拉伸螺杆表面真空烧结镍基合金界面组织研究
2010-03-26朱晓勇尤显卿黄新民郑玉春
朱晓勇, 尤显卿, 陈 永, 黄新民, 郑玉春
(合肥工业大学材料科学与工程学院,安徽合肥 230009)
0 引 言
注塑机用拉伸螺杆的工作温度一般在200℃以上,它不仅要承受注射时的高压,同时还承受熔料的磨蚀作用和预塑时的频繁负载起动[1]。提高螺杆的表面性能,尤其是表面耐磨性,对塑料工业的发展和进步都起着重要的作用。近年来随着表面技术的不断进步,用以延长螺杆使用寿命的工艺迅速发展,主要工艺有氮化、镀铬、热喷涂、渗硼、等离子喷涂、化学镀、激光合金化、镍基粉末涂层烧结及氧-乙炔喷焊等。由于工艺的不同,涂覆层的组织性能以及涂层与基体结合的情况都会有差异[2-8]。
拉伸螺杆在服役时,不仅要求其表面具有较高的强度及耐磨性,而且需要具有良好的抗腐蚀性能,而镍基合金能够满足这种性能要求,因此本试验采用真空烧结法在拉伸螺杆表面上获得了镍基合金层。本文分析了所获镍基合金层的真空烧结工艺,主要研究了该合金层与基体之间的界面组织、显微硬度的变化情况,探讨了界面组织的形成机理。
1 试验材料和试验方法
1.1 试验材料
注塑机用拉伸螺杆为40Cr钢,该钢具有较好的综合力学性能、低温冲击韧性、低的缺口敏感性及良好的淬透性,是应用较广的合金结构钢之一。40Cr经调质后,可以制造高硬度、高耐磨性的重载传动零件,如轴类件、连杆、螺栓、螺杆、套筒、进气阀和重要齿轮等。试验用拉伸螺杆如图1所示,原材料的化学成分见表1所列,其显微组织为铁素体加珠光体。涂层采用Ni60合金粉末,其成分见表2所列。

图1 注塑机用拉伸螺杆

表1 试样化学成分

表2 Ni60合金粉末化学成分
1.2 试验方法
1.2.1 烧结覆前粉末的涂覆
为了保证涂层均匀涂覆,烧结前首先采用热喷涂方法在注塑机用拉伸螺杆的外表面制备了合金涂层。使用氧-乙炔火焰作为热源(SH-2000型高能火焰喷涂枪,氧气压力为0.5 MPa,乙炔压力为0.1 M Pa,枪孔径为1 mm,枪移动速度为10 mm/s)将配制好的镍基合金粉末均匀喷涂在拉伸螺杆表面,涂层厚度为1 mm。
1.2.2 烧结设备和烧结工艺
烧结使用RGL-04保护气氛中温管式加热炉。试样经烘干后放入加热炉内,采用氢气保护,真空度为0.1 Pa,烧结温度为1 020℃,保温5min,随炉冷却至150℃后出炉。其烧结工艺曲线如图2所示。

图2 保护气体熔覆法制备镍合金涂层的工艺曲线
在拉伸螺杆上沿横向切取试样,其尺寸为10 mm×10 mm,经切、打磨、抛光和腐蚀后供观察分析。
1.2.3 测试分析方法
采用MM-6金相显微镜、日产JSM-6490LV型扫描电镜(SEM)分别对所获试样涂层的组织结构形貌进行观察;用该扫描电镜上的能谱仪对涂层表面作结构分析;用MH-3显微硬度计对镍基合金涂层试样进行纵向显微硬度分布测定,硬度计测量时间设为15 s,载荷为200 g。
2 试验结果与分析
2.1 微观组织形态
烧结前后Ni60合金与钢基体界面组织的微观形貌对比如图3所示。
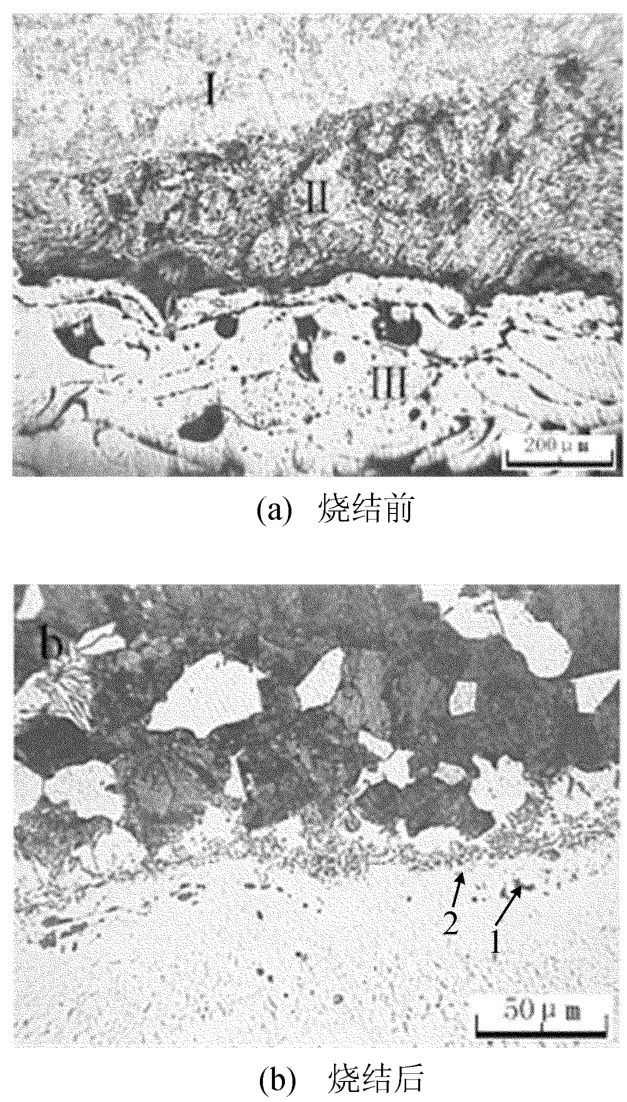
图3 烧结前后试样的金相组织对比
图3a中Ⅰ为基体组织,Ⅱ为界面组织,Ⅲ为烧结前的镍基合金层。采取喷涂的方法,加热到熔融或半融化状态的喷涂材料被气流雾化后高速冲击在零件表面,形成烧结前的涂层。该过程中,在形成具有相当致密度、平整的合金涂层的同时,涂层也与基体形成较好的冶金结合。由于喷涂是分层进行的,相邻层之间由于喷涂时间差的关系而不能同时凝固,从而产生分层现象。在未烧结前能看出,Ni60喷涂层的组织形貌为堆积状的片层结构,各层间有较为明显的界面,这些界面是熔融或半熔融状态的Ni60颗粒在喷涂过程中形成的氧化膜。层间基体组织上分布着大量的、弥散程度较高的白色颗粒相。喷涂层的平均成分基本上保持了原始粉末的化学成分。
图3b中箭头所指的为所获的界面区,组织内部无微裂纹和空隙,涂层和基体结合良好,界面干净整齐致密。由于涂层合金中含Cr、Ni等合金元素较高,提高了淬透性,烧结熔涂后在空气中快速冷却,相当于高铬铸铁在大于1 000℃下的正火处理,所获基体组织为马氏体加残余奥氏体。在涂层和基体之间形成了一条与界面平行的融合带,主要是以Ni、Fe基为主的固溶体。这主要是因为合金涂层和40Cr钢化学成分的差异较大,真空烧结时B、Si、Ni、Cr、C、Fe等元素存在大的浓度梯度,并且镍基合金为液态,这促进了相互之间的扩散,使B、Si、C等元素向40Cr钢中扩散,而Fe元素也开始部分融入Ni60合金中。
从图3b中还可以看出,在涂层表面形成了复杂的组织,表面有图中箭头1所指的针状和箭头2所指的块状化合物。针状和块状化合物的形成过程大致为:在冷却阶段,由于合金成分的不均匀,主要是两相的奥氏体与液相,液相主要出现在奥氏体的边界处,Cr在碳化物中的含量大于在奥氏体中的含量,因此大量的铬从合金中偏析出来,溶解进入液相的边界中。
镍合金涂层的扫描照片及涂层与基体结合处能谱分析如图4所示。从图4可见,涂层内部结合致密,只含有很少量的闭孔,没有裂纹和大的缺陷;涂层与基体之间有一层20~40μm厚的结合层。而能谱分析表明,结合层为涂层和基体发生冶金结合的地方,也是原子扩散最强烈的地方,该结合层应当是Fe和Ni形成的固溶体。
2.2 涂层纵向显微硬度的分布
测得的涂层纵向显微硬度的分布结果如图5所示。由图5可见,试样涂层纵向显微硬度由涂层表面到基体遵循“先升高,后降低”的规律,在界面的两侧硬度分布有较大的变化,界面附近基体硬度有较大提高,衬垫作用加强,使涂层能承受更大载荷;在距离表面约1 mm处基体的硬度分布趋于稳定,不再出现硬度波动现象。从组织的角度来解释,这是因为随着由界面向涂层方向移动,组织中的针状和块状碳化物数量增加,在接近表面的某处,硬质相的累积达到最大,此时会出现最大的硬度值,其后硬度开始逐渐减小;随着由界面向基体内部方向移动,珠光体逐渐减少,铁素体逐渐增多,由于铁素体的硬度较低,从而导致基体的总体硬度逐渐降低。

图4 镍合金涂层的SEM照片及涂层与基体结合处能谱图

图5 烧结后的镍基合金涂层界面显微硬度曲线
从元素扩散的角度考虑,这是由于基体中的Fe元素扩散到涂层组织的晶格中产生固溶强化,从而提高了基体的硬度,但是当Fe元素含量很高时,会局部形成以Fe元素为基体的中间相,这些相的存在使得涂层的硬度分布整体呈现下降趋势。而涂层中Cr、C元素向基体方向扩散,Cr元素扩散到基体晶格中产生固溶强化,C原子扩散进入基体组织后可以提高基体组织中渗碳体的含量,渗碳体的硬度高于铁素体。由于扩散存在梯度,距离结合层越近,扩散作用越明显,所以显微硬度值在结合界面附近产生由外至内的下降趋势。在距离表面约1 mm处硬度分布趋于稳定,说明此时元素的扩散基本已经终止,组织也基本不再发生变化而接近基体原有的组织。
3 结 论
在注塑机用拉伸螺杆试样表面,先采用热喷涂方式涂覆镍合金粉末,再对试样进行氢气保护真空烧结,得到镍基合金涂层。在涂层与基体之间的结合层形成了良好的冶金结合,从而使界面强度高,涂层致密。试样基体和镍合金涂层之间的元素相互扩散,镍合金涂层中的Ni、Cr元素向基体中扩散,基体中的Fe元素则向涂层中扩散。在基体中获得了马氏体加残余奥氏体组织,在涂层的表面形成了以Ni基固溶体为主的强化相,从而保证了涂层的高硬度且硬度值分布较均匀,使其能获得较高的耐磨性。烧结后试样的涂层表面具有很高的显微硬度,从涂层表面到基体内部,硬度分布大体遵循“先升高,后降低”的规律,在距离表面约100μm处硬度达到最大值,在距离表面1mm处硬度变化趋于平衡。
[1] 李金钊.塑料挤出机螺杆、机筒耐磨损、耐腐蚀的强化与应用[J].中国塑料,1999,13(9):83-88.
[2] 邹国华.注塑机用螺杆的表面处理及其发展趋势[J].热处理,2005,20(1):42-45.
[3] 张 伟,姚建华.40C r钢表面激光合金化及其在螺杆强化中的应用[J].金属热处理,2007,32(11):56-61.
[4] 陈雄伟,尹登峰.大气等离子喷涂工艺参数对Cr2O3涂层磨损性能的影响[J].机械工程材料,2008,32(7):9-12.
[5] 黄新民,吴玉程.螺杆表面化学镀镍[J].塑料科技,2000,137(3):42-44.
[6] 骆 芳,丁建波,孙东跃,等.激光合金化对注塑机螺杆使用寿命影响的研究[J].应用激光,2006,26(5):323-326.
[7] 卢金斌.真空熔结镍基合金涂层性能的研究[J].表面技术,2006,35(6):25-26.
[8] 吴志明,姚建华,沈乃璋.螺杆的激光表面合金化强化研究[J].化工生产与技术,2005,12(5):16-17.
