工程机械制造企业集成化工艺系统的研究与开发
2010-04-11王怀明王太勇郭晓军
王怀明,王太勇,郭晓军
WANG Huai-ming1, WANG Tai-yong1, GUO Xiao-jun2
(1. 天津大学 机械工程学院,天津 300072;2. 天津职业技术师范大学,天津 300222)
工程机械制造企业集成化工艺系统的研究与开发
Research and development of integrated process system for engineering machine manufacturing enterprises
王怀明1,王太勇1,郭晓军2
WANG Huai-ming1, WANG Tai-yong1, GUO Xiao-jun2
(1. 天津大学 机械工程学院,天津 300072;2. 天津职业技术师范大学,天津 300222)
以工程机械制造企业集成化工艺系统的研究开发为背景,针对制造企业信息化中最为复杂和最具多变性的工艺系统集成环节,介绍了与之相关的各种工艺系统模型的构建、结构、相互关系以及工艺过程设计的方法;并分析了以模型为基础的工艺路线文件、工艺规程文件的编制策略。在此基础上,介绍了以模型驱动技术开发实现方法及制造企业工艺集成系统功能。
工程机械;工艺系统;集成化;制造企业
0 引言
对于现代制造企业来说,实现现代工艺管理的系统化、集成化和实用化,建立有效的现代工艺管理体系、工艺保证体系、工艺监督体系、工艺管理制度,对工艺过程进行技术、项目、工作流等方面的管理和控制,从而保证工艺系统的工艺活动在工艺管理系统的控制之下,提高企业的核心竞争力和经济效益。
长期以来,由于工艺管理和工艺的复杂行和多变性,制造企业忽视了工艺管理基础性建设,企业在工艺管理基础薄弱的状态下忙于应付市场需求,而使得工艺管理混乱和工艺纪律松弛的状况一直没有得到根本解决。
现代工艺管理在现代制造环境的影响下,工艺工作的全过程突破了传统制造工艺生产技术准备与产品制造过程的范畴,面向产品全生命周期(PLM),涵盖产品从概念设计、原型设计、制造、销售、使用、拆装维修,直至报废、回收、再制造等生命周期的各个环节,与现代设计和现代管理相结合,逐步实现自身的系统化、网络化、集成化、信息化、数字化、敏捷化。因此,研究和开发适用于制造企业实际的集成化的工艺系统,直接指导、服务于数字制造过程的现代工艺管理,将现代制造系统中的各相关业务环节进行协调,完成整个现代制造过程的集成化与优化,对增强企业的市场适应能力,实现企业信息集成有着重要的作用。
1 工艺系统模型的类型、关系与组织结构
工艺部门在制造企业中起着连接设计部门和生产部门的桥梁作用,是制造企业的重要的技术部门,工艺部门的业务处理决定了制造企业的生产组织方式,反映了制造企业的车间布局、分配、设备和加工能力等各个方面的信息。因此,在进行工艺集成化系统开发的过程中,要建立各种与之相关的各个环节的系统模型、结构,并分析确定它们之间的相互关系。
1.1 工艺模型的组成
按照工艺信息所起的功能作用可以将工艺信息模型划分为工艺支持模型和工艺文件模型。工艺文件是工艺活动产生结果,工艺支持内容是工艺活动的必要支持基础。
工艺模型的组成框图如图1所示。
1.2 工艺模型内容的描述
1.2.1 设计导入库模型
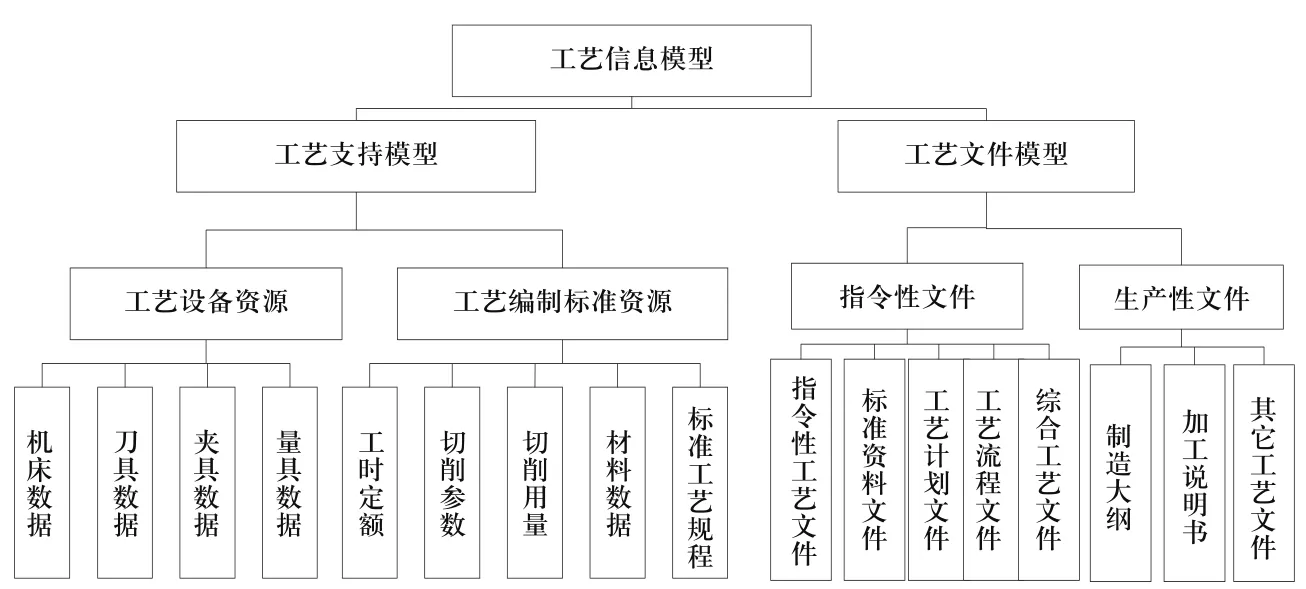
图1 工艺模型组成框图
在工艺模型库中建立描述零部件设计模型的数据库,称之为产品零部件设计导入库,表示产品零部件的设计模型的最新信息。设计导入库的零部件反映了设计零部件的最新信息。
通常情况下设计导入库的是按照产品的设计图号进行导入后形成的。设计导入库记录以下内容:产品代号,产品名称,批号、时间,导入次数,导入的excel文件的位置和文件名字,内容明细等。可以采用主从表格式来进行信息描述。
1.2.2 工艺库中的设计模型
在工艺库中,建立零部件图号模型库和部件结构模型库。
在零部件图号库中,主要的属性是:零部件图号、零部件名称、零部件规格,零部件的结构特征代码和工艺特征代码等。部件结构模型,是描述部件结构组成。部件结构库的主要属性有:部件图号、子件图号、子件出现的序号、子件数量、装配说明等。部件结构模型与零部件图号紧密联系在一起的。产品可以看作是一个复杂的部件,由设计部门按照产品的结构配置而成,形成产品结构库。
1.2.3 工艺路线模型
工艺路线是描述零部件加工、装配操作顺序的技术文件,由多个操作顺序的序列组成。主要说明加工过程中的工序顺序和生产资源等计划信息,是工艺文件中的计划文件,控制零部件的作业顺序。按照零部件的制造属性,可分为自制工艺路线、外协工艺路线和采购工艺路线。按照零部件的流动的状况与具体的加工过程,可以分为流转工艺路线与工序工艺路线。零部件按照先工艺流转路线后工序路线的模式进行工艺路线的划分。零部件工艺流转路线,确定零件表的专业工艺,工序路线放在专业工艺卡片中管理。每个车间都有工序代码,如果要给ERP传递数据,可以先按照流转工艺路线来提取对应的工艺卡片中的具体路线,也可以按照其它逻辑来提取集成。
1.2.4 工艺结构模型
工艺路线按照零部件的组织层次进行划分,可以分为零件工艺路线模型和部件工艺路线模型。如图2所示。
零件的工艺路线模型要求是:要制定出零件的从原材料开始到成品零件的加工工艺过程。部件的工艺路线模型要求是:制定出部件的装配过程。部件的工艺路线模型,实质上就是组建部件的工艺BOM。零部件工艺路线模型,可统称为部件工艺结构模型或工艺BOM,它是由工艺设计部门在设计BOM基础上,对产品结构进行工艺分解后,建立部件装配工艺和部件构成子件的制造(装配或加工)工艺,并确定制造过程中使用的设备、工装、量具等后生成的。
工艺BOM是根据工厂的加工水平和能力对设计BOM进行工艺设计后形成的,使用它可以明确地了解零部件之间的制造关系,跟踪零件在何处制造、由谁制造、用什么制造等信息。
1.2.5 制造工艺项目模型
制造工艺项目模型是零部件制造策略中的制造路线的标识,将零部件和它所经过的车间联系起来,一起作为标识,表示零部件在车间的生产制造,形成一系列的制造工艺项目。根据零部件的制购属性的不同,制造工艺项目可以分为:自制工艺项目、外协工艺项目、采购项目。制造工艺项目之间关联在一起,按照工艺序列,构成了供需关系。项目关联采用两种方式:在同一个零部件内部,制造项目是针对同一个零件的项目,项目之间通过工艺路线的序列形成关联,前一项目是后一项目的完成的材料,这样就可以导出项目之间的材料表。在部件和它的构成子件之间,项目作为构成子件的最后一个项目,要装配到它的构成部件上去。项目之间的关联关系是通过零部件的构成关系,加上工艺路线的序列形成的,一般形成的是零部件的装配或焊接工艺。

图2 零部件工艺路线模型组成
1.2.6 工艺规程模型
零部件的工艺规程模型,亦称零部件工艺规程文件,是零部件工序的业务操作的专业技术描述。对制造企业来讲,这是重要的知识库。工艺规程模型对应车间的工作中心或班组。工艺规程模型是对制造项目模型的细化,零部件的工艺路线是由多个制造项目组成的,而每个制造项目是由多道工序组成的,因此工艺规程模型是对每个零部件的制造策略的细化。工艺规程模型是将零部件和他所经过的车间及具体制造项目的工序联系起来,零件号和专业工艺流程类型一起作为标识,表示零部件在车间详细的生产制造过程,这样形成一系列的流程号,将这些流程称为工艺规程或工序。工艺规程模型是工艺模型中的重要内容,可以根据专业工艺规程类型的不同,分为:备料、机加、焊接、装配、调试等类型,不同的流程将会对应不同的车间。工艺规程文件模型是工艺文件中最重要、最复杂的模型,模型的描述采用多级结构进行描述。
2 集成化工艺过程设计
制造企业的工艺规程表示的是企业工艺部门所进行的各项业务操作。对于集成化的工艺部门的主要的业务流程有:工艺数据的导入,工艺数据的工艺路线的编制,工艺数据的工艺流程的编制,工艺数据下发等。
2.1 工艺源数据的迁移
2.1.1 设计数据导入
工艺数据的导入,是将工艺设计所需要的设计库数据迁移进入工艺数据库中。这些数据导入到工艺库中,会形成工艺库的原始数据。这些数据的导入,标志这工艺数据库的形成。导入到数据库中的数据可以是.txt,office 数据的表现形式的一些文本文件。数据导入时,先建立导入模版。数据导入到来源可以用图3表示。
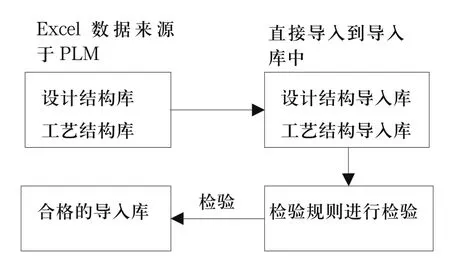
图3 设计数据的导入来源与导入步骤
2.1.2 数据迁移原则与过程
导入数据要进入到系统中,必须产生系统的合适的数据结构。工艺系统的合适的数据结构可以表示为设计数据库的镜像,这种镜像文件即为设计图号库、设计结构库。当这些数据镜像文件形成的时候,还必须产生对应的工艺数据,这些工艺数据形成了零部件工艺路线库和零部件工艺结构库,当工艺路线库产生的时候,还可以产生路线项目表。
工艺路线的迁移,是一个复杂的过程,这个过程包含了对工艺数据的集中的系列化处理。可以按照数据的复杂程度和数据之间的依从关系,先迁移零件图号表,零件路线表,路线项目表,再迁移零件工艺路线结构表,设计结构表。数据的迁移形成的表可以表示为如图4所示。

图4 设计数据的数据迁移表
2.2 工艺路线文件编制
2.2.1 工艺路线文件编制策略
工艺路线编制是工艺数据处理的重要环节。通过工艺路线编制,形成工艺路线文件,产生零部件的制造方案。零部件的工艺路线为工艺与制造管理系统的基础数据,工艺路线编制是工艺业务活动的最基本的操作。
工艺路线编制,需要制造项目编码库的支持,制造项目编码是工艺路线的组成序列。制造项目预先定义在制造项目编码库中,在形成工艺路线序列时,在制造项目编码上添加工序序号。零部件的工艺路线建立在零部件图号信息的基础上,并且支持工艺路线分组与多工艺路线。工艺路线策略如下:
1)按照零部件的工艺类型进行工艺路线编制,对于零件一般顺序为备料、机加、焊接等。对于部件一般顺序为焊接、装配、涂装等。遵从这样的顺序进行工艺路线编制。
2)按照零部件的制购属性,进行工艺路线编制,零部件的制购属性有自制、外协和外购。自制型的工艺路线用于企业车间的生产,外协型的工艺路线用于企业零部件的外协,外购型的工艺路线用于零部件的外购。
3)进行零部件工艺路线的智能编制。可按照零部件的对应的工艺类型及零部件的制购属性和特定零部件的特征,进行零部件工艺路线的自动编制。
2.2.2 零件工艺路线文件编制
零件工艺路线按照制购属性分为自制、采购、外协三种。
1)对于自制的零件来讲,零件的工艺路线用来确定零件从毛坯加工开始,到零件最终的装配去向。
2)外协的零件确定零件外协的程序及零件最终的去向;
3)外购的零件确定零件外购的程序及零件最终的去向。
零件的工艺路线组成中要包括零件的最终去向,最终去向代表了零件的装配去向,体现在工艺流转路线和工序路线的最后一项的序列上,主要有焊接和装配。
2.2.3 部件工艺路线文件编制
部件工艺路线按照制购属性也分为自制、采购、外协三种。
1)对于外购和外协的部件,其工艺路线可看作是零件,按照零件的工艺路线进行处理。
2)对于自制的部件,部件的工艺路线编制必须建立在子件上。部件工艺路线编制,实际上就是确定部件的子件的装配过程,因此部件的工艺路线主要集中在焊接和装配上。
3)部件工艺路线也标明最终去向,即部件工艺流转路线和工序路线的最后一项的序列上,主要有焊接和装配,表示部件将要作为一个子件按照在上一级部件之上。对于产品的工艺路线的最后序列,就是入库到成品仓库,表明产品制造完成。
2.3 工艺规程文件编制
工艺规程文件编制是要确定零部件的详细制造工序。工艺规程编制是一个复杂的过程,主要是按工艺路线序列的工艺类型来划分。
2.3.1 特定零部件的工艺规程编制
特定零部件的工艺规程指的是编制典型零部件的工艺规程。按照工艺路线的类型,进行备料、机加、焊接工艺规程编制。对于部件,按照工艺类型进行焊接、装配、涂装工艺规程编制。
典型零部件的工艺规程编辑时操作策略如下:
1)按照工艺类型进行编制,形成特定工艺类型的工艺规程;
2)按照零部件进行工艺规程进行分组,形成零部件工艺规程的标识符为:零部件图号+区分符+工艺类型符号+区分符+工艺规程组号;
3)按照工序操作顺序,依次确定工序操作序列,工序操作说明要求,确定工序操作序列的设备资源,图文档资源,工序定额;
4)如果有工步、工位操作详细要求的,依次确定工步(工位)操作序列,工步操作的说明要求,确定工步操作序列的设备资源,图文档资源,工步定额;
5)如果有4)的操作,则3)步的设备资源、工序定额确定就可以省略, 3)步的设备资源、工序定额可以从4)步汇总出来。
特定零部件的工艺规程是零部件工艺规程操作的基础。其它零部件工艺规程的编制,以此为模板,然后根据实际情况进行修改。
2.3.2 工艺规程的图文档编制
工艺规程的图文档编制是确定零部件制造规程的图解表示。
根据零部件制造的图解表示的范围,可以分为工艺附图、工序附图和工步附图三种。工艺规程图中的图形文档可以采用如下几种格式:CAD文件格式,用CAD图形编辑打开;支持web形式的CAD文件,需要用专业图形编辑工具中生成,例如,autocad的DWF格式文件,solidworks的e-drawing 格式,浏览器必须安装相应图形格式的插件;图片文件格式。
3 系统开发与实现
3.1 开发方法
3.1.1 模型驱动软件平台的应用系统组成
基于模型驱动软件平台的应用系统,由两部分组成:应用系统本身与软件平台。其中软件平台是整个系统的基础,又可以分为业务平台和业务平台开发工具两部分。基于模型驱动软件平台的应用系统的组成框图如图5所示。
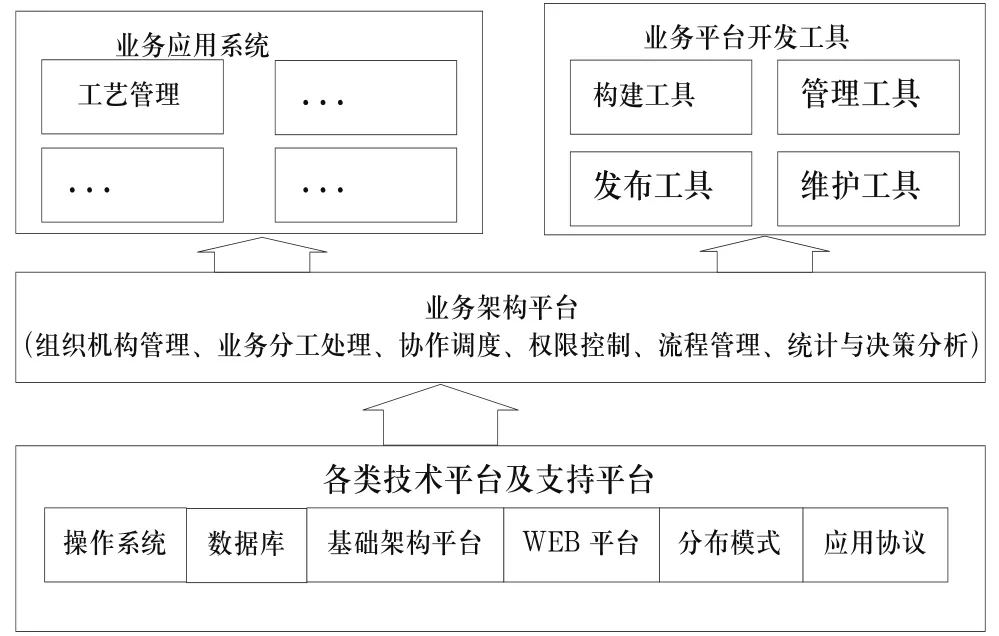
图5 基于模型驱动软件平台的应用系统的组成
3.1.2 基于模型的快速业务原型设计
通过建模工具进行应用系统的快速原型设计,使得所有业务应用,一经建模即完成应用系统编制,并可立即投入系统运行。这样可以快速呈现用户预期结果,让用户参与到管理软件构建过程。用户参与系统构建,使得用户提出个性化需求,为后续开发提供必要的指导原则,最大限度降低需求变化导致的系统变更的风险。此外,快速原型设计的结果,在后期完善过程中不断继承、发掘和完善,减少系统开发工作量,提高了项目实施工作效率。
3.2 制造企业工艺集成系统功能
集成化工艺系统实现的工艺管理业务功能模块如图6所示。主要包括工艺编码库、工艺资源库、工艺文件库、工艺文件编制、工艺文件下发、工艺流程智能录入等功能。
图7所示为集成化工艺管理系统的工作界面。
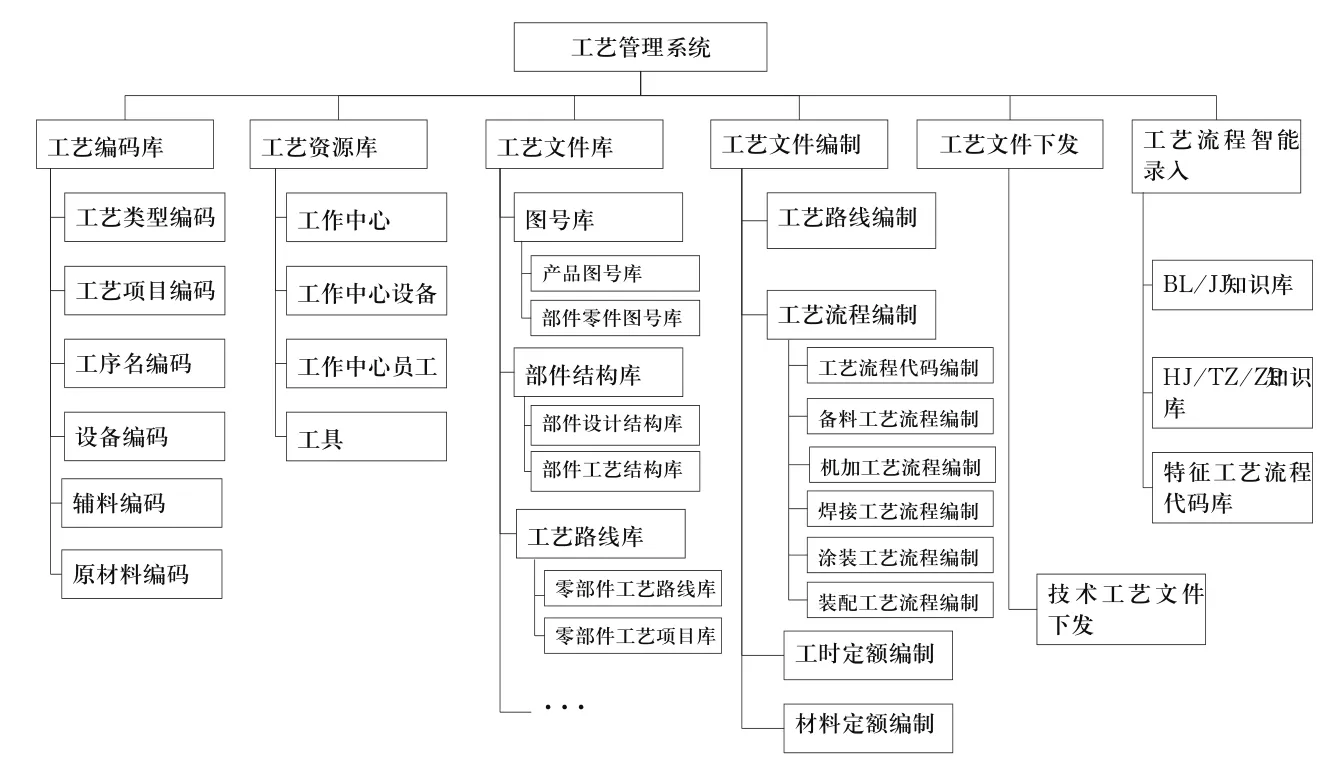
图6 工艺管理业务系统功能

图7 集成化工艺管理系统
4 结束语
通过对工程机械制造企业的工艺管理业务环节的分析,提出了工艺系统中模型的建立方法、结构和内容,提出了相关工艺编制的方法和策略,确定了系统的组成和功能内容。并采用模型驱动的系统开发技术手段开发了某工程机械制造企业的集成化工艺管理系统。该系统在企业实际生产中得到了应用,大大提高了企业制造过程管理各个环节与工艺管理环节的融合和集成,提高了企业生产效率和经济效益,取得了良好的效果。
[1] 田建平,张旭.特征设计与工艺规划集成技术研究[J].制造业自动化,2010,32(5):73-76.
[2] 范玉顺,李建强.企业集成与集成平台技术[M].北京:机械工业出版社,2004.
[3] 吴澄.现代集成制造系统导论—概念、方法、技术和应用[M].北京:清华大学出版社,2002.
[4] 王成恩,郝永平,舒启林.产品生命周期建模与管理[M].北京:科学出版社,2004.
[5] 范玉顺,刘飞,祁国宁.网络化制造系统及其应用实践.北京:机械工业出版社,2004.
[6] 杜平安,周晓明,黄洁,等.面向工艺设计的制造过程建模[J].计算机集成制造系统-CIMS,2006,12(10):1582-1585.
[7] H.Krappe,S.Stanev,J.Ovtcharova,Integration of Flexible manufacturing and change management process in a service-oriented architecture,IMI University Karlsruhe(TH),Germany,2007.
TP391
A
1009-0134(2010)10(上)-0057-06
10.3969/j.issn.1009-0134.2010.10(上).18
2010-03-17
王怀明(1962 -),男,河北廊坊人,主要从事CAD/CAM技术、制造业信息化技术等教学、科研工作。
