基于主成分和小波分析的复杂纺织设备系统的信号处理方法研究
2010-03-26林正英时维元
林正英, 时维元, 张 伟
(1.福州大学机械工程及自动化学院,福建福州 350002;2.同济大学机械工程学院,上海 200092)
0 引 言
随着我国纺织机械设备自动化水平的提高,在整个生产线上,有大量的工艺参数需要控制,如纺丝过程的温度、压力、转速、侧吹风压和温湿度;牵引卷绕过程中的上油量和转速;盛丝筒横动装置的定长和各驱动装置的转速等。对这些工艺参数数据的统计分析有助于操作人员对设备性能状态评测、故障预测及设备剩余寿命的估计等,但这些数据信息往往很庞大,属于高维、大容量的数据变量空间,其控制系统通常有几百个变量,系统每秒采集1次,就有几百个数据,并且在用户端通常需要保留3个月的近期检测数据,这给数据的采集与信号分析带来了极大的困难,因此有必要开发自动、高效的数据采集和信号分析系统。
降维是有效处理信号的方法之一,而且在某种程度上这些多变量数据存在信息的重叠,具有一定的相关性,可以采用一定的方法把各变量之间互相关联的复杂关系进行简化分析处理,在力保数据信息丢失最少的原则下,对这种多变量的数据进行综合简化,用综合指标来进行信号分析,从而达到快捷、准确的分析。
另一方面,绝大多数控制系统的故障信号多是突变性的,即信号具有奇异性,在信号处理中要能有效地检测系统信号的奇异点,因此在进行复杂系统的故障信号处理时,不仅要高效检测系统信号,而且要分析在任一局部时间内信号变化激烈程度的信息,即提供时频同时局部化的信息,为此提出了基于主成分分析和小波变换的复杂纺织设备系统的故障信息处理方法。
1 方 法
数据分析的方法多种多样,主成分分析和小波变换都是属于数据驱动的定量分析方法,不需要建立系统精确的解析模型,也不需要准确的先验知识,主要遵循从数据、信息、知识、决策的信息提炼轨迹[1,2]。
1.1 主成分分析法
主成分分析方法[3-5]是一种有效的降维处理技术,通过变换,用较少的几个线性组合——主成分(Principal Component)来表达测量数据,而且这些组合之间彼此独立。假设实际问题中,有p个指标,记为X1,X2,…,Xp,记X=(X1,X2,…,Xp)T,则X的主成分F i可用线性组合表示为:
且满足3个条件:
(1)每个主成分的系数平方和为1,即

(2)主成分之间相互独立,无重叠的信息,即

(3)主成分的方差依次递减,重要性依次递减,即

F1、F2、F3…分别为第1、2、3…主成分,
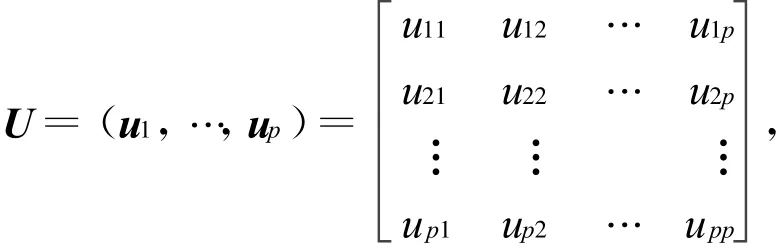
其中,X的协方差阵为:

由于∑X为非负定的对称阵,则必存在正交阵U,使得

其中,λ1,λ2,…,λp为∑X的特征根,假设λ1≥λ2≥…≥λp≥0。
U是由特征根相对应的特征向量所组成的正交阵,U的第1列元素所构成的原始变量的线性组合有最大的方差。

由上述可知,经过主成分变换后所得的线性组合,包含了原始数据的大部分变量,其所对应的特征向量反映了各个变量在重新组合的主成分中的权重,因此,主成分是综合指标,保持了信息的主要成分。复杂纺织设备系统是由4部分组成的,其每一子系统中的变量都存在主次之分,通过主成分变换后,其系统的数据信息处理模型如图1所示。
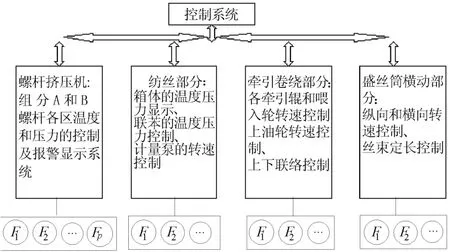
图1 系统的数据信息处理模型
1.2 小波分析
过程监测的目的并不局限于实时地汇报生产过程的运行情况,还希望在生产过程中出现异常情况时,能快速及时地检测出是否有故障发生,并且能够准确地定位故障的发生地点和时间,给出比较合理的解决方法,即提供时频同时局部化的信息。小波(wavelet)分析方法[6-8]是一种窗口大小(即窗口面积)固定但其形状可改变,时间窗和频率窗都可改变的时频局域化分析方法,用多重分辨率来刻画信号局部特征的能力。因此,它很适合用于探测正常信号中夹带的瞬态反常现象并展示其成分。
小波分析的主要目的是寻找一种简单有效的变换方法,使信号所包含的重要特征能显现出来,其基本原理是用一族函数去表示或逼近待分析的信号或函数,这族函数称为小波函数系,它是通过一母波函数的平移和伸缩构成。小波函数ψ(t)(又称为基本小波或母小波)有无穷多种,ψ(t)满足的条件为:
(1)绝对可积且平方可积,即

(2)正负部分相抵,即

(3)满足允许条件,即

其中,ˆψ(ω)为ψ(x)的傅立叶变换,令

其中,a,b均为常数,且a>0。显然,ψa,b(t)是基本函数ψ(t)先作移位再作伸缩以后得到的。
原始信号s可分解成小波近似(approxim ation)a与小波细节(detail)d之和,即s=a+d,其中,a=wa×A;d=wd×D;wa为小波近似系数;wd为小波细节系数;A、D为小波基函数。原始信号的小波分解,如图2所示。
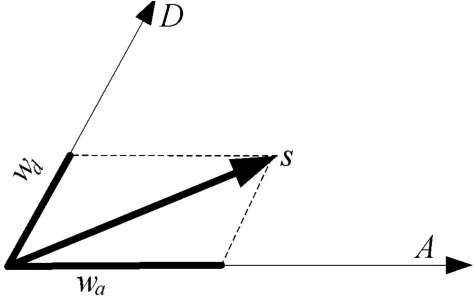
图2 原始信号的小波分解
2 实 例
2.1 系统的信号样本特征提取
某大型纺织设备集团,由于其产品销售遍及世界,为了在网络环境下对远程数据进行分析,以提高服务能力和节约服务成本,该公司对其前纺生产线采集了近300个信号变量,并在客户端保留3个月。
这属于高维、大容量的远程数据分析,现选择其一螺杆挤压机的15个不同的控制信号变量,并采集了3 600个样本,对其进行主成分分析,其组态界面如图3所示。
部分样本如图4所示。
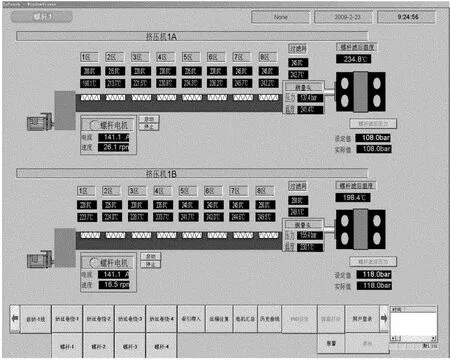
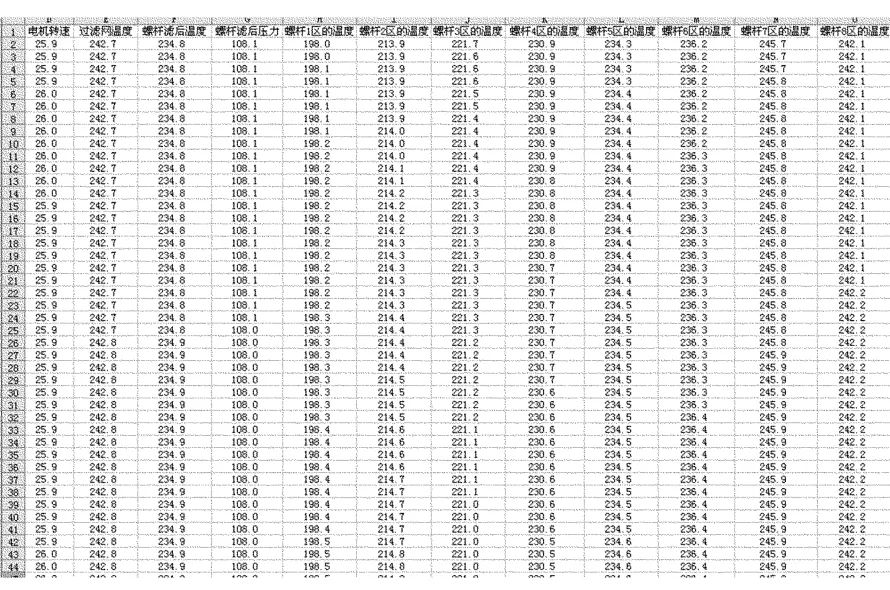
图4 3 600个样本的15个控制变量的监控数据(部分)
由于分析中的变量具有不同的量纲,变量水平差异很大,所以选择基于相关系数矩阵的主成分分析,本计算在M atlab7.0中进行。
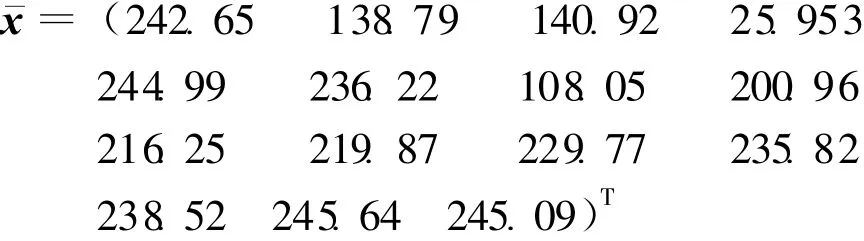
样本均值向量为:
经主成分变换之后可得到矩阵的特征值与特征向量,其前4个主成分的贡献率及累积贡献率如图5所示,其第1主成分如图6所示。
从图5可知,前4个标准化样本主成分累积贡献率已达到97.675%,故只需取前4个主成分即可。
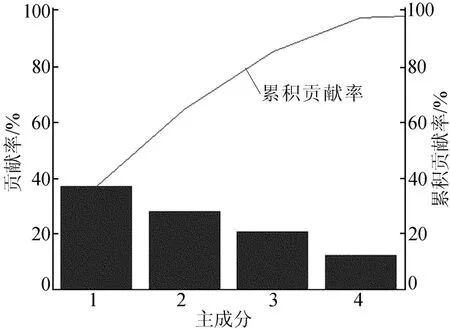
图5 贡献率和累积贡献率

图6 第1主成分曲线
由y1、y2、y3、y4的计算式可知:
(1)第1主成分y1与x7呈现出最强的负相关,与x2,x4,x5,x8呈现出较强的负相关,与x3呈现出较强的正相关,因此,可以认为螺杆滤后压力对系统影响重大。
(2)第2主成分y2与x11呈现出最强的正相关,与x2,x8,x10呈现出较强的正相关,与x4呈现出较强的负相关,因此可以认为第2主成分y2代表了螺杆前几区的温度。
(3)第3主成分y3与x13呈现出的负相关程度最高,其次是x14,x3,x5,而与x1呈正相关,因此可以认为第3主成分在一定程度上代表了螺杆后几区的温度。
(4)第4主成分y4与x15呈现出的负相关程度最高,可认为第4主成分在一定程度上也代表了螺杆后几区的温度。
另外,4个标准化样本主成分前的系数,在一定程度上反映了4个主成分y1、y2、y3、y4包含原变量(x1,x2,…,x15)的信息量多少。显然,用4个主成分代替原来15个变量描述前纺生产线系统,可以使问题更进一步简化明了。
2.2 信号奇异性的检测实例
小波基函数的选择是利用小波检测信号奇异性的关键。Daubechies小波简称db小波,具有正交、时频紧支撑、高正规性和具有Mallat快速算法等特点,对于检测信号的奇异性具有很好的特性。而且,文献[9]指出,db4小波相对于其它db小波,具有最短的时窗,因而具有比其它小波更好的时间分辨率,应用在信号的时间定位分析中可得到良好的效果。所以,本文采用db4小波,分析经过主成分分析后的组合信号的奇异性,结果如图7所示。
从图7可以看出,第1主成分信号经db4小波分解后,细节信号d1和d2在1 300 s时发生了突变。进一步对第1层细节信号做H ilbert包络并进行谱分析,结果如图8所示。从图8可以发现频率1 250 H z的存在,通过对照故障特征频率可知,1#线1 A螺杆的直流24 V的0端的端子排联接片松了,导致加热模块工作的不正常。
由本例可以看出,利用小波多分辨分析可以精确地检测出信号发生及结束的时间点,从而为进一步分析和优化系统提供依据。
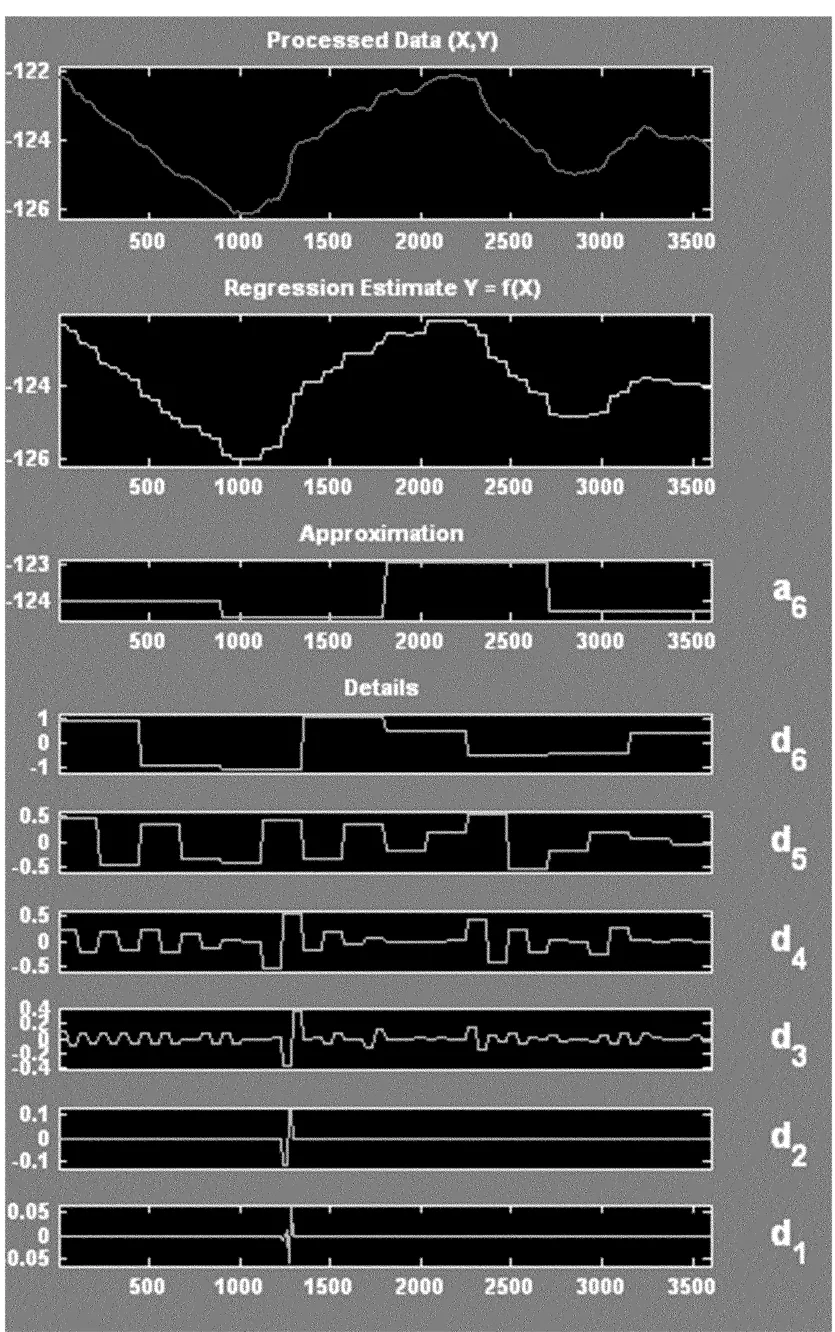
图7 第1主成分及其小波分解后的各层信号

图8 功率谱
3 结束语
针对采集的复杂纺织设备的现场数据,提出了主成分结合小波的基于数据驱动的定量分析方法,取得了很好的应用效果。本文提出的数据分析策略不需要建立复杂数学模型,也不需要准确的先验知识,为高维、大容量的数据分析提供了很好的参考。
[1] 吴启迪,乔 非,李 莉,等.基于数据的复杂制造过程调度[J].自动化学报,2009,35(6):807-813.
[2] 艾 红,周东华.动态系统的故障预报技术[J].华中科技大学学报:自然科学版,2009,37(增刊1):222-225.
[3] Du Z,Jin X,Wu L.Fau lt detection and diagnosis based on im proved PCA w ith JA A m ethod in VAV system s[J].Building and Environment,2007,42(9):3221-3232.
[4] Tamura M,Tsu jita S.A study on the number of principal componen ts and sensitivity of fault detection using PCA[J].Computers&Chem ical Engineering,2007,31(9):1035-1046.
[5] ChoiSW,Lee C,Lee JM,et al.Fault detection and identification of non linear processes based on kernel PCA[J].Chemometrics and Intelligent Laboratory Systems,2005,75(1):55-67.
[6] 胡广书.现代信号处理教程[M].北京:清华大学出版社,2004:121-123.
[7] Daubechies I.Ten lectu reson wavelets[M].SIAM:Society for Industrialand Applied Mathematics,1992:218-219.
[8] 张颖伟.复杂工业过程的故障诊断[M].沈阳:东北大学出版社,2007:98-99.
[9] Brito N SP,Souza B A,Pires F A C.Daubechies wavelets in quality of electrical power[C]//The 1998 International Conference on H arm onics and Quality of Pow er.A thens,1998:511-515.
