面向信息集成的废旧机电产品再制造系统研究
2010-04-11刘清涛蔡宗琰蒋世应
刘清涛,蔡宗琰,昝 杰,蒋世应
LIU Qing-tao1, CAI Zong-yan1, ZAN Jie1, JIANG Shi-ying2
(1. 长安大学 工程机械学院;西安 710064,2. 宜宾职业技术学院;宜宾 644003)
面向信息集成的废旧机电产品再制造系统研究
Waste electromechanical products remanufacturing system oriented to manufacturing enterprise solution
刘清涛1,蔡宗琰1,昝 杰1,蒋世应2
LIU Qing-tao1, CAI Zong-yan1, ZAN Jie1, JIANG Shi-ying2
(1. 长安大学 工程机械学院;西安 710064,2. 宜宾职业技术学院;宜宾 644003)
根据再制造产业的发展趋势,就如何构建面向信息集成的废旧机电产品再制造系统进行了研究。提出了废旧机电产品再制造系统的功能模型,并对其生产管理控制流程进行了分析,在此基础上,建立了包含6个分系统的废旧机电产品再制造系统信息集成框架模型。
再制造;功能模型;生产管理控制;信息系统
0 引言
再制造是以机电产品全寿命周期设计和管理为指导,以废旧机电产品实现性能跨越式提升为目标,以优质、高效、节能、节材、环保为准则,以先进技术和产业化为手段,对废旧机电产品进行修复和改造的一系列技术措施或工程活动的总称[1]。再制造在我国具有广阔的应用前景,是实现循环经济和可持续发展的有效途径。
再制造产业在我国的发展方兴未艾,而国内相关的再制造理论研究仍处于起步阶段。目前的再制造理论研究主要集中在逆向网络设计、拆卸工艺规划、库存控制、再制造生产计划等方面[2]。再制造不同于传统小作坊式的维修,是大批量的规模化再生产,需要先进信息技术和制造理念做支撑,但这方面的研究较为有限。本文提出了废旧机电产品再制造系统的功能模型,并就其生产控制流程以及再制造系统的信息集成框架模型进行了研究,以期从宏观层面对再制造系统的运作模式进行一些有意的探索。
1 废旧机电产品再制造系统功能模型
再制造系统的功能模型是对再制造系统的生产管理控制活动的建模,建立面向信息集成的再制造企业功能模型就是建立支持再制造企业全面信息集成和优化运行的再制造系统活动模型,基于这种思路,本文根据IDEF0的基本原则,建立了再制造系统的功能模型,如图1所示。该模型包括计划企业资源、废旧品处理、执行制造任务、控制设备和进程、库存管理、管理回收和销售等6个模块。
不同于传统的制造系统,再制造系统的功能模型增加了废旧品处理,并强调库存管理,这是因为再制造的对象是废旧品,回收的废旧品首先要经过拆解、清洗、检测、分类等处理工序,同时将制定再制造件的工艺规划划归该模块,主要是考虑到再制造件的损坏形式不同,即便同一种类型的零件,其再制造工艺也可能存在差异,再制造的工艺规划与废旧品的损坏形式检测是分不开的,因此,将制定工艺规划纳入废旧品处理模块是合理的;库存管理在制造系统中占有重要地位,再制造系统最大的特点是不确定性,良好的库存管理能有效地减少不确定性对再制造系统的影响。
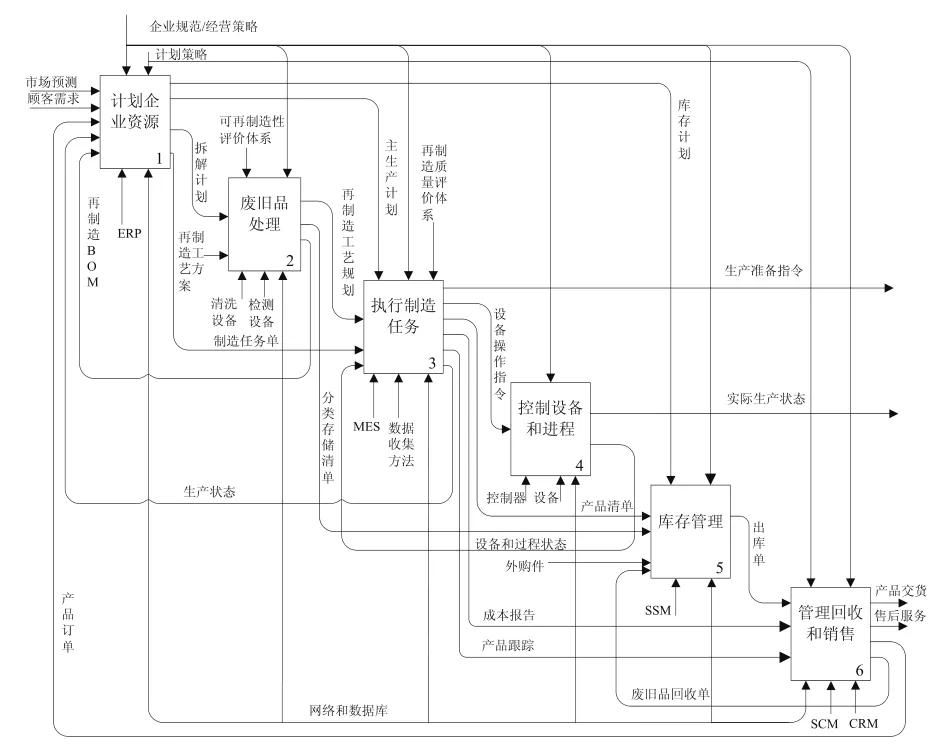
图1 基于IDEF0图的再制造系统功能模型
2 废旧机电产品再制造系统的生产管理控制流程
废旧机电产品再制造系统是典型的离散型制造系统,而且其生产对象是废旧的机电产品,呈现出多重不确定性[3]:废旧产品再制造的原因以及数量等难以准确预测;再制造产品的性能、质量及再制造需求不确定;废旧零部件的再制造工艺路线、再制造周期及再制造成本不确定;废旧产品结构多样,拆卸顺序、时间不确定;再制造后产品的市场需求、价格等难以准确预计。这些不确定性使得再制造系统的生产管理控制变得非常复杂。分析现有再制造企业生产管理控制的特点及国内外的研究状况[4],总结出面向信息集成的废旧机电产品再制造系统生产管理控制流程,如图2所示。其工作过程如下:
1) 根据企业资源计划(ERP)下达的回收任务,确定回收计划。
2)对回收回来的废旧品,进行拆解、清洗、检测、分类处理,确定出直接利用件、废弃件、可再制造件。及时将分类信息反馈给物料准备部门,物料准备部门根据生产任务制定拆解计划和新件采购计划。
3)车间调度员接到厂部下达的生产任务,编制车间月计划,求解周计划、制定日计划,核实物料是否齐全,若不齐全,则督促物料准备部分限期准备所缺物料;如齐全,则填写派工单,准备再制造修复加工。
4)再制造修复加工车间按照日计划,根据制定好的工艺路线进行再制造生产。
5)数据采集系统根据车间底层控制系统反馈回来的数据,及时将设备运行状态、员工信息、物料信息、生产成本等现场信息反馈给制造执行系统,及时调整生产计划,保证生产正常运行。
6)对再制造后的零部件进行检测和可靠性分析,若合格,则进行清洗后进入装配车间;若不合格,则转5)。
7)进行再制造机电产品组装,调试、检测,若合格则入库待售,若不合格,则转5)。
从再制造系统生产管理控制流程图可以看出,其生产管理控制相当复杂,其核心是车间调度,但再制造件的工艺规划具有很大的随机性,传统的制造调度规划理论很难直接拿来调用,这是再制造系统的研究难点。
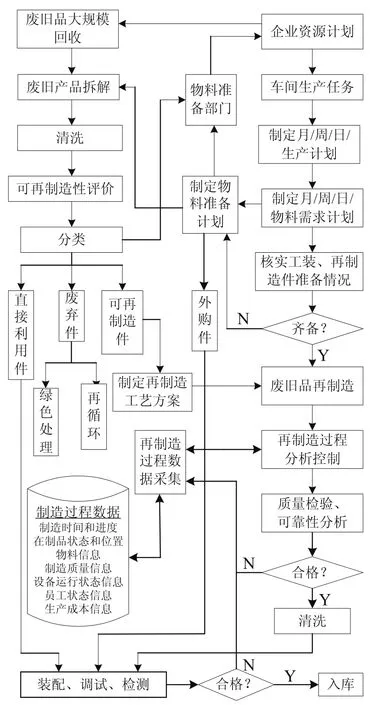
图2 废旧机电产品再制造系统控制流程
3 废旧机电产品再制造系统信息集成框架模型
随着再制造产业在我国的发展壮大,再制造同传统制造一样将面临着激烈的竞争和可持续发展问题,传统落后小作坊式的维修生产不能满足再制造产业的发展需求。对此,本文提出面向信息集成的再制造系统信息集成框架模型。如图3所示。该模型主要包括6个系统:工程设计系统、管理信息系统、制造执行系统、车间底层控制系统、再制造评价系统和信息集成支撑系统。
工程设计系统主要负责再制造产品设计、工艺规划设计、装配工艺设计等。有种观点认为再制造是废旧产品的大规模维修与装配,不需要进行产品开发,这是错误的。再制造不是简单地维修,在充分利用废旧品剩余价值的基础上,再制造还肩负着对其进行技术改造的任务,通过工程设计系统对再制造产品重新进行开发以满足不同的客户需要。已有再制造企业通过模块化设计,生产出满足不同客户需求的定制产品,取得了良好效果[5]。工程设计系统可通过产品数据管理(PDM)系统来集成计算机辅助设计(CAD)/计算机辅助工程(CAE)、计算机辅助工艺设计(CAPP)和计算机辅助制造(CAM)等系统来实现。
管理信息系统是从宏观上对企业进行管理,是企业的上层管理系统。主要有企业资源计划系统(ERP)、客户关系管理系统(CRM)、供应链管理系统(SCM)等。企业资源计划系统可由生产管理控制、销售管理、经营预测、废旧品回收管理、废旧品处理管理、人力资源管理、库存控制管理、再制造品质量管理、再制造成本管理、设备管理、会计核算、固定资产管理、财务管理和基础数据管理等基本功能组成。部分ERP系统还向SCM和CRM扩展,包括了二者的全部功能。
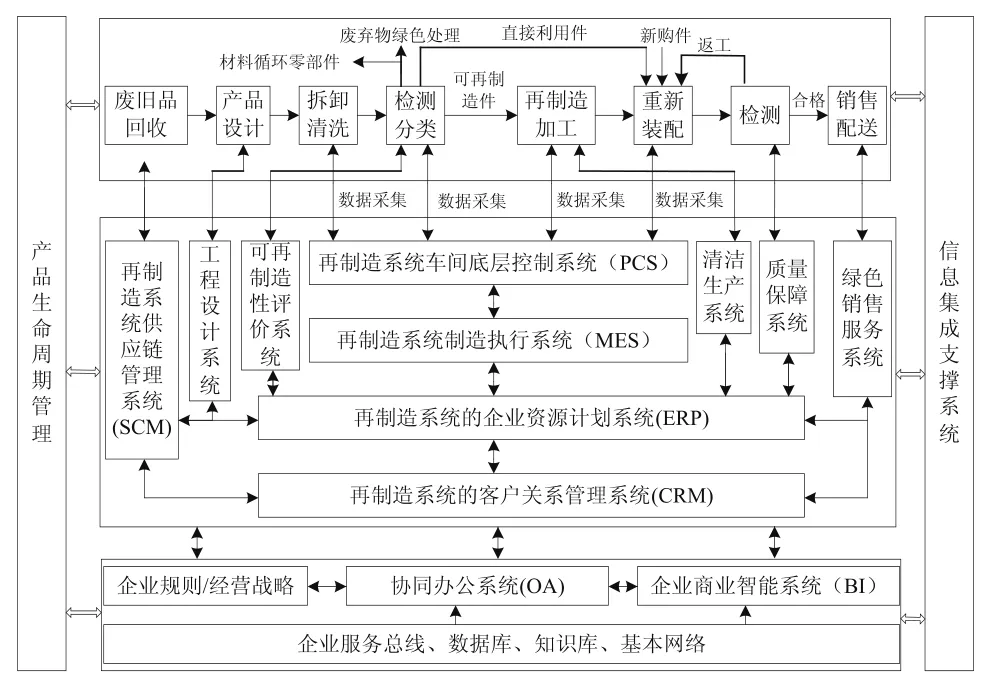
图3 废旧机电产品再制造系统信息集成框架模型
车间底层控制系统是混合的硬件/软件系统,它的主要任务是监控生产现场的人员信息、设备信息、工装信息以及设备状态和加工参数等。通常包括可编程逻辑控制器(Programmable Logic Controller, PLC)、分布式控制系统(Distributed Control System, DCS)、计算机数控(Computerized Numerical Control,CNC)、无线射频识别系统(Radio frequency identification,RFID)、分布式数控(Distributed Numerical Control, DNC)、监控控制与数据采集(Supervisory Control and Data Acquisition System,SCADA)系统、机器人技术系统、材料传送系统和其它旨在完成再制造任务的计算机化的过程控制。车间底层控制系统是监控再制造系统不确定性的前沿系统,对保障再制造系统的顺利运行具有重要作用。
制造执行系统是介于上层管理信息系统和底层车间控制系统之间的一种面向车间级的生产管理系统,是连接二者的桥梁。通过制造执行系统将再制造系统的各个分系统连接起来,有效实现再制造系统的信息集成和优化运行。由于废旧品的拆卸是再制造系统的重要工序,因此,此处的制造执行系统是面向拆卸车间、修复加工车间和重新装配车间的信息系统。
再制造评价系统用来保证再制造产品的质量和再制造生产的绿色特性,主要包括3个方面:可再制造性评价系统、清洁生产评价系统和再制造后的质量保障系统。可再制造性评价系统是指从技术可行性、经济可行性、环境可行性和产品服役性等方面来评价废旧产品的可再制造性;清洁生产评价系统通过对再制造生产进行环境评价,力求再制造过程对环境的影响尽可能小。再制造后的质量保障系统包括再制造后的零部件质量评价和组装后的成品的质量评价,其主要通过可靠性指标来衡量。
信息集成支撑系统是面向信息集成的再制造系统的基础,支持各系统间的无缝集成。包括计算机网络技术、数据库技术、Web Services技术、信息安全保障系统等关键技术。
4 结论
再制造产业正在飞速发展,建立面向信息集成的再制造系统势在必行。本文对废旧机电产品再制造系统的功能模型、生产管理控制流程及其信息集成框架模型进行了研究。研究成果为实现再制造系统的优化运行,提高再制造系统的管理水平提供了相关决策参考。
[1] 徐滨士,刘世参,史佩京,等.汽车发动机再制造效益分析及对循环经济贡献研究[J].中国表面工程,2005,1(70):1-7.
[2] 徐滨士. 再制造工程的现状与前沿[J].材料热处理学报,2 10.31(1):10-14.
[3] V Daniel,R Guide Jr.Production planning and control for remanufacturing: industry practice and research needs [J].Journal of Operations Management,2000,18 (4):467-483.
[4] 蔡宗琰,李小宁.制造执行系统的生产管理控制研究[J].计算机工程与应用,2006,7:184-187.
[5] 曹华军,刘飞,马家齐.再制造系统大规模定制特性及其三维优化策略[J].机械工程学报,2009,45(10):132-136.
TH165
A
1009-0134(2010)10(上)-0119-03
10.3969/j.issn.1009-0134.2010.10(上).38
2010-03-06
中国博士后科学基金(2005038243);长安大学科技发展基金(05Z01)资助
刘清涛(1981 -),男,河南南阳人,博士研究生,研究方向为制造系统集成与自动化。
