超声波辅助提取南瓜籽油及其脂肪酸组成研究
2010-03-24范三红刘艳荣冯雨薇毛强强
范三红,原 超,刘艳荣,冯雨薇,毛强强
(山西大学生命科学学院,山西 太原 030006)
超声波辅助提取南瓜籽油及其脂肪酸组成研究
范三红,原 超,刘艳荣,冯雨薇,毛强强
(山西大学生命科学学院,山西 太原 030006)
采用超声波辅助提取南瓜籽油,并用单因素试验和正交试验筛选最佳提取条件。结果表明:超声波辅助提取南瓜籽油的最佳工艺条件为料液比1:8(g/mL)、超声时间20min、超声功率90W、超声温度30℃,在此条件下油脂提取率高达94.22%,各因素对提取率的影响依次为料液比、超声时间、超声功率和超声温度。气相色谱分析南瓜籽油表明,南瓜籽油中主要含有5种脂肪酸,分别是棕榈酸、油酸、硬脂酸、亚油酸和亚麻酸。
南瓜籽油;超声波;脂肪酸;气相色谱
南瓜籽是成熟南瓜的种子,南瓜籽中含有丰富的脂肪酸[1]、氨基酸[2]、类脂[3]、维生素[4]、矿物质[5]等。南瓜籽中油脂含量丰富(35%~50%),其中含有约43.32%的不饱和脂肪酸,必需脂肪酸亚油酸的含量高达38.86%。因其不饱和脂肪酸含量高,长期食用对降低血脂、防治心血管病和肌体代谢紊乱等病症有一定功效[6]。南瓜籽油的提取可采用压榨法[7]、浸出法、超临界CO2萃取法[8-9]等方法,和传统提取方法相比,超声波[10]提取具有节时、节能、节料、高效、提油率高等优点。王晓等[11]通过GC-MS分析报道,南瓜籽油主要脂肪酸为亚油酸、油酸和棕榈酸。本实验采取超声波提取南瓜籽油,探索南瓜籽油超声波提取工艺,以求获得更高效的南瓜籽油提取方法,并对南瓜籽油的脂肪酸成分进行气相分析[12],了解南瓜籽油的主要脂肪酸种类和含量,为开发南瓜籽资源提供参考。
1.1 材料与试剂
籽用南瓜品种X-10 山西省晋黎来种业公司。
石油醚(沸程60~90℃)、苯(均为分析纯) 天津市风船化学试剂科技有限公司;标品硬脂酸甲酯、油酸甲酯、亚油酸甲酯、棕榈酸甲酯、亚麻酸甲酯 Sigmaaldrich公司。
1.2 仪器与设备
SB-5200 DTD超声波仪器 宁波新芝生物科技股份有限公司;X01索氏提取器 杭州旷维实验室设备有限公司;毛细管色谱柱TR-35MS(30m×0.25mm,0.5μm) Thermo电子公司;GC2010气相色谱仪 日本岛津公司。
1.3 方法
1.3.1 X-10南瓜籽油脂含量的测定
样品前处理:挑选籽粒饱满,色泽圆润的南瓜籽,于50℃烘干2h,备用。
1 材料与方法
取去壳南瓜籽粉碎,称取南瓜籽粉3.00g于滤纸筒内,采用索氏提取法,参照GB/T 14772—2008《食品中粗脂肪的测定》,重复3次。
1.3.2 南瓜籽油提取工艺流程
南瓜籽→去壳→粉碎→烘干→加入溶剂→超声提取→料液分离→减压蒸馏→回收溶剂→南瓜籽油
1.3.3 超声波提取工艺的优化
料液比对南瓜籽油提取率的影响:准确称取烘干粉碎后的南瓜籽粉3g,置于锥形瓶中,分别加入料液比为1:5、1:6、1:7、1:8、1:9(g/mL)的石油醚,盖上具孔胶塞,塞孔用脱脂棉塞好后,放入超声波清洗器中,在超声温度30℃、超声时间30min、超声功率60W的条件下进行试验,取出、冷却、过滤,滤液用旋转蒸发仪蒸发回收溶剂,得南瓜籽油,计算得油率及油脂提取率,选择最佳料液比。
超声时间对南瓜籽油提取率的影响:以选定的料液比,选取超声时间10、20、30、40、50min,在超声温度30℃、超声功率60W条件下进行试验,测定提取率,确定最佳超声时间。
超声功率对南瓜籽油提取率的影响:以选定的料液比、超声时间,选取超声功率30、60、90、120、150W,在超声温度30℃的条件下进行试验,测定提取率,确定最佳超声功率。
超声温度对南瓜籽油提取率的影响:选取超声温度10、20、30、40、50℃,在已确定的条件下进行试验,测定提取率,确定最佳超声温度。
1.3.4 南瓜籽油提取正交试验
选取料液比、超声时间、超声功率、提取温度4个因素,每个因素3个水平,按L9(34)设计进行正交试验,因素与水平见表1。
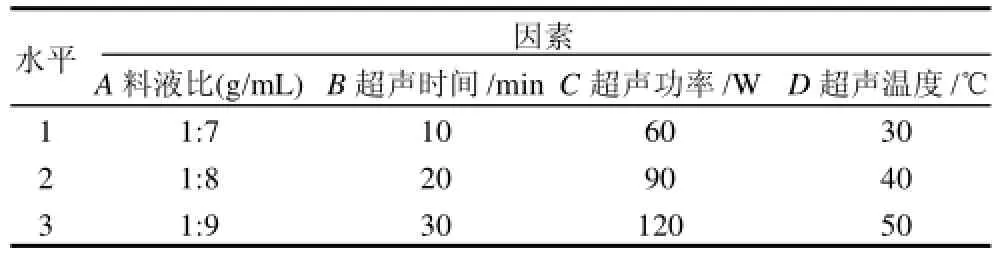
表1 正交试验因素水平表Table 1 Factors and levels of orthogonal experiments
1.3.5 南瓜籽油中脂肪酸成分分析
脂肪酸甲酯制备:提取50mg南瓜籽油放入50mL容量瓶中,加入2mL苯-石油醚(体积比1:1)溶解,加入2mol/L KOH-CH3OH甲酯化,室温条件下静置15min,然后加入蒸馏水并旋转容量瓶使甲酯液上升至瓶口,取上层清液做气相分析。
气相色谱(GC)的条件:氢火焰检测器(FID),载气:高纯氮气(99.999%),流量0.25mL/min;进样口温度:270℃;检测器温度:290℃;柱箱起始温度150℃,保持2min,以10℃/min升至230℃,保持10min,以2℃/min升至250℃,保持20min;分流进样1μL,分流比50:1。各组分的相对含量采用峰面积归一法进行定量。
2 结果与分析
2.1 原料油脂测定
X-10南瓜籽中粗脂肪含量为48.57%。
2.2 料液比对南瓜籽油提取率的影响
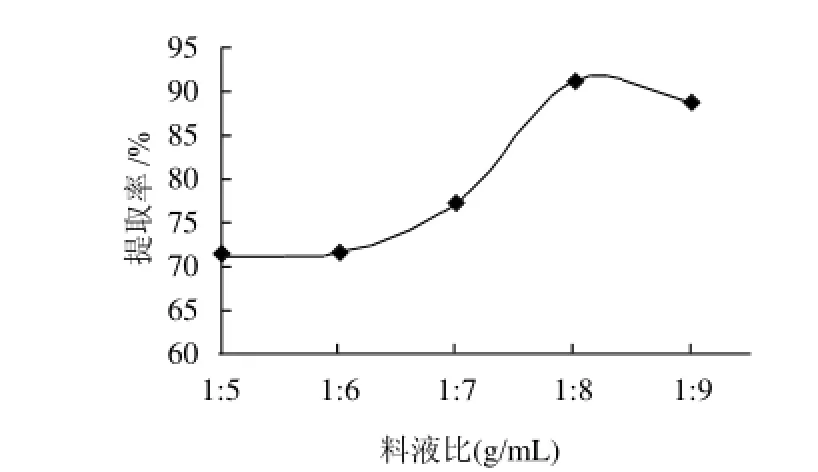
图1 料液比对南瓜籽油提取率的影响Fig.1 Effect of material-liquid ratio on extraction rate of pumpkin seed oil
由图1可知:不同的料液比对南瓜籽油提取率有显著影响,南瓜籽油提取率随着溶剂用量的增大而提高。然而当溶剂用量达到1:8(g/mL)时,提取率趋于稳定。这是因为当原料量一定时,溶剂用量越大,体系渗透压越大,油脂越容易被提取出来。当溶剂用量增大到一定程度后,南瓜籽中油脂含量逐渐减少,渗透压的改变对油脂提取不再有明显作用,再增加溶剂用量,提取率基本保持不变。如果料液比较小,就没有足够的溶剂带出南瓜籽油,从而使提取率降低;如果液料比过大,会消耗更多的能量和时间,同时也会增加超声波破碎细胞的阻力,使细胞破碎程度下降,从而降低有效成分的提取率,因此,从经济角度考虑1:8(g/mL)为最佳料液比。
本研究采取赋分法对所得资料进行计分分析,如接受器官移植这种治疗方法得2分,不接受得1分,依此类推。总分12分,最高12分,最低6分。
2.3 超声时间对南瓜籽油提取率的影响
由图2可知:提取时间小于20min时,南瓜籽油的提取率随着时间的延长明显增大,当提取时间大于20min时,南瓜籽油提取率有所下降,这是因为刚开始时提取液中不含油脂,而原料中油脂的含量为最大值,随着浸提过程的进行,南瓜籽油逐渐溶入提取液。因此,提取时间过短,南瓜籽油溶解不充分,提取率较低。但是提取时间过长,提取率也有所下降,这是因为超声波具有较强的机械剪切作用,长时间的作用会使大分子的脂肪断裂[13],从而在后处理的过程中,损失增大而影响南瓜籽油的提取率。因此,提取时间为20min较适宜。
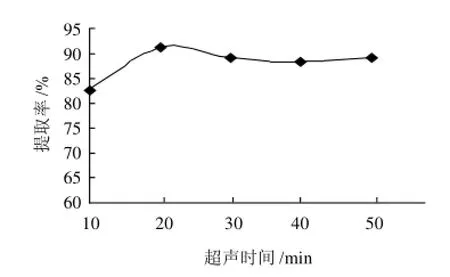
图2 超声时间对南瓜籽油提取率的影响Fig.2 Effect of ultrasonic treatment time on extraction rate of pumpkin seed oil
2.4 超声功率对南瓜籽油提取率的影响
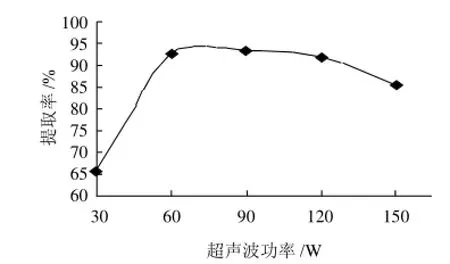
图3 超声功率对南瓜籽油提取率的影响Fig.3 Effect of ultrasonic treatment power on extraction rate of pumpkin seed oil
由图3可知:超声功率设定在30~90W之间时,随着功率的增大,超声波对细胞壁的破碎作用增强,胞内油脂溶出速率增大,溶液中南瓜籽油的含量也逐渐增加;在90~150W之间,随着超声功率的增大,南瓜籽油含量逐渐下降,其主要原因为当超声功率大于90W时,超声作用进一步加速了提取液的流动,从而减少了物料在超声场中的停留时间,破壁作用也就随之减弱,因此较适宜的超声波提取功率为90W。
2.5 超声温度对南瓜籽油提取率的影响
由图4可知:不同超声温度对南瓜籽油提取率具有一定影响,随着温度升高,提取速率增大,提取率提高,当温度达到40℃时,提取率最高,而后开始下降。这可能是因为温度过高,当接近或达到沸点时,溶剂挥发加快,浸出过程难以稳定,从而造成提取率降低。因此40℃为最佳提取温度。
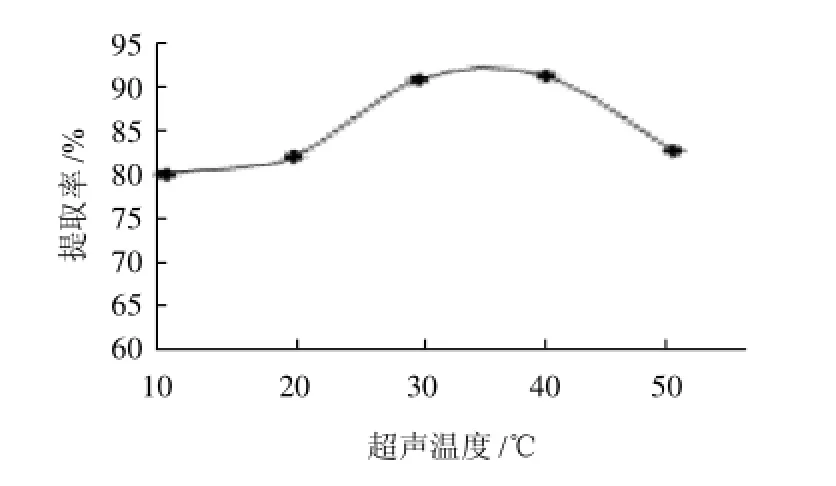
图4 超声温度对南瓜籽油提取率的影响Fig.4 Effect of ultrasonic treatment temperature on extraction rate of pumpkin seed oil
2.6 正交试验结果分析
由表2极差分析结果表明,影响南瓜籽油提取率的因素主次顺序是料液比>超声时间>超声功率>超声温度。最佳提取工艺条件为A2B2C2D1,即料液比1:8(g/ mL)、超声时间20min、超声功率90W、超声温度30℃。按上述最佳提取条件,进行3次平行实验,南瓜籽油提取率分别为94.27%、94.25%、94.13%,平均值为94.22%,稳定性较好,说明正交试验结果正确可靠。
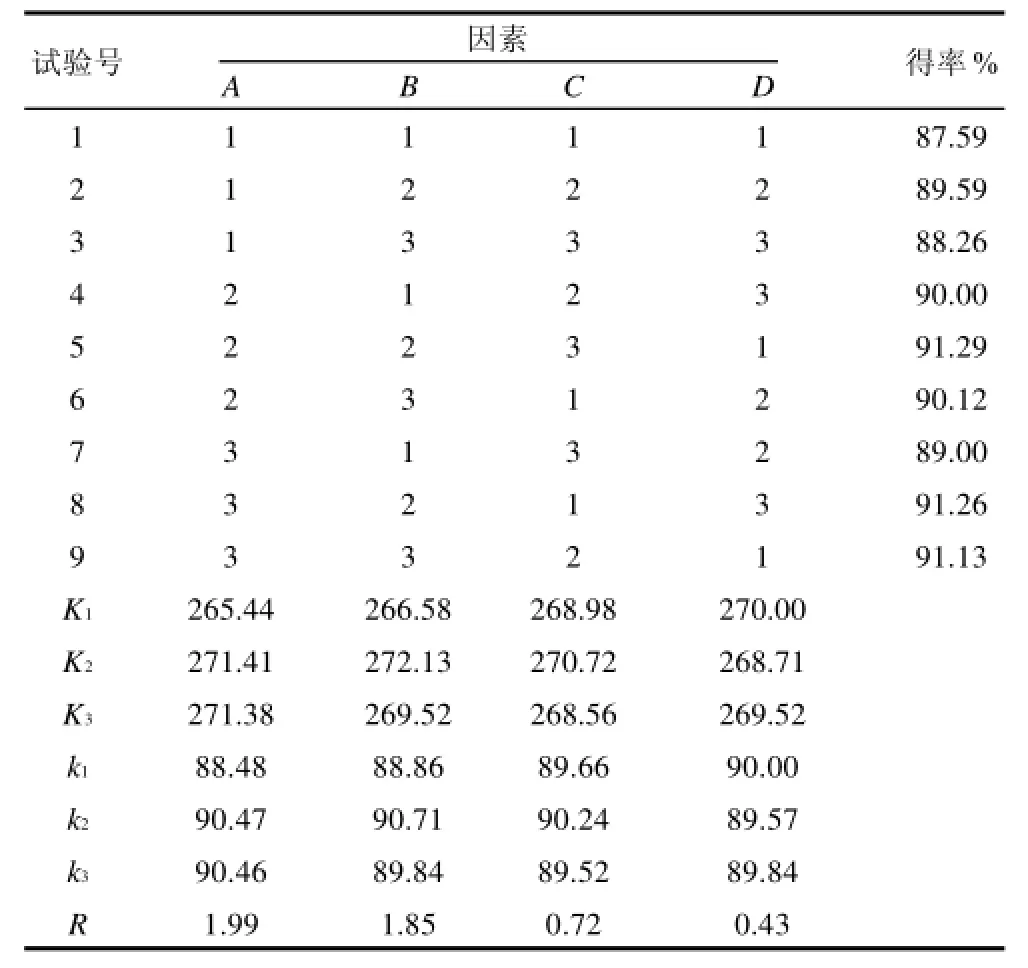
表2 超声波提取工艺正交试验结果Table 2 Results and range analysis of orthogonal experiments
2.7 南瓜籽油脂肪酸分析
通过气相色谱仪对超声波法最佳提取工艺所提取的南瓜籽油的脂肪酸组成与含量进行了测定。图5为脂肪酸甲酯标准物GC色图谱,棕榈酸甲酯的保留时间为19.806min、油酸甲酯26.972min、硬脂酸甲酯27.195min、亚油酸甲酯27.395min、亚麻酸甲酯28.273min。

图6 为南瓜籽油的脂肪酸甲酯GC色谱图,共检测到5种脂肪酸甲酯,与脂肪酸甲酯标准物GC色谱图对照可知,5种脂肪酸甲酯分别依次为棕榈酸甲酯、油酸甲酯、硬脂酸甲酯、亚油酸甲酯和亚麻酸甲酯。
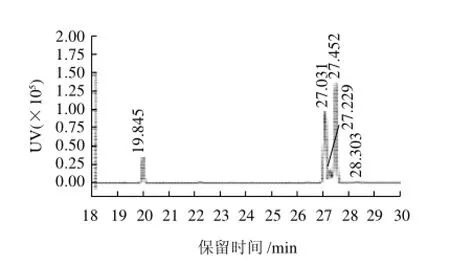
图6 南瓜籽油的脂肪酸甲酯GC色谱图Fig.6 GC chromatograph of fatty acid methyl esters in pumpkin seed oil
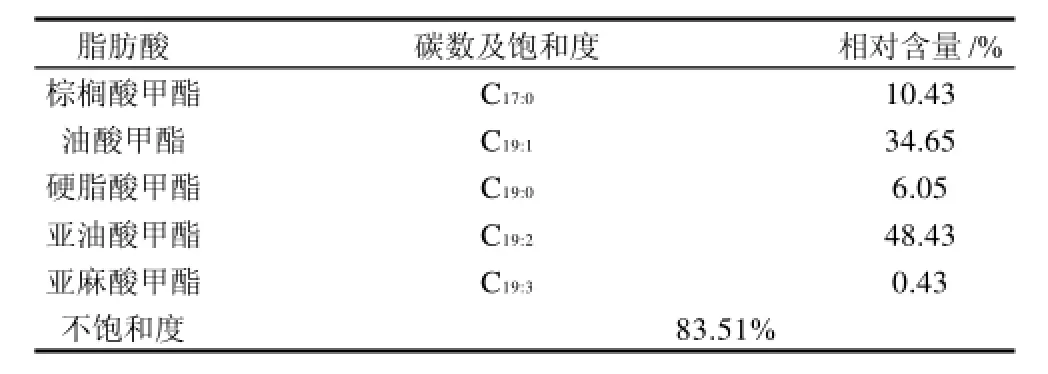
表3 南瓜籽油脂肪酸甲酯组成及含量Table 3 Compositions and contents of fatty acid methyl esters in pumpkin seed oil
南瓜籽油的脂肪酸组成与相对含量见表3。南瓜籽油主要含有5种脂肪酸,其中人体必需脂肪酸亚油酸甲酯含量为48.43%,油酸甲酯含量为34.65%,亚麻酸甲酯含量为0.43%,不饱和度达83.51%。Matgaret等[14]研究表明,人体在摄入富含油酸等单饱和脂肪酸的植物油时,可降低血液总胆固醇和有害胆固醇的含量,却不降低有益胆固醇的含量。南瓜籽油不饱和度高,主要不饱和脂肪酸为亚油酸和油酸,因此对人类健康而言,不失为一种理想的保健油[15]。
3 结 论
3.1 超声波辅助提取南瓜籽油工艺的最佳条件:料液比1:8(g/mL)、超声时间20min、超声功率90W、超声温度30℃,影响南瓜籽油提取率的因素主次顺序是料液比>超声时间>超声功率>超声温度,提取率为94.22%。
3.2 X-10南瓜籽油的5种主要脂肪酸为棕榈酸10.43%、油酸34.65%、硬脂酸6.05%、亚油酸48.43%和亚麻酸0.43%,不饱和度达83.51%,是一种典型的高营养的植物油。
[1]TAREK A, EL-ADAW Y, KHALED MTAHA .Characteristics and composition of different seed oils and flours[J]. Food Chemistry, 2001, 74: 47-54.
[2]中国预防医学科学院营养与食品卫生研究所. 食物成分(全国代表值) [S]. 北京: 人民卫生出版社, 1991: 73.
[3]MATUS Z, MOLNAR P, SZABO L G. Main carotenoids in pressed seeds(Cucurbitae semen) of oil pumpkin (Cucurbita pepo ssp. pepo vas. styriaca)[J]. Acta Ptlarm Hung, 1993, 63(5): 247-256.
[4]董胜旗, 陈贵林, 何洪居. 南瓜子营养与保健研究进展[J]. 中国食品与营养, 2006(1): 42-45.
[5]李星彩. 原子吸收分光光度法测定南瓜籽中的微量元素[J]. 微量元素与健康研究, 2006, 23(3): 68.
[6]宿艳萍, 曹志强, 于锡刚, 等. 多不饱和脂肪酸的功效及来源[J]. 人参研究, 2001, 13(4): 7-9.
[7]陈钊, 赵敏生, 白小芳, 等. 南瓜籽油的冷榨制取研究[J]. 食品科技, 2005(8): 88-90.
[8]李全宏, 闫红, 王绍校, 等. 超临界CO2流体萃取南瓜籽油的质量研究[J]. 食品科学, 2002, 23(5): 74-78.
[9]陆国东, 张洪磊, 张立明, 等. 超临界CO2流体萃取南瓜籽油的工艺研究[J]. 安徽农业科技, 2007, 35(6): 1794-1799.
[10]冯棋琴, 胡爱军, 胡小华. 超声波技术在提取保健油脂中应用[J]. 粮食与油脂, 2009(8): 4-6.
[11]王晓, 程传格, 董富英, 等. 南瓜籽油脂肪酸的GC-MS分析[J]. 食品科学, 2002, 23(3): 115-116.
[12]孔爱明, 范三红, 杨艳玉, 等. 南瓜籽油溶剂法提取工艺及脂肪酸成分的研究[J]. 保鲜与加工, 2009(1): 40-43.
[13]刘雷, 陈丽娜, 陈星. 超声波辅助提取油莎豆油脂工艺研究[J]. 油脂工程技术, 2009(11): 40-42.
[14]MATGARET A A, KETTYG, MOUN P L, et al. Adiet rich in higholeicacid sunflower oil favorably alters lowd-ensity lipoproteincholesterol, triglycerides and factor coagulactivity[J]. Journal of American Dietetic Association, 2005, 105(7): 1071-1079.
[15]于纪姗, 刘洪银. 谈谈几种常见植物油的营养[J]. 食品科技, 1995(1): 35.
Ultrasound-assisted Extraction and Fatty Acid Compositions of Pumpkin Seed Oil
FAN San-hong,YUAN Chao,LIU Yan-rong,FENG Yu-wei,MAO Qiang-qiang
(College of Life Science, Shanxi University, Taiyuan 030006, China)
Pumpkin seed oil was extracted by ultrasound method. The optimal ultrasound-assisted extraction processing conditions were explored by single-factor and orthogonal experiments. Results indicated that the optimal extraction processing parameters were material-liquid ratio of 1:8 (g/mL), extraction time of 20 min, ultrasonic power of 90 W and extraction temperature of 30 ℃. Under these optimal extraction conditions, the extraction rate of pumpkin seed oil was up to 94.22%. The factor order for influencing extraction rate of pumpkin seed oil from strong to weak was material-liquid ratio, ultrasonic time, ultrasonic power and extraction temperature. The analysis of gas chromatography revealed that pumpkin oil mainly contained palmitic, oleic, stearic, linoleic and linolenic acids.
pumpkin seeds oil;ultrasound-assisted extraction;fatty acid;gas chromatography(GC)
TS225.1
A
1002-6630(2010)24-0107-04
2010-09-14
山西省科技攻关项目(20080311015)
范三红(1963—),男,副教授,硕士,研究方向为食品科学。E-mail:fsh729@sxu.edu.cn
