大型双曲面次镜面形检测技术现状及发展趋势
2010-05-10侯溪,伍凡
侯 溪,伍 凡
(中国科学院光电技术研究所,四川成都610209)
大型双曲面次镜面形检测技术现状及发展趋势
侯 溪,伍 凡
(中国科学院光电技术研究所,四川成都610209)
随着以双曲面为次镜的两镜光学系统在天文和空间光学等领域的应用日趋广泛,双曲面次镜的口径和相对口径越来越大,由此对双曲面次镜的面形检测技术提出了很高的要求。本文基于国外有代表性的双曲面次镜参数分析了其基本特征和发展趋势,重点介绍了国外大型双曲面次镜的面形检测技术,并对其中的关键技术进行了分析。同时,概述了国内双曲面次镜检测技术现状。最后,总结和展望了大型双曲面次镜面形检测技术发展趋势。提出今后一段时间内,高均匀性的光学透射材料,高精度、大口径的辅助元件以及基于子孔径拼接的检测方法和数据处理方法是该领域的研究重点。
面形检测;双曲面次镜;光学检验
1 引 言
以双曲面为次镜的两镜光学系统Cassegrain和Ritchey-Chretien在天文和空间光学领域得到了愈来愈广泛的应用[1,2],而且随着光学制造和检测技术的不断发展,已研制出和计划使用的双曲面次镜的口径和相对口径也越来越大,其次镜通常为新型的轻质镜结构。由于制造技术与检测技术息息相关,没有检测就没有控制和确定性制造,大口径双曲面次镜的高精度制造同样需要相应的检测技术,其制造精度主要受相应检测精度的限制。
大型双曲面次镜的加工过程一般可分为工件成型、研磨和抛光3个阶段。每个加工阶段都有其相应的面形检测方法作为加工指导。对于大型双曲面次镜成型和研磨阶段的检测,现有商业化的三坐标测量机可以满足米级测量口径和亚微米级精度要求。双曲面次镜面形检测方法的本质是利用辅助镜得到同心光束而进行零位检验,它的主要困难在于需要特殊辅助元件产生一束至少与被测双曲面次镜同等口径的会聚光束,因此对大型双曲面次镜抛光阶段的面形检测面临着巨大的技术挑战。本文将综述国内外大型双曲面次镜面形检测技术,指出其关键技术问题,并展望其发展趋势。
2 双曲面次镜基本特征及发展趋势分析
现代大型望远镜等大型光学工程已成为国家综合实力和科技进步水平的标志之一,欧美发达国家一直保持领先的地位,俄罗斯也显示了相当的实力。现代大型望远镜的光学系统结构主要为Cassegrain型和Ritchey-Chretien型[1,2]。表1列出了国际上具有代表性的大型望远镜中双曲面次镜的基本参数,从中可以看出现代大型望远镜主镜(M1)口径已经达到几米甚至几十米量级;其次镜(M2)均采用双曲面镜,且相应的口径达米级甚至几米量级。此外,表1数据显示双曲面次镜的相对口径越来越大,即f/#越来越小,有接近1的趋势,这大大增加了光学制造和检测难度。图1为法国研制的Gemini次镜实物照片,图2为俄罗斯研制的VISTA次镜实物照片,从图中可以清晰看到大型次镜为轻质镜结构,这也是大型次镜发展趋势之一。

表1 国际上有代表性的大型双曲面次镜参数列表Table.1 List of parameters of internationally typical and large hyperboloidal secondary m irrors

图1 法国研制的Gemini次镜

图2 俄罗斯研制的VISTA次镜
3 国外双曲面次镜面形检测技术现状和发展趋势分析
在现代大型天文和空间望远镜计划的直接牵引下,大型双曲面次镜的检测技术得到了迅速发展,欧洲、美国和俄罗斯已经处于该领域的领先地位,并形成了各具特色的技术解决方案。
在双曲面次镜的抛光加工阶段,常用的定量检测方法有无像差点法和补偿器零检验法。凸双曲面的共轭点为一个实几何焦点和一个虚几何焦点,对其进行无像差点检测需要一块口径为被测双曲面镜口径两倍以上甚至更大的高精度Hindle球面反射镜[3],以将置于被测凸双曲面镜实几何焦点处的点光源发出的光经凸双曲面镜反射所形成的发散球面波前由原路反射回来,该Hindle检测方法较适合中小口径凸双曲面,而用于大口径双曲面次镜检测所需的高精度Hindle球面反射镜通常制造有难度,且价格昂贵,其对于超大口径双曲面次镜的Hindle无像差点检测几乎无法实现。Simpson-Hindle检测方法[3]将Hindle镜靠近被测凸双曲面,这样使得Hindle镜变成一个口径略大于凸双曲面镜口径的Hindle球壳,由于检测光需要通过该Hindle球壳,因此对Hindle球壳材料的均匀性提出了较高要求。对于口径为300 mm左右的双曲面次镜,法国Reosc常采用此方法。因此,大口径的Hindle球壳在实际制造中存在较大困难,口径大于1 m时更是难以实现。
补偿器零检验法是广泛使用的另一种大口径双曲面次镜检测方法。目前国外采用的零补偿器方法主要包括:非球面样板法[3,4]和计算全息板法[3,5]。补偿方法的实质是借助补偿器把平面或球面参考波前转换为与被测双曲面次镜理论形状重合的双曲面波前,由补偿器出射的波前,可以看作是叠在被检双曲面次镜上的无接触样板。
在超大望远镜(VLT)和Gemini等8 m级望远镜次镜的研制中,法国Reosc采用非球面样板法[4],如图3所示。非球面样板法通过制造一块口径略大于被测双曲面次镜口径的非球面样板来实现零检测,该检测方法对非球面样板的材料均匀性要求苛刻,同时制造和标定这样的非球面样板存在一定困难。德国Schott能提供大尺寸高均匀性的光学材料,法国Reosc具有较强的非球面透镜加工能力和高精度加工设备(如离子束加工设备),这也是选择该技术方案的重要前提条件。图4为Reosc提出的欧洲超大型望远镜E-ELT中6 m双曲面次镜检测方案[6],该方法采用口径分别为3.3和3.4 m的2个球面镜,通过旋转次镜,3.4 m球面镜可检测次镜内环带区域,而3.3 m球面镜可检测次镜外环带区域,其对应的子孔径配置如图4(b)所示,各个相邻子孔径之间存在一定重叠区,最后进行数据拼接处理可以得到全孔径面形信息。
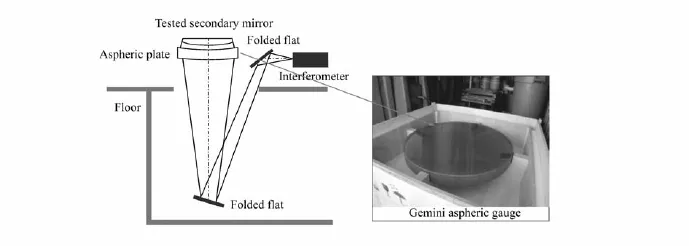
图3 法国Reosc采用的Gemini次镜检测系统组成及非球面样板

图4 法国Reosc提出的E-ELT 6m次镜检测方案(a)及子孔径配置图(b)
美国SOML在MMT和LBT等6~8 m级望远镜次镜的研制中,采用计算全息板法[5]已有十几年的发展历程,现已研制出专用的大型激光直写设备。如图5所示,计算全息板法是通过制造一块口径略大于被测双曲面次镜口径的计算全息板来实现零检测,该检测方法专用的大型激光直写设备把计算全息图刻划在球面上以产生理想的检测波前,同时需要一块大口径非球面主镜与球面次镜组成照明系统。在LSST和TMT望远镜超大口径凸非球面镜研制过程中,考虑到超大口径计算全息板和非对称在计算全息板制造上的困难,美国SOML近期提出将采用1 m口径非球面样板的抗振动菲索型干涉仪和子孔径拼接技术组合起来检测超大口径凸非球面次镜的方法[7],如图6所示。该菲索型干涉仪是在商业化的偏振移相干涉仪的基础上外部扩展一个带有非球面样板的辅助光学系统组成的。美国Ball公司在JWST次镜检测方案中提出了一种改进的基于带孔Hindle球面分块镜的子孔径检测方法[8],该方法的特点在于所有子孔径数据在其孔附近有一个共同的环形检测区域,在数据拼接处理时可以提高拼接精度,但该Hindle球面分块镜的口径相对偏大,对于口径不算太大的JWST次镜相对较适用,较难扩展到米级甚至更大口径的双曲面次镜检测。

图5 美国SOML采用的计算全息次镜检测系统
在VST和VISTA望远镜次镜的研制过程中,俄罗斯LZOS采用两块Hindle球面镜分段测量法[9]。如图7所示,该方法采用串接两个Hindle球面镜的方法,沿着光轴的方向放置两个中心通光孔径不同的Hindle球面镜实现对被测次镜内外不同区域的分段检测,最后进行数据处理以得到全孔径面形。俄罗斯在传统光学领域具有优势,在项目牵引下自行研制出多块1~2 m级的Hindle高精度球面镜,配合分段测量基本可以满足米级双曲面次镜抛光阶段的检测,但该方法不适于极大型望远镜中次镜的检测。Noble[10]和Percino-Zacarias[11]等推导了该方法的解析公式。

图6 美国SOML提出的超大口径凸非球面镜检测系统

图7 俄罗斯LZOS采用的两块Hindle球面镜分段检测系统(a)及光路图(b)
4 国内双曲面次镜面形检测技术现状
我国在大型非球面主镜制造和检测技术方面进步较快,但总体上与国外发达国家仍存在较大差距。同时,我国在大型次镜制造和检测技术方面显得更为薄弱,目前所研制的双曲面次镜口径集中在200mm以下;检测方法除传统Hindle法之外,中科院光电技术研究所、中科院长春光机所、中科院南京天文光学技术研究所、苏州大学、同济大学等单位在凸非球面检测技术方面也进行了诸多努力和探索[12~16],主要方法包括:背部工艺球面法、透射自准法和零补偿法。
对于口径在200 mm以上400 mm以下的双曲面次镜主要采用Simpson-Hindle法进行检测,该方法主要对辅助光学元件材料均匀性提出了较高的要求。目前我国研制的次镜口径最大为2.16 m望远镜的中双曲面次镜[17],其基本参数为:口径为730 mm,顶点曲率半径为5 797.5 mm,二次常数为-5.077 526,最大非球面度约为14μm;检测方法采用传统的Hindle无像差法,制造的大型辅助元件为一块口径1 591 mm的球面反射镜和一块口径为480 mm的平面转折镜。为了减小检测双曲面次镜所需Hindle球面镜口径,中科院南京天文光学技术研究所提出了基于椭球反射镜的补偿器法[18],其口径远小于Hindle球,但制造要比球面镜困难,且需要在被测双曲面次镜中心区域开孔以通过检测光。中科院长春光机所曾开展过单离轴Hindle球面镜检测凸非球面方面的方案探索[19],但未对数据处理方法进行深入研究。
近期,中科院光电技术研究所正在开展针对大型双曲面次镜的基于双Hindle分块球面镜和子孔径拼接技术的新检测方法研究[20,21],该方法综合权衡检测成本、系统性能和检测效率,仅需要通常光学加工实体容易加工的较小口径标准球面镜,可以有效地解决其它定量检测技术中的辅助元件(全口径Hindle球、Hindle球壳、椭球镜、非球面样板和计算全息板)制造困难、成本高、对材料均匀性要求高、装调误差灵敏等问题,也可解决单Hindle分块球面镜检测技术的较低检测效率问题,并且结构简单,检验成本相对较低。
5 结束语
综上所述,对于大型双曲面次镜的检测都需要制造特殊的大型辅助元件(如全口径Hindle球、Hindle球壳、椭球镜、非球面样板和计算全息板),国外先进国家根据自身优势各自具备至少一种检测大型双曲面次镜的手段,且具备制造相应特殊辅助元件的能力,并经受住了实际工程实践检验。对于超大口径次镜的检测,法国、美国和俄罗斯所提出的检测方案都体现了子孔径测试思想。国内所研制的双曲面次镜口径集中在200 mm以下,主要采用以背部工艺球面法为代表的透射式零补偿方法进行检测;对于口径在200 mm以上400 mm以下的双曲面次镜主要采用Simpson-Hindle法进行检测。
基于上述分析,以大口径高均匀性光学透射材料为代表的基本前提条件,以大口径高精度球面反射镜、高精度非球面样板和计算全息板为代表的关键辅助元件研制能力和以子孔径拼接技术为代表的检测方法和数据处理方法将是该技术发展的重点。优化的大型双曲面次镜面形检测方案需在基本前提条件的约束下,根据被测次镜基本参数,考虑可能检测方法的适应性及所需配套辅助元件的研制能力,进而综合平衡确定。
大型和超大型双曲面次镜的研制是未来大型和极大型望远镜计划中关键环节之一,而其抛光阶段的面形检测方法是研制大型和超大型双曲面次镜的关键技术和基本保障。尽快缩短我国在大型次镜制造和检测技术方面与发达国家的差距是目前面临的紧迫任务之一,因此,应当加强此方面的研究工作。
[1]潘君骅.光学非球面的设计、加工与检验[M].苏州:苏州大学出版社,2004.
PAN JH.The Design,Manufacture and Test of the Aspherical Optical Surfaces[M].Suzhou:Suzhou University Press,2004.(in Chinese)
[2]杨力.先进光学制造技术[M].北京:科学出版社,2001.
YANG L.Advanced Optical Manufacture Technology[M].Beijing:Science Press,2001.(in Chinese)
[3]SMITH W S,JONESGW.Comparison ofmetrology methods for large astronomical secondary mirrors[J].SPIE,1994,2263:243-252.
[4]GEYL R,RUCH E,PRIMET S,et al..Progress toward a third GeminiM2 mirror[J].SPIE,2005,5869:586901/1-4.
[5]BURGE JH,ANDERSON D S.Full-aperture interferometric test of convex secondarymirrors using holographic test plates[J].SPIE,1994,2199:181-191.
[6]RUCH E.Extremely large telescope:the challenge of the optics[C].SPIE Proceeings on Aduanced Manufature and Testing Technology,Chengdu,China,2007:6723.
[7]BURGE JH,SU P,ZHAO C.Opticalmetrology for very large convex aspheres[J].SPIE,2008,7018:701818/1-12.
[8]SMITH K Z,SCHWENKER JP,BROWN R J,etal..Current concepts for cryogenic optical testing of the JWST secondary mirror[J].SPIE,2004,5494:141-151.
[9]SEMENOV A P,ABDULKADYROV M A,BELOUSOV S P,et al..Manufacturing of secondary mirrors from Sitall CO-115M for European projects TTL,NOA and VST[J].SPIE,2001,4451:138-144.
[10]NOBLE R,MALACARA D,CORNEJO A.Multistep hindle test[J].Appl.Opt.,1974,13:2476-2477.
[11]PERCINO-ZACARIASM E,CORDERO-DAVILA A.n-hindle-sphere arrangementwith an exact ray trace for testing hyperboloid convexmirrors[J].Appl.Opt.,1999,38(28):6050-6054.
[12]伍凡.大口径透镜凸面零检验的补偿器设计[J].应用光学,1996,17(5):12-15.
WU F.Design of a compensator for zero-cheching of large aperture lens′s convex surface[J].J.Appl.Opt.,1996,17(5):12-15.(in Chinese)
[13]张宝安,潘君骅.透射凸二次非球面检验方法的研究[J].光学技术,2002,28(4):360-362.
ZHANG B A,PAN JH.Study on testing of refractive convex conic aspheric surface[J].Opt.Technol.,2002,28(4):360-362.(in Chinese)
[14]胡明勇,王鹏,郝沛明,等.大口径、离轴凸双曲面反射镜的补偿检验[J].光学技术,2004,30(2):240-244.
HU M Y,WANG P,HAO P M,et al..Testing of an off-axis convex hyperboloid mirror using compensator[J].Opt.Technol.,2004,30(2):240-244.(in Chinese)
[15]沈正祥,郝沛明,赵文才,等.凸二次非球面反射镜的自准法检验[J].红外与激光工程,2005,34(1):46-50.
SHEN ZH X,HAO PM,ZHAOW C,et al..Autocollimating testing of convex conic aspheric surface[J].Infrared and Laser Eng.,2005,34(1):46-50.(in Chinese)
[16]张海洪.凸非球面的检验方法[J].红外,2002,12:23-26.
ZHANG H H.Method for testing convex aspheric surfaces[J].Infrared,2002,12:23-26.(in Chinese)
[17]朱政.φ2.16 m望远镜新副镜的加工工艺[J].光学技术,1998,24(3):41-43.
ZHU ZH.The producing technology of the new secondary mirror forΦ2.16 m telescope[J].Opt.Technol.,1998,24(3):41-43.(in Chinese)
[18]王欣,潘君骅.2.4 m天文望远镜光学系统的设计及副镜检验的几种可能方案[J].云南天文台台刊,2002,2:41-49.
WANG X,PAN JH.Optic system design of a 2.4m class telescope and severalmethods for testing the secondarymirror[J].Publicalioss of Yunnan Observatory,2002,2:41-49.(in Chinese)
[19]王鹏,赵文才,胡明勇,等.离轴凸非球面的Hindle检测[J].光学精密工程,2002,10(2):139-142.
WANG P,ZHAOW C,HU M Y,et al..Hindle testing of the off-axis convex asphere surface[J].Opt.Precision Eng.,2002,10(2):139-142.(in Chinese)
[20]侯溪,伍凡,范斌,等.一种大口径双曲面次镜检测系统:中国,10239211.5[P].2009-04-29.
HOU X,WU F,FAN B,et al..A measurement system for large hyperboloidal secondarymirror:CHN,10239211.5[P].2009-04-29.(in Chinese)
[21]HOU X,WU F,YANG L,etal..Experimental study onmeasurementofaspheric surface shapewith complementary annular subaperture interferometric method[J].Opt.Express,2007,15(20):12890-12899.
Status and trends of surfacemeasurement technologies for large hyperboloidal secondary m irrors
HOU Xi,WU Fan
(Institute of Optics and Electronics,Chinese Academy of Sciences,Chengdu 610209,China)
With the large applications of the two-mirror optical system with hyperboloidal secondary mirror to astronomical and spacial fields,the aperture and relative aperture of themirror grow larger and larger,which demands themeasurement techniques to be improved greatly.According to the parameters of internationally typical hyperboloidal secondary mirrors,the basic specification and developing trends of secondary mirror is analyzed.The surface measurementmethod in overseas for the secondary mirror is emphatically introduced,and the corresponding key techniques and applicability are analyzed.In addition,the status of surfacemeasurementmethod in our country for the mirror is also introduced.Finally,the developing trends of surface measurement technology for the secondary mirror are summarized and prospected,it points out that the research on measurementmethod in future should focus on the transmission materials with high homogeneity,high precision and large aperture auxiliary components and the measurement methods and data processing based on sub-apeature stitching.
surfacemeasurement;hyperboloidal secondarymirror;optical test
国家自然科学基金资助项目(No.60908042)
TQ171.68;O439
A
1674-2915(2010)04-0310-08
2010-03-11;
2010-05-18
