MEMS器件真空封装工艺研究
2010-03-26杨凯骏王学军井文丽张建宏
杨凯骏,王学军,井文丽,张建宏,王 宁
(中国电子科技集团公司第二研究所,山西太原030024)
MEMS技术是一门集光学、机械、电子、控制、材料和化学等多种科技的整合技术,其关键技术包括微传感器、微电子、微制动器和微结构。目前,MEMS芯片的设计与制造技术已经相当成熟,但是,由于MEMS封装技术的研究明显滞后,封装只能单个进行而不能大批量同时生产,因此封装在MEMS产品总费用中占据70%~80%,封装技术已成为MEMS生产中的瓶颈。使许多MEMS芯片没有得到实际应用,限制了MEMS的发展。在MEMS封装技术中,MEMS真空封装是一个需要重点研究的课题,因为大多数的MEMS器件都需要真空封装,这些器件内部都具有可动部件或者真空腔体,只有采用真空封装,才能获得较好的性能。目前,吸气剂方面的研究成果,提高了MEMS器件保持真空度的能力,使真空封装后MEMS器件保持真空度的能力大幅度提高。
1 MEMS器件空气阻尼分析
MEMS陀螺仪是典型的在空气中和真空下封装后,品质因数相差较大的MEMS器件,以MEMS陀螺仪为例对MEMS器件的空气阻尼进行具体分析:
MEMS陀螺仪在空气环境下的品质因数约为150~200,当真空封装陀螺仪的品质因数达10万以上时,真空封装陀螺仪的腔体内气压很低。当腔体内气压较低时,气体分子间的碰撞大大减小,甚至于不可能,而气体阻尼的产生是由气体分子与振动结构的碰撞而产生的,此时克努森数大于10(Kn>10),气体属于自由分子流区。自由分子流区的气体分子的速度分布函数是平衡态的分布,即麦克斯韦分布,即:

式中:n为气体分子数密度,k为玻耳兹曼常数(k=1.38×10-23J/K),m为气体分子质量,T为绝对温度,μ'、υ'、ω'为分子速度在 x、y、z轴上的 3 个分量。

式中:Rg为气体常数,ρ=mn为气体质量密度。同理。阻尼系数为:

式(3)表明,气体属于自由分子流区时,作用在微结构上的气体阻尼系数与气体分子密度成正比。而温度不变时,气体密度与压强成正比,则腔体内压强可表示为:

式中,ρ0、P0分别为标准大气压时的空气密度和压强,P0为真空封装时封装管壳内的气体压强。对于采用体硅工艺加工的硅微器件,σ=0.8,当品质因数为1.4×105时,腔体内的压强约为12 Pa。可见,当MEMS陀螺仪的品质因数超过10万时。腔体内的气压很小,,约为几十帕。腔体内有微量气体分子的变化都会引起气压的较大变化,从而改变陀螺仪的品质因数。
因此,真空封装技术不仅是提高MEMS陀螺仪性能的关键技术之一,还决定了MEMS陀螺仪的可靠性、长期稳定性及其成本。
2 MEMS器件的封装方法
2.1 圆片级真空封装
圆片级真空封装的全部工艺流程都可以在超净间里完成,这大大提高了MEMS器件的成品率,成功的圆片级封装将大大降低后续器件级封装的难度,圆片级封装是MEMS封装的发展趋势。目前,国外关于MEMS真空封装的研究主要集中在圆片级真空封装。由于国内缺乏圆片级真空封装的基础,包括加工条件、加工工艺和圆片级真空封装技术的认识深度,因此,国内实现MEMS器件的圆片级真空封装仍需较长时日。
2.2 芯片级真空封装
现在国内外的真空封装技术还很不成熟,存在成本高、可靠性不好等问题。现在国内MENS器件的真空封装主要还是通过气密性封装后,再抽真空来实现,主要方法有:
(1)平行缝焊。平行缝焊是MEMS器件常用的一种封帽方式,平行缝焊是单面双电极接触电阻焊。平行缝焊只对局部加热,封帽过程不会对芯片造成影响。
(2)激光焊。是利用激光束优良的方向性和高功率密度的特点,通过光学系统将激光束聚集在狭小的区域和很短的时间内,使被焊物形成牢固的焊点和焊缝。激光焊能量高度集中和可控,加热过程高度局部化,不产生热应力,因此不会对芯片造成影响。
(3)共晶焊。可实现气体填充或真空封帽。它将焊料放在盖板和外壳之间施加一定的力并一同加热,焊料熔融并浸润焊接区表面,在毛细管力作用下扩散填充盖板和外壳焊接区之间的间隙,冷却后形成牢固的焊接。盖板焊料有金锡、金锑、锡银铜等。由于吸气剂激活工艺中需要高温,因此一般采用共晶金锡(Au/Sn)合金作为焊料。
平行缝焊和激光焊的缺点是:真空度低,带吸气剂的器件不能用这两种方法来焊接。随着吸气剂技术的成熟和广泛使用,此两种方法已经不能满足封装工艺的需要,所以必须用真空共晶的方法来进行MEMS器件的真空封装。
3 共晶设备用于MEMS的封装
本课题研制的真空/可控气氛共晶炉已经广泛运用于微电子行业的共晶贴片及真空封帽,但是如果直接将此工艺设备用于MEMS器件的真空封装,还存在以下问题:
(1)MEMS器件的真空度是指封装完成后,器件内部的真空度。在现有的技术条件下,只能是在外部先把MEMS器件和盖板对好后,在放到共晶炉里加热共晶封帽.由于焊料的存在和MEMS器件管壳和盖板的加工精度等因素的影响,使得MEMS内部并不能达到炉子所抽到的真空度。
(2)吸气剂的问题。吸气剂是用来获得、维持真空以及纯化气体等,能有效地吸着某些(种)气体分子的制剂或装置的通称,它可以通过控制压力或杂质纯度水平来维持合适的器件运行环境(真空环境或惰性气体环境),从而能增强最终器件的可靠性并延长其寿命。目前,国外已有将吸气剂应用于MEMS陀螺仪的成功范例。
但是,目前所用吸气剂都需要激活,且激活温度都要高于常用共晶焊料的温度,所以,在焊接过程中,产生了焊接和吸气剂激活的矛盾,如果要激活吸气剂,就会使焊料在高温下长期处于熔融状态,影响焊料的物理化学性质,产生漏气等问。如果只考虑焊料熔化,吸气剂没有被有效激活,又不能维持真空。见图1。
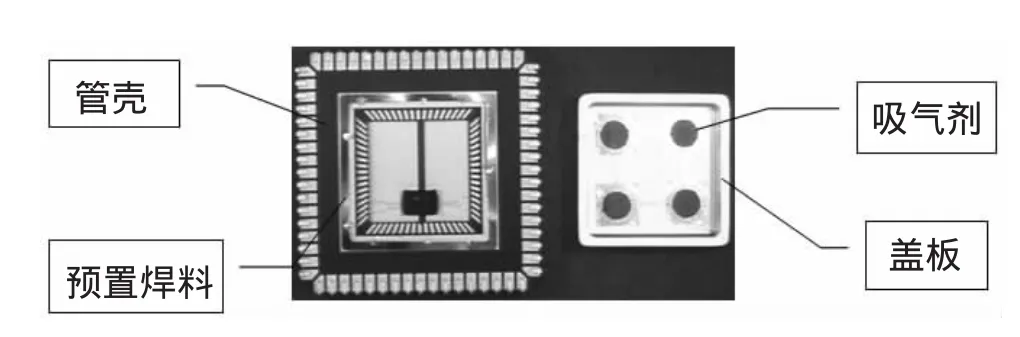
图1 带吸气剂的MEMS器件
综上所述,现有的共晶设备已经不能满足MEMS器件的真空封装工艺,新的封装工艺流程如图2所示。

图2 MEMS器件级真空封装流程图
根据新的封装工艺流程,对共晶设备和共晶夹具做相应改造。如图3a所示,封装时带吸气剂的盖板放置于加热层石墨上,带预置焊料的管壳倒置于活动层石墨上。如图3b所示,石墨夹具是可以活动的,分为分离和对位两种状态。在炉内运动机构的驱动下,可以在两种状态间切换。
设备增加了运动功能,定制夹具放入炉内后,驱动石墨夹具到分离状态,从炉内左右两侧伸出的隔热板(如图4a所示)将盖板和管壳隔离开来,启动抽真空、加热,只加热位于加热层的带吸气剂的管壳,防止位于管壳上的共晶焊料过早熔化。

图3 定制石墨夹具
吸气剂激活后,隔热板收回。运动机构驱动夹具对位,使管壳和盖板准确对位(图4b)。由于抽真空时,管壳和盖板处于分离状态,所以对位后管壳内依然保持此时炉体内的真空度。重新启动加热后,加热焊料,使共晶焊料熔化,达到真空封装的目的。
4 结论
本文对需要真空封装的MEMS器件从理论上进行分析,得出封装后管壳内的气体压力和品质因数的关系,气压越低,MEMS器件的品质因数越高。随着MEMS器件封装要求的提高,对已有的共晶设备进行改进,提出了一种可靠的封装方法,能实现高真空封装,并且运用吸气剂技术,使真空度能很好的保持。此方法能大大提高MEMS器件的品质因数。
[1]陈一梅,黄元庆.MEMS封装技术[J].传感器技术,2005,24(3):7-12.
[2]胡雪梅,韩全立.MEMS封装技术的现状及发展趋势[J].重庆电力高等专科学校学报,2005,10(4):7-10.
[3]施芹,苏岩.MEMS陀螺仪器件级真空封装技术[J].光学精密工程,2009,17(8):1987-1992.