废旧塑料材料模压制品的压制工艺探析
2010-02-26赵勇龙
赵勇龙
(重庆长麒物资有限公司,重庆400021)
当前合成材料工业已成为化学工业的主体,而塑料工业则是这个主体的核心。同时,石油工业的发展,促进了塑料产品的生产。但伴随着塑料生产和应用的扩大,废塑料的污染环境问题亦日益严重。我国废塑料回收利用技术经过了近30年的探索,有一定的进展,回收利用企业也初具规模。但技术的局限性很大,回收方式单一,目前仅在熔融再生利用方法上具备一定的基础,而在热分解回收油和气、回收化工原料、焚烧回收热能等利用方面,进展较缓慢,可以说才刚刚起步。而且,废塑料回收利用的加工企业,绝大部分是小型企业和乡镇企业,甚至很多是个体企业。由于条件所限,普遍存在工艺技术落后、生产设备简陋、工人素质不高、产品质量低下等现象,直接影响着企业的经济效益。同时在高新技术设备利用上,大部分引进设备存在着能耗高等问题,直接增大了运行费用,影响回收利用效益;由于设备吞吐量大,因回收环节原因,造成一些设备“吃不饱”,处于半开机或停机状态,易损件配套跟不上,致使整机性能难于充分发挥;引进的设备并不适合国情,因国内废塑料品种、成分等与国外有差异,设备的运用效果受影响。本文为此具体探讨了其中塑料模压成型工艺的开发与利用情况。
1 模压成型工艺简介
塑料材料模压成形工艺,在各种成形工艺方法中占有重要地位,主要用于异型制品的成型,因而所用的成型压力比其他工艺方法要高。由于模压成型工艺所需设备简单,又能对纤维科、碎布、毡料、层压制品、缠绕制品、编织物等各类材料进行模压成型,因而被各种规模的复合材料生产厂家所普遍采用。本试验以对废旧垃圾袋和废旧地膜的热压成型为基础,为以后利用热压成型来处理各种废塑料提供理论参考。
2 模压制品质量的影响因素
塑料模压成型工艺的基本过程,是将一定量的经过一定预处理的模压料放人预热的压模内,施加较高的压力使模压料充满模腔,在预定的温度条件下,模压料在模腔内逐渐固化,然后将制品从压模内取出,再进行必要的辅助加工即得到最终制品。其制品质量的具体影响因素如下所述。
2.1 压制模具
制品用的模具除应保证在工作压力下的强度、刚度条件外,主要应考虑能给制品的各部位、各方向较均匀地加上压力。一定的拔模斜度既能保证制品顺利出模,又能起到侧向加压的作用。模具设计尽量使制品整体成型,既可保证制品的强度、刚度,又可减少辅助加工工序和工装模具数量。在模具上应开有溢流槽使多余的料顺利排出。压模的成型表面应至少进行抛光或镀铬,表面租糙度最大为0.25 μm,以保证顺利脱模。应在模具靠近型腔部位,开设测温孔。模具本身必要时考虑设计一定的附件,以保证实现并方便脱模。本试验所用的压制模具为抗拉、抗弯模具。
2.2 压机
压机的尺寸和吨位,应能满足制品及所选材料、模具结构的要求。压机的温度和压力最好能有手控和自动控制两种模式;压机的工作台或上下加热板应,尽量使工件保持水平以避免树脂向一侧流聚,加热板在有效工作范围内,温度差控制在±5℃左右。
3 压制工艺过程
在模压过程中,模压料中的树脂将经历粘流、胶凝和固化三个阶段,而树脂分子本身也将由线形分子链变成不溶不熔的空间网状结构。模压料转化合格制品所需的外部条件,就叫做模压工艺的模压工艺参数。实际生产中常称为压制制度,包括温度制度、压力制度、脱模及后加工等方面(如图1所示)。
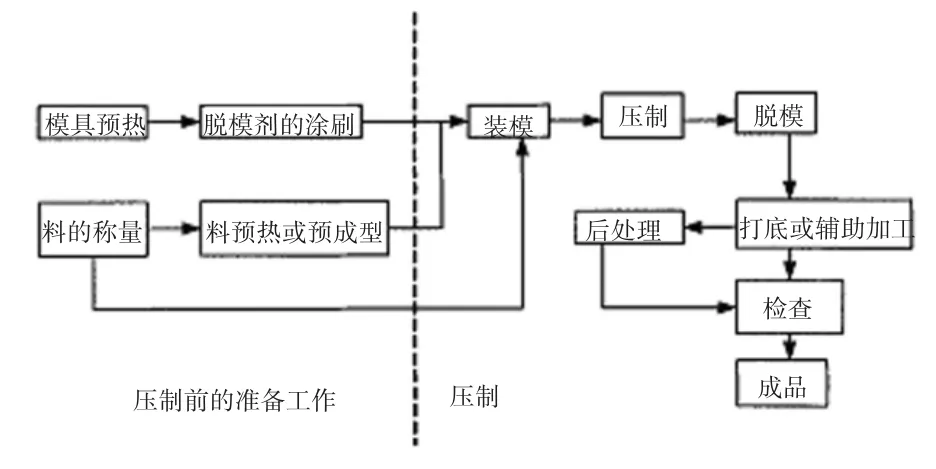
图1 塑料材料模压制品压制工艺的基本流程
3.1 温度制度
温度是模压料所包含的热量的量度。热能的作用,是促进模压料塑化和树脂的固化,初期随着温度的升高,模压料从软固态逐渐变成粘流态,温度达到一定程度后,模压料的粘度升高,树脂的固化反应开始,最终变成不溶不熔的固态。从分子的运动来看,温度升高,树脂分子获得的能量增加,树脂分子的热运动加剧,引发剂开始起作用,引发树脂分子的固化反应。在模压过程的各个阶段所需的热量是不同的,这就需要控制相应的温度指标,包括装料温度、升温速度、模压成型温度、恒温温度、降温温度和后处理温度等。
(1)装料温度。将模压料装入模腔时的温度叫装料温度,由模压料的品种和制品的质量要求而定,同时还应考虑到模压料中溶剂的挥发温度、制品的结构和生产效率。
(2)升温速度。升温速度指装料温度到最高温度时的升温速率。对快速压制工艺来讲,装料温度就是压制温度,不存在升温速度。而对于普通模压工艺来讲,就需要慎重选择并控制升温速度,这一点对压制厚壁制品时尤其重要。
(3)成型温度及恒温。最高温度是指通过差热分析测得的树脂固化反应的峰值温度,实际就是模压料的成型温度。在模压工艺中,成型温度重要取决于模压料的品种。在达到成型温度后,为使树脂固化完全并消除模压制品的内应力,一般应在成型温度下保温一定时间,这一过程叫恒温过程。恒温过程所持续的时间,主要取决于两个因素:一是模压料固化所需的时间;另一个是不稳定导热时间,即加热元件通过模具向模腔导热,使模腔中的模压料的温度达到成型温度所需的时间,它与模压料的品种、加热装置、制品结构和尺寸以及环境温度有关。
(4)降温。在模压过程恒温时间结束后,在保持压力的情况下开始降温过程。降温方式有自然降温和强制降温两种。通常是在模具周围的预流孔道中,通入冷水或用风机吹入冷风,来使模具和模压制品强制降温。
3.2 压力制度
压力制度是指模压过程中成型压力的大小、加压时机和卸压放气等三方面的要求。
(1)成型压力。成型压力的作用,是克服模压料在模内流动时的内摩擦力、模压料与模腔内壁之间的摩擦力,使模压料充满模腔,克服模压料被加热时挥发物产生的蒸汽压力,从而得到结构密实的制品。成型压力的大小,取决于模压料的品种、模压制品的结构和尺寸。
(2)加压时机。加压时机,是指装料后经过一段时间,在一定温度下的加压操作。合理的加压时机,是确保制品质量的关键性参数之一。加压过早,模压料中树脂分子的反应程度还较低,分子量较小,粘度低,树脂组分极易流失,从而在制品中产生局部树脂聚集,而另一部分则树脂量不足;加压过迟,树脂反应程度过高,分子量过大而导致粘度过高,模压料的流动性过差,而不能完全充满模腔。这两种情况都导致出现次品。只有合理的加压时机,才能获得最佳性能的模压制品。我们认为最佳加压时机,应在树脂发生固化反应放出大量气体前夕。
(3)卸压放气。模压料中均含有一定的挥发成分。某些模压料如酚醛型模压料,在固化反应中还会生成一些挥发性副产物。这些挥发成分及副产物,在压制过程中如果不能有效排出,将使制成品产生气泡、开裂等现象。对一些快速反应的模压料,这一现象将尤其严重。因此实际生产中,一般在加压后需要放气措施,即加压后,随即减压放气,再加压,如此反复几次,即可达到排出挥发成分及副产品的效果。
3.3 脱模
在一个压制周期结束后,应将已成型的制品从模具中取出,以便进行下一次的模压操作。脱模时的温度应在60℃以下。温度太高,所得制品易产生变形、收缩等劣变现象,并导致外观质量下降;温度太低,将使模压周期延长,成本上升。
3.4 后加工
模压制品在脱模后,往往还需要进行一定的后处理过程,才能达到使用要求。其第一道工序,是除去制品的毛刺飞边,可通过手工或机械打磨的办法进行,以提高制品的外观质量,此外往往还需要对制品进行必要的机械加工,如进行钻孔攻丝等。由于复合材料制品对机械加工十分敏感,应尽量避免,如需开孔,可通过在模具中设置型芯的办法来解决,攻丝则可通过设置带螺纹的型芯或带内螺纹的型环,直接将螺纹成型在模压制品上,否则对复合材料模压制品加工不当,极易产生“掉碴”现象,导致模压制品报废。
4 结束语
本文只是对废旧塑料袋的热压成型进行了初试,未来的发展可以尝试将废旧地膜换成废旧垃圾袋与废旧砂子进行复合,测试其性能,进一步确定废旧塑料袋的可置换性。
[1]袁利伟.高分子材料的循环利用技术[J].攀枝花学院学报,2003,20(5):65-67.
[2]颜晓利.废旧塑料的再生利用技术与展望[J].环境污染治理技术与设备,2003,4(11):26-30.
[3]赵由才,刘 洪.我国固体废弃物处理与资源化展望[J].苏州城建环保学院学报,2002,15(1):1-9.
[4]简文星.浅谈日本固体废弃物的管理及处置技术[J].环境科学动态,2002,(4):1-5.
[5]刘振华,郭一令.日本固体废弃物处理与再资源化的现状及课题[J].青岛建筑工程学院学报,2003,24(4):87-90.