20°。
④在后面约50~100mm处完成到0°的渐变(P5点,β5=0°)。
(3)涂胶首尾连接处的处理方法。
通过超前处理,采用渐变的方式,在关闭胶枪之前,完成机器人姿态的变化,使机器人的运动稳定,达到更好的成形效果,并使胶枪不刮带胶条(见图3)。
①在进入关胶点前约50~100mm的位置(P1点,β1=0°) 开始将胶枪的β角渐变,并可适当抬高胶枪示教点,进入关胶点(P2点)时,完成约-45°(β2≈-30°,h2≈1mm)。
②保持胶枪的β角,平推至收尾连接处(P3点,β3≈-30°)。
③提升胶枪,完成连接动作(P4点,β4≈-30°)。
(4) 玻璃弧度变化较大处通常接近玻璃拐角处,要进行处理
通过上述处理方法(1) 和(3) 的综合应用,同时尽量保证动作的简化、单一,完成平稳的动作。进入该区域前,将两种超前处理叠加;在相应段内,只做该段段内的处理,保持滞后处理的姿态;离开该区域后,再做两种滞后处理的叠加处理。具体操作方法:
①在进入连续区域前约50~100mm位置(P1点,α1=0°,β1=0°) 开始将胶枪的α角、β角渐变,进入连续区域起始点(P2点,α2=15°~20°,β2=-15°~-20°)。
②在玻璃圆弧的中间位置(P3点),胶枪的α角不变,β角示教为0°(α3=15°~20°,β3=0°)。
③在玻璃圆弧的终止点(P4点),胶枪的α角不变,β角示教约为15~20°(α4=15°~20°,β4=15°~20°)。
④在拐角圆弧的起始点(P5点),胶枪的α角、β角保持不变 (α5=15°~20°,β5=15°~20°)。
⑤在拐角圆弧的中间点(P6点),胶枪的α角示教为0°,β角保持不变 (α6=0°,β6=15°~20°)。
⑥在拐角圆弧的终止点(P7点),胶枪的α角示教约为-15°~-20°,β角保持不变 (α7=-15°~-20°,β7=15°~20°)。
⑦在后面约50~100mm处完成到正常姿态的渐变(P8点,α8=0°,β8=0°)。
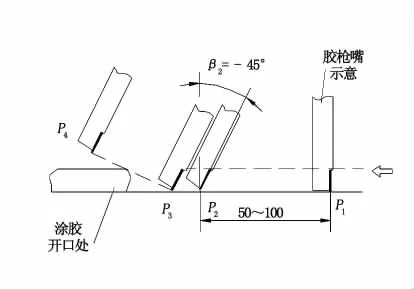
图3