多功能线纹尺自动测量装置研制
2010-04-26潘嘉声卫作之陈伟琪
张 勇,潘嘉声,黄 稣,卫作之,陈伟琪
(广东省计量科学研究院,广东 广州 510405)
1 引 言
目前,大多数的省级计量院在检定标准钢卷尺、铟瓦尺时,测量方式是以激光干涉为主标准,借助显微镜瞄准对线,手工记录激光干涉仪上的读数[1]。以检定2 m的铟瓦水准标尺为例,需要瞄准和测量很多条刻线,最后还要人工将记录的数据输入计算机进行数据处理,劳动强度大,工作效率低,难以满足广大客户需求。
另外,当前市场上大量使用数字水准仪。国家质监总局2003年颁发的水准仪检定规程,对数字水准仪的检定方法在附录中有了解释,但有两个问题还是没有解决:(1)对数字水准仪与条码尺配合使用的综合测量误差没有说明[2];(2)没有检测条码尺,其是否准确也不知道。为了彻底解决数字水准仪的溯源性问题,对其综合误差和条码尺进行有效的测量,研发了该套多功能线纹尺测量装置[3]。
2 总体介绍
基本原理:采用伺服电机驱动工作台进行初始定位,由激光干涉仪精确测量移动的距离L,再经过CCD图像处理进行[4],确定零位起始中线的像素P0和被测刻线的中线像素值Pm,取其差值与像素的标定值e相乘,则被测刻线的中线与零位起始中线的实际距离LP按式(1)计算[5]。测量流程如图1。

3 硬件实现
(1)主标准器。系统的被测对象为准确度等级比较高的线纹尺,采用激光干涉仪是最好的选择[6]。实际使用RENISHAW公司的ML10激光干涉仪,最大允许误差±0.7×10-6L,L为测量距离。
(2)传动系统。为方便达到5m的量程,项目采用的同步带传动,它具有工作无滑动、平稳、缓冲减振的能力以及传动效率高(0.98)的优点。
(3)导轨运动部分。为减少运动中的角摆误差,导轨运动的直线度不能超过0.02 mm/m,日本IKO公司的精密滚子直线导轨可以满足要求。该公司最长的导轨只能做到3 m,量程要达到5 m必须驳接。基准面尺寸设计为长5.3m、宽0.2m、高0.3 m,表面的平面度在全长5m范围内不超过0.01mm。

图1 测量流程图
(4)运动伺服系统。项目仅是单轴控制,不需要任意两轴之间的圆弧插补等运算,选择了实用性强的国产MSP8048运动控制卡。该运动控制卡推荐适配武汉迈信科技的交流伺服驱动器和伺服驱电机。
(5)图像采集系统。项目选择北京微视公司自主开发的MVC3000F工业相机。标准钢卷尺与铟瓦尺的高度相差超过40mm,要兼顾两者测量,配备了运近可调光学镜头。
(6)光源。线纹尺表面常有污点、刻线磨坏、表面油漆脱落等缺陷,干扰了刻线图像,对于轻微浅显的干扰可以采用调节光源光强的方法消除掉,采用光强可调整的LED光源以适用多种测量任务[7]。
4 软件实现
软件使用Windows XP环境下VC++开发[8],主界面是采用MFC基于对话框的窗口设计,通过增加工具栏、菜单项、图像控件、命令按钮完成主窗口功能。主要功能如下:
(1)程序主窗口。人机对话的主要界面,通过此窗口,操作人员可以向计算机发出一系列命令,完成数据设置、检查激光、环境、CCD视频等工作状况。
(2)伺服电机驱动。对驱动器发出脉冲,控制电机的正反转动,通过同步带带动工作台左右移动。
(3)激光信号采样与环境参数修正。通过激光干涉仪的底层库函数,直接读取激光干涉仪的距离值和环境参数,并显示到主窗口。参数读取的刷新时间间隔为50ms。
(4)图像采集与分析。可以将CCD采集的图像显示到主窗口,并捕获一帧视频,保存为BMP图片进行处理,找到刻线中线[7]。
(5)各被测量对像的设置、检测数据处理。菜单设计了多种尺的选择,并设计了自动测量、手动测量和自由测量的功能。
(6)标定像素值。根据式(1)要实现屏幕准确测量,必须准确知道屏幕像素对应的长度量,特意设计了用于标定用的专用玻璃尺,形状如图2。图中有3组刻线,每组刻线中第1条刻线的左边缘与第3条刻线的左边缘之间的距离为0.8mm,像素差值为N,则像素值标定值e=0.8/N,实际进行像素值标定时,软件采取了一定的算法,剔除粗大误差。
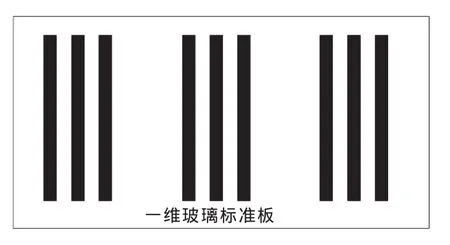
图2 专用玻璃尺
(7)数据导入到Excel表格,形成证书与原始记录。先设计Excel表格的模板,每个模板都有记录原始数据、计算、记录、报告多个表,只要将测量的数据导入到该模板,则完成所有的工作。程序的运行界面见图3。
5 数字水准仪与条码尺
目前市场上销售的数字水准仪主要是徕卡Leica、天宝 Trimble、蔡司 Zeiss和拓普康 Topcon 等[9],数字水准仪需要条码尺配套才能工作,有关条码尺的编码方法构成了这几家公司的专利技术的核心。除天宝Trimble和蔡司Zeiss是合作生产可以通用外,运用的条码解码原理各不相同,各家的条码尺不能互换。综合起来,数字水准仪测量原理主要有3类,即相关法、几何法和相位法。
(1)徕卡Leica公司采用相关法进行测量。其黑、黄条码的最小宽度为2.025mm,假设宽度为2.025mm的黑条为1,宽度为2.025 mm的黄条为0,则Leica的条码尺从底算起的前74.925mm(包含有37个最小宽度)条码编码如下:
(2)天宝Trimble和蔡司Zeiss公司采用几何法进行测量。条码尺的基本编码是10mm宽的黑、黄条码及其组合,得到4个基本码,即黑10黑10、黑10黄10、黄10黑10、黄10黄10。为了适用近距离测量,又在10mm宽的黑条码正中间加入了一条1mm宽的黄条码,在10 mm宽的黄条码正中间加入了一条1mm宽的黑条码。这样对基本码黑10黑10来说,就变成为:黑4.5黄1黑4.5黑10、黑10黑4.5黄 1黑 4.5、黑 4.5黄 1黑 4.5黑 4.5黄 1黑 4.5,再加上原来的黑10黑10,就演变成为了4种细分码,一共4个基本码,合计可演变成16种细分码。天宝Trimble和蔡司Zeiss公司的条码尺都是按此规律进行编码,从底算起的前140mm的编码如下:

(3)拓普康Topcon公司采用相位法进行测量。其标尺上有3种不同的码条,即参考R码、测量A码和测量B码。参考R码间隔30mm,测量A码和测量B码与参考R码的间隔均为10 mm。测量A码和测量B码的宽度都是在0~10 mm之间按正弦规律周期变化,包含了水准测量时的高度信息,编码如下:

这几家公司的条码尺表面上看起来非常复杂,其实都是按各自的测量原理呈现规律变化。按照当前条码尺主要生产国德国制订的标准,条码尺各刻线间隔最大允许误差为±(0.02 mm+20×10-6L),只要检测刻线间隔偏差满足此规定,就可以判断条码尺的刻线是否符合要求。由于各条码宽度的标称值已知,则条码的间隔也知道,对使用中条码尺,只要抽检20~50段线纹间隔即可。
条码尺符合要求后,条码尺仍放置于大理石平台,装上45°反光镜,经镜面成像,沿水平放置的条码尺在镜子里呈现出竖立的实像,工作台的左右移动在镜子里面反映的是条码尺竖直上下移动。架上数字水准仪即可进行检测,将检测得到数据与工作台移动的距离即激光干涉仪的读数进行比较可以得到数字水准仪综合测量误差,工作示意图见图4。

图4 检测数字水准仪配条码尺的综合误差示意图
6 测量不确定度分析
由式(1)的数学模型,测量不确定度的表达式导出如下:

式中:c(L)=1;c(e)=Pm-P0;
Pm-P0——起始刻线和测量刻线像素差值,以200像素为例计算;
c(Pm-P0)=e——像素标定值,一般取4~5μm/像素,以4.5为例计算;
u(L)——激光干涉仪读数值给出的不确定度分量;
u(e)——像素标定值不准给出的不确定度分量;
u(Pm-P0)——软件确定起始刻线和测量刻线像差值不准引起的不确定度分量,以下简化为u(P)。
将以上数据代入式(2),得到:

6.1 激光干涉仪读数值给出的不确定度分量u(L)
有激光干涉仪本身的误差、材料温度传感器的测量误差、导轨角摆误差、多次测量的重复性4个方面的影响。

(2)激光干涉仪材料温度传感器误差估算的不确定度分量u(L2)。该激光干涉仪材料温度传感器误差在±0.1℃范围内,认为实际误差在±0.1℃范围内服从均匀分布。
对于标准钢卷尺 α=11.4×10-6/℃,故:

对于铟瓦尺、条码尺 α=0.5×10-6/℃,故:

(3)测量装置角摆引入的不确定度u(L3)。测量装置导轨运动的角摆不超过±0.02mm/m,按均匀分布处理,测量轴线与基准轴线的距离为20mm,则引入的不确定度估算为:

(4)激光干涉仪多次测量重复性引入的不确定度u(L4)。对于标准钢卷尺在某些点位,其4次测量的最大差值13.5μm,铟瓦尺4次测量的最大差值为6.4μm,采用4次测量的极差来评定重复性,极差系数等于2.06。标准钢卷尺是取4次测量的平均值[10],铟瓦尺是取2次测量的平均值[11],则:
对于标准钢卷尺:

对于铟瓦尺、条码尺:

以上4项按如下公式合成:

对于标准钢卷尺:

对于铟瓦尺:

6.2 像素标定值不准给出的不确定度分量u(e)
采用特制的玻璃尺来标定像素值,测量时通常取200个像素,使用玻璃尺的实际值,其不确定度为1μm,包含因子为 2,则 u(e)估算如下:

6.3 软件确定起始刻线和测量刻线像素差值不准引起的不确定度分量u(P)
图像进行二值化时,分割阈值不准会导致刻线边缘腐蚀或膨胀,但由于刻线是由中线来确定的,取左右两边的平均值,刻线两边的同时腐蚀或膨胀对中线没有影响。软件对取刻线中线的算法是沿边缘考察200个以上的像素,经过滤波和剔除粗大干扰的影响后,再取平均值,已将边缘检测带来的误差尽可能的控制小。常规的边缘检测误差不会超过1个像素,半宽为0.5个像素,均匀分布,按此量化误差来估算 u(P),有:

6.4 合成标准不确定度和扩展不确定度
将以上数据代入式(3),得到标准钢卷尺、铟瓦尺、条码尺的标准不确定度uc(Lp);取包含因子k=2,则扩展不确定度U=2uc(Lp)。各数据见表1。

表1 标准钢卷尺、铟瓦尺测量不确定度汇总
7 结束语
文献[10]和文献[11]要求检定标准钢卷尺和铟瓦尺的测量不确定度应分别不大于(5μm+5×10-6L)和6μm,前面分析的不确定度符合要求。该测量装置可以对标准钢卷尺、铟瓦水准标尺和条码尺进行有效检测量,也可测量数字水准仪配合条码尺的综合测量误差,自动化处理数据,工作效率高。
[1]李建双,赵 岩.基于摩擦传动技术的大长度自动控制测量标准装置[J].计量学报,2009(5):182-184.
[2] 徐新华,王 青,钱 峥,等.基于图像处理的铟钢尺自动检测系统[J].光学学报,2009(6):1519-1522.
[3]方爱平,齐维君,张 莉.铟瓦水准标尺自动化检测的实现[J].中国计量,2008(12):69-70.
[4]吴晓波,杨永琴.图像测量技术的新应用[J].光学精密工程,1998(6):8-9.
[5] 魏 煜,朱善安.图像处理在水平尺标定系统中的应用[J].计算机应用研究,2004(12):168-172.
[6] 赵 敏,邱宗明,黄秋红,等.视觉瞄准激光干涉测量编码型水准尺[J].光学精密工程,2008(3):537-541.
[7] 蒋 婷,谭跃钢.测量用视觉传感器的自动聚焦[J].传感器与微系统,2008(5):64-66.
[8] 孙 鑫,余安萍.VC++深入详解[M].北京:电子工业出版社,2009.
[9]杨俊志.数字水准仪条码尺的编码规则与实例[J].测绘通报,2008(6):19-25.
[10]JJG 741-2005,标准钢卷尺[S].北京:中国计量出版社,2005.
[11]JJG 8-1991,水准标尺[S].北京:中国计量出版社,1991.