化工厂大芳烃装置压缩机控制系统的升级改造
2010-09-16董广凤
董广凤
(天津津滨石化设备有限公司芳烃保运分公司,天津 300270)
天津石化公司化工厂大芳烃装置共有三台离心式压缩机,是大芳烃装置非常重要的设备,每台机组的压缩机控制系统由以下几个部分组成:汽轮机转速控制、气路系统、控制油和润滑油系统、蒸汽疏水系统、干气密封系统、轴系机械量监测系统、汽轮机润滑油系统等。离心式压缩机是以蒸汽透平为动力的压缩机,结构复杂、转速高,如果运行出现异常,又不能及时联锁停机,将发生严重的设备事故。因此大型机组的现场仪表、监测、控制、联锁保护系统都要安全可靠,才能保证压缩机的安全稳定运行。目前大芳烃装置的压缩机控制系统采用的是美国Triconex公司的TS3000控制系统,它是目前在石油化工等应用广泛的三重冗余容错控制系统之一。
一、TRICON 三重冗余容错控制系统简介
TRICON是基于三重模件冗余(TMR)结构的容错控制器。它将三路隔离、并行的控制系统和诊断集成在一个系统中,三个主处理器的控制程序是同时运行的,输入模件通过FTA从现场采集信号,信号在输入模件中被隔离成三路,每个输入模件都包括三个单独的引线(独立的通道),每个引线采集输入信号后,并通过I/O总线把信息传递到它们各自的主处理器。当信息传递到主处理器时,通过控制程序的循环运行处理这些信息,同时每个主处理器通过TRIBUS总线把输入信号传送到其他的主处理器进行比较,如果三个信号不一致,则采用相同的两个信号。主处理器的数据输出通过I/O总线的三个通道,被送到输出模件,并在输出模件中进行表决,表决后的输出信号去控制现场的调节阀、电磁阀等执行机构,如图1所示。
二、压缩机控制系统存在问题
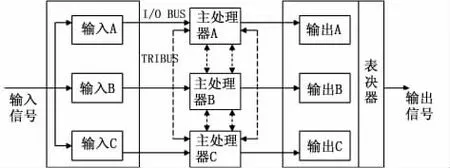
图1 TMR结构示意图
由沈阳鼓风机厂自控分公司设计集成的两套TRICON ITCC系统分别用于K201和K501机组的控制和保护,两台操作站和一台工程师站上位机人机界面(HMI)采用iFIX软件,HMI与TRICON控制器之间采用MODBUS通信协议,操作站的操作系统是WIN2000 SP4,工程师站的操作系统是WIN2000 SP4,编程组态站安装了Win2000 SP4和DOS6.0两套操作系统,从1998年投用至今运行基本稳定,但TRICON控制系统存在以下问题。
(1)编程组态软件为基于DOS 系统平台下的MSW TMC312版,由于版本较早没有SOE功能(事件顺序记录),一旦发生非计划停车,就没有第一手数据来借以分析原因,也给以后机组的稳定运行带来一定隐患。
(2)由于原来压缩机控制系统的PLC逻辑梯形图相当复杂,既包括汽轮机的转速控制,又包括压缩机的联锁停车控制,可读性差,日常维护困难。
(3)由于通信速度的问题经常会造成短时间数据交换的停顿或者滞后。
因此,利用2009年设备检修的机会完成了TRICON PLC控制系统的升级改造。
三、压缩机控制系统升级改造内容
1.硬件
(1)为了适应在Windows下运行TriStation1131软件,将现有的6块3006主处理器(版本为V9)更换为3008主处理器(版本为V10.1)。
(2)升级系统通信方式,采用TCP/IP通信方式取代RS485的Modbus通信方式,原来每套控制系统中的智能通信卡EICM4119A 更换为通信卡TCM4351A(兼有TCP/IP 和Modbus口),并安装一台路由器。通信方式的升级是控制系统增加SOE功能的前提。相应的上位机操作系统的数据交换程序由Modbus改成以太网数据交换程序,上位机数据库格式更新成与之对应的新格式。图2和图3是压缩机控制系统通信方式改造前后的示意图。
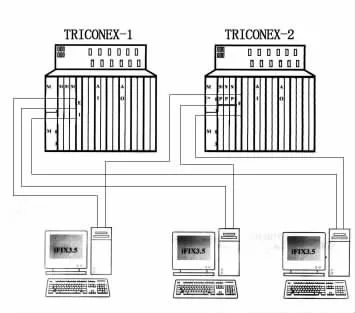
图2 改造前的通信方式结构示意图

图3 改造后的通信方式结构示意图
(3)由于现有两套控制系统的脉冲输入PI卡件(型号3510)不能进行版本升级(共3块),所以更换该卡件为系统升级后能兼容的脉冲输入PI卡件(型号3511)。
(4)更新一台工程师站,安装WinXP SP2操作系统。
(5)所有I/O卡件的版本管理器(EPROM)更新了版本,保证系统的兼容性。
(6)增加了用于TCP/IP通信的HUB(或者SWITCH)、RJ45网线等附属设备。
2.软件
(1)在工程师站新主机中安装WINXP SP2操作系统、TriStation1131(V4.1版)逻辑组态软件、SOE(V4.0版)事件顺序记录软件、上位机组态软件iFIX3.5,拷贝人机界面HMI及逻辑程序等用户程序。
(2)将MSW程序升级为以Windows为操作平台的TriStation1131组态软件,按照旧的MSW程序的所有控制逻辑功能及参数,用TriStation1131组态软件重新组态编程。
(3)增加SOE功能,两套控制系统共用1套SOE软件,选用了与主处理器3008及TriStation1131v4.1相匹配的SOE软件。TriStation1131的逻辑程序中增加了SOE启动、停止、清除等控制逻辑,对需要进入事件记录的参数按照工艺的关联性进行了分组,组建了不同的SOE block,然后在各个组中进行SOE点的组态。
升级后的PLC新增的SOE功能将所有的仪表报警按照时间先后顺序记录下来,为查找事故原因提供了帮助。
(4)原来操作站上位机的HMI与TRICON之间的通信方式是Modbus通信协议,将其改成了TCP/IP通信方式,在计算机上安装了以太网数据交换程序,对iFIX原有数据库的Modbus地址全部进行了更新以适应新的通信方式。
(5)修改、增加了部分TRICON联锁逻辑程序及上位机HMI画面。
3.调试内容
(1)上位机与TRICONPLC之间输入输出点的对应关系。
(2)TRICONPLC与现场仪表之间的对应关系。
(3)TRICONPLC的联锁逻辑程序。
(4)汽机调速的控制程序。
(5)SOE的事件顺序记录逻辑程序等。
四、关键技术及难点
此次改造的重点和难点就是要将原来PLC程序的逻辑梯形图改成功能块逻辑图,只能靠人工来进行修改,工作量很大。在PLC程序中的汽轮机调速控制程序是最重要的一部分,包括停机、准备启动、启动、暖机、加速、运行、超速试验、转速控制等程序,经过修改、调试,达到了工艺要求。
在调试过程中发现上位机监控画面的汽机调速画面中有一些子图出现的顺序有问题,经过修改PLC程序,问题得以解决。
五、结束语
升级后的TRICON PLC控制系统运行可靠,运行1年多,控制系统未出现任何问题。
该控制系统应用广泛,在石油化工装置的安全仪表系统SIS/ESD、火灾及气体检测保护系统FGS、大型透平压缩机组综合控制系统ITCC等有广泛的应用。
此次改造只对控制系统进行了升级改造,机械部分未改动。
