真空度对干压陶瓷砖吸水率的影响
2010-02-24李莉莉申玉芳
董 飞 李莉莉 申玉芳
(1中国建筑材料检验认证中心有限公司,北京100024)(2有色金属及材料加工新技术教育部重点实验室, 广西 541004)
1 前言
吸水率是评价干压陶瓷砖内在质量优劣的重要指标之一,它的大小对干压陶瓷砖的强度、线性膨胀、抗冻性、抗冲击等性能有着重要的影响。吸水率大表明干压陶瓷砖内部空隙多,结构疏松,强度低,反之表明烧结程度好,内部空隙少,结构致密,强度高[1]。吸水率检测结果的判定,甚至还会影响到批次产品的综合判定,使本应合格的产品判为不符合标准的不合格品。同时,干压陶瓷砖吸水率的变化还能反映出原料的变化以及球磨细度、成形压力和烧成温度等工艺参数的变化和波动[2,3],对于稳定生产、提高产品质量有着重要的指导作用。所以,无论质检部门和生产企业都对干压陶瓷砖的吸水率作为必须检测的内容之一。
ISO10545-3 1995和GB/T3810.3-2006均主要采用真空法测试干压陶瓷砖的吸水率。真空法是利用抽真空将装有试样的容器与外界形成负压,排除试样开口气孔中的气体,使水注满开口气孔。故真空度将是影响干压陶瓷砖吸水率测定值的主要因素,由于我国地域辽阔,气候环境差异较大,特别是在潮湿闷热的夏季,外界大气压强加大,再加上真空仪器的精密度不够十分精确,往往很难使真空度达到国家标准的要求,造成干压陶瓷砖吸水率的测定值不够准确,结果导致由于吸水率不符合标准而造成干压陶瓷砖成为不合格品。那么,真空度的不足对吸水率测试的结果到底有多大的影响?为了弄清这一问题,笔者采用真空法对同一试样在不同真空度下测定其吸水率,找出各类的干压陶瓷砖的偏差。
2 仪器设备
试验所用仪器设备如下:
1) 烘箱:工作温度温度为110℃±5℃;
2) 真空箱;
3) 电子天平:精度为0.0001g;
4) 干燥器;
5) 麂皮;
6) 蒸馏水:实验室2级水;
3 试验原理
材料的吸水性是指材料在水中吸收水分的性质,吸水性的大小即材料的吸水能力用吸水率表示。干压陶瓷砖吸水率产生的主要原因是烧结后的产品,仍或多或少的残留一些气孔。该气孔的形成,有的是坯料中某些成分(如碳酸盐、硫酸盐等)在高温烧制过程中分解放出的气体所致,有的是坯体在烧结过程中气体未被液相完全填充所致。而真空法测定干压陶瓷砖的吸水率,是利用抽真空将装有试样的容器与外界形成负压,排除试样开口气孔中的气体,使水注满开口气孔[4]。
4 试验方案
根据产品标准,干压陶瓷砖按不同的吸水率分为5类,每类为同一品牌的同一批次产品,每类取15块砖作为样品,每5块为一组利用真空法分别在国家标准要求值10Kpa和低于要求值9Kpa、8Kpa测定其吸水率。
5 试验方法
按照GB/T3810.3-2006《陶瓷砖试验方法第3部分 吸水率、显气孔率、表观相对密度和容重的测定》中的试验方法进行测定。将准备好的样品放在110℃±5℃烘箱中烘至恒重,即每隔24h两次连续称量的质量之差小于0.1%,在干燥器内冷却至室温。称量并记录每块试样的质量。然后将样品竖直地放在真空箱中,使样品互不接触,加入蒸馏水将砖覆盖并至少高出5cm。抽真空至(10~8)KPa,保持30min后停止抽真空,让砖浸泡15min 。用一块拧干的浸湿过的麂皮轻轻擦干每块样品的表面,称重,记录每块试样的称量结果。[5]
6 吸水率的结果表示
每块砖的吸水率,用干砖的质量分数表示,计算公式如下:

式中:
m1——干砖的质量,g;
m2——砖在真空下吸水饱和的质量,g;
E——测定的吸水率.
7 试验结果
按照上面的方法和结果表示,对瓷质砖、炻瓷砖、细炻砖、炻质砖和陶质砖采用真空法真空度分别在10KPa、9 KPa和8 KPa下测试的吸水率结果如下:
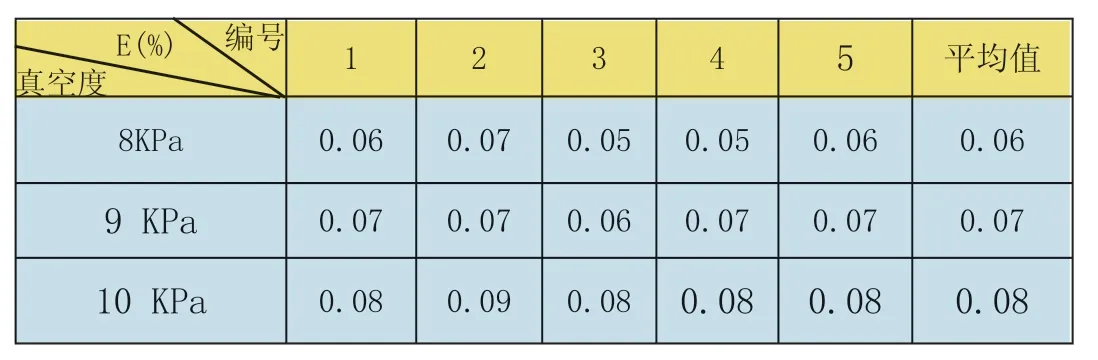
表1 瓷质砖在不同真空度下的吸水率 (%)
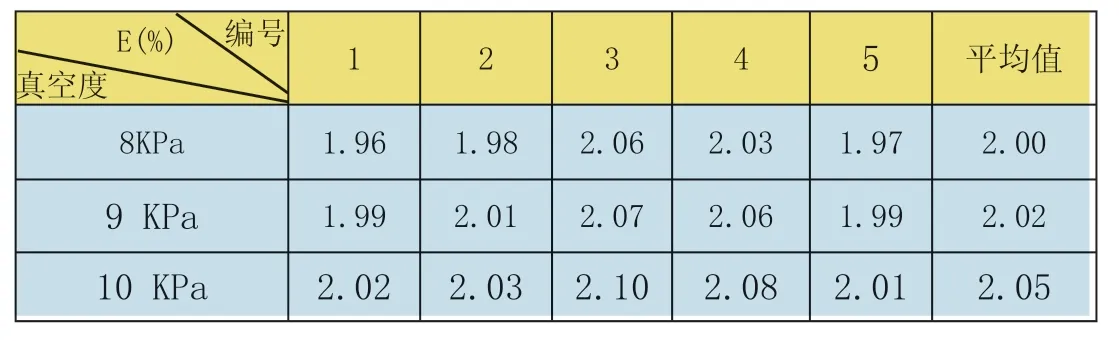
表2 炻瓷砖在不同真空度下的吸水率 (%)
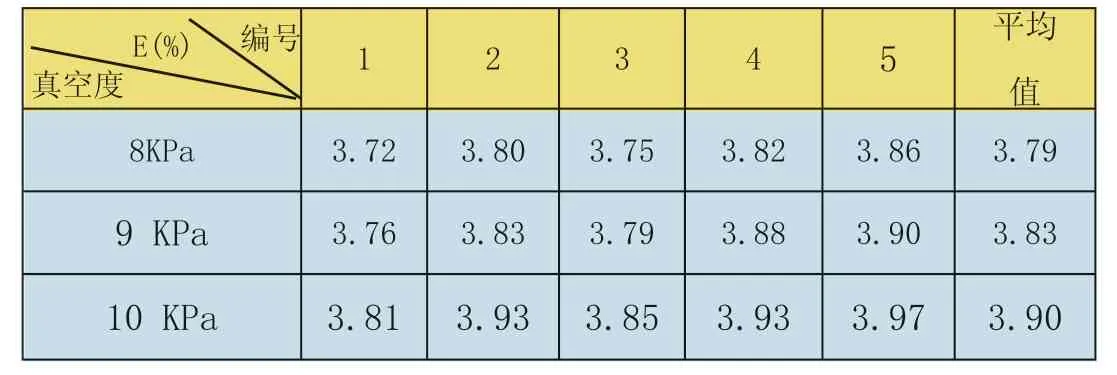
表3 细炻砖在不同真空度下的吸水率 (%)
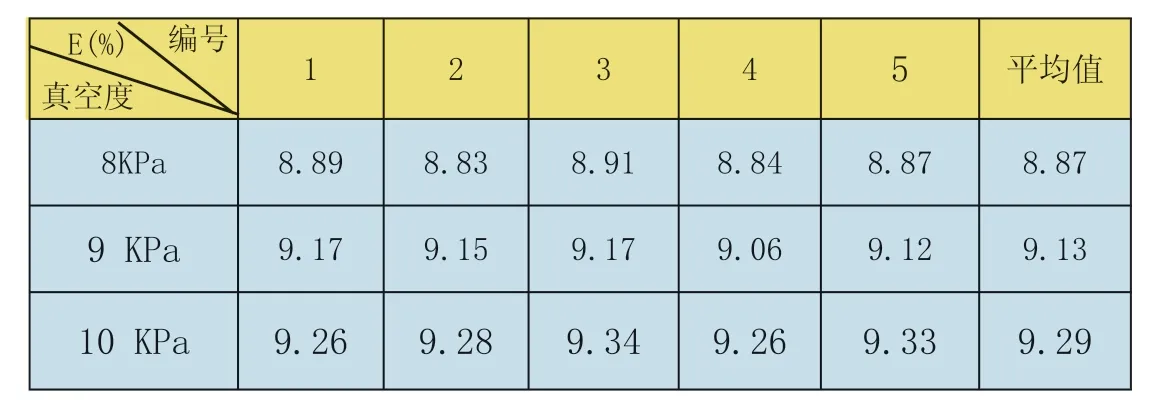
表4 炻质砖在不同真空度下的吸水率 (%)
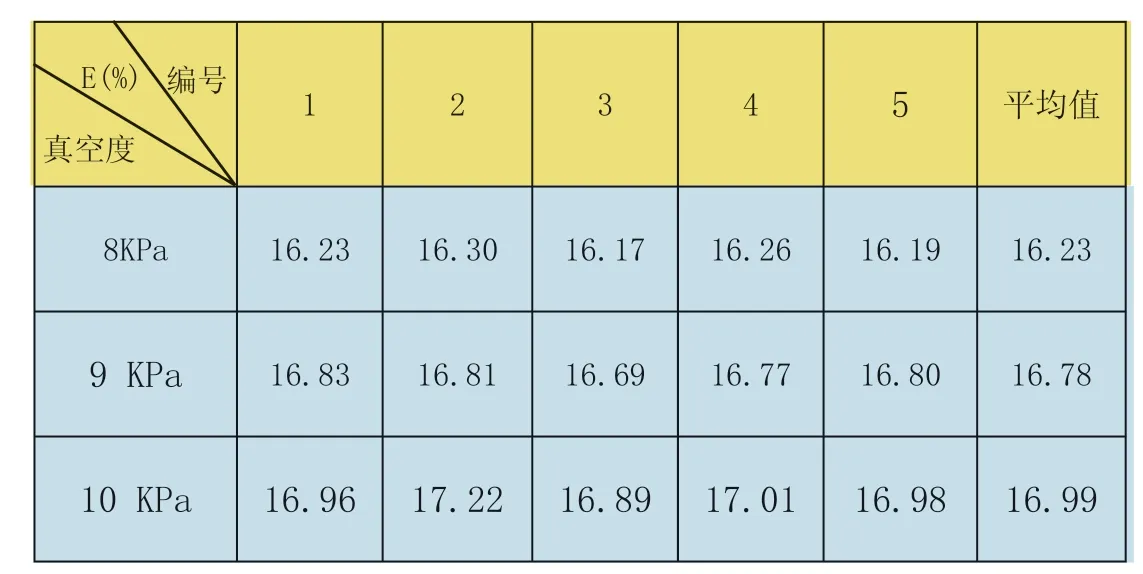
表5 陶质砖在不同真空度下的吸水率 (%)
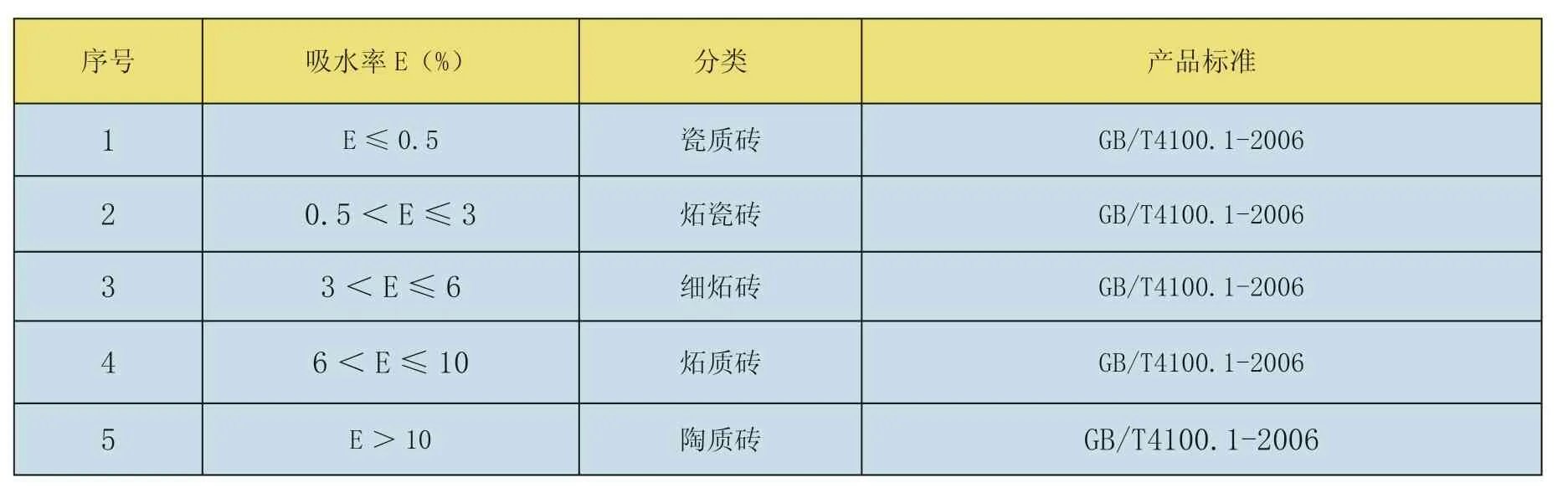
表6 干压陶瓷砖的分类

表7 各类干压陶瓷砖的吸水率偏差与真空度偏差的关系
从表1至表5可以看出,由于真空度不同,同一样品采用相同的方法所测得的吸水率也不相同,结果表明,真空度偏小时,测试的吸水率也将会偏低。
8 分析与讨论
由于《陶瓷砖》国家标准是按照吸水率的大小对干压陶瓷砖的分类的,共分为5类,见表6[5]。
为了更明确地表示真空度的偏差对各类干压陶瓷砖吸水率影响的大小,分别用表7 各类干压陶瓷砖的吸水率偏差与真空度偏差和图1不同真空度偏差下各类干压陶瓷砖的吸水率偏差曲线表示他们之间的关系。
表7和图1是在真空度偏小1 KPa和2 KPa时,测试的各类干压陶瓷砖的吸水率偏差值以及曲线图。从表7和图1可以看出,在真空度不足的情况下测试的各类干压陶瓷砖的吸水率都要偏小,在真空度低于标准要求2Kpa时,吸水率可偏小到0.8%左右。这是由于吸水率实际上反映的是干压陶瓷砖内部气孔率的情况,一般说来,气孔率高吸水率大,气孔率低吸水率小。而真空法检测干压陶瓷砖的吸水率时,是利用抽真空将装有试样的容器与外界形成负压,排除试样开口气孔中的气体,使水注满开口气孔。当真空度不足时,有可能不能使存在于试样开口气孔中的气体完全被抽出,浸泡时开口气孔不能被水完全进入,因此在真空度偏低的情况下测试的干压陶瓷砖吸水率将会偏小。而干压陶瓷砖是按照吸水率的大小来分类的,不同类的干压陶瓷砖的物理性能指标也不一样,如果测试吸水率时抽真空度不足,这样测试的结果吸水率比实际值偏小,干压陶瓷砖归类也比实际高一类别,其于物理性能的指标要求也高,在这种情况下有可能使本来符合标准要求的干压陶瓷砖而由于指标的提高成为不合格产品。例如,某一生产企业利用真空法对生产的干压陶瓷砖进行吸水率的测试,以此结果作为对干压陶瓷砖进行分类。可由于企业内部真空设备精确度不高,再由于人员工作态度不高严谨,在真空度没有抽到标准要求、浸泡时间不足的情况下,对试样进行称量和计算。在这种情况下测定的结果吸水率已接近10%,但按照测试结果仍然为第四类-炻质砖,故产品说明和包装上面应该打印产品符合GB/T4100.4-2006国家标准,其余的性能也应该满足国家标准GB/T4100.4-2006的指标要求。但是,从上面的试验知道,由于真空度不足和浸泡时间不够,以自测定的吸水率值比实际值便小,如果而按照国家标准要求,真空度为10KPa测得的吸水率就要大于10%,应该归于第5类—陶质砖,其余的性能满足国家标准GB/T4100.5-2006的指标要求也就可以了。
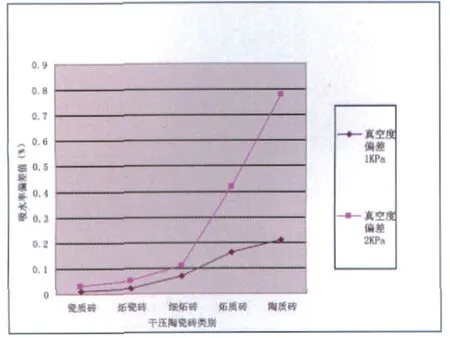
图1 不同真空偏差下陶瓷砖吸水率的偏差曲线
所以,利用正确的测试方法,严格按照标准的要求来控制干压陶瓷砖的内在质量,对于企业指导生产管理,提高企业的产品质量和信誉,使企业在激烈的市场竞争中立于不败之地具有重要的意义。
[1] 江崑.关于干压陶瓷砖吸水率检测方法的探讨[J].中国科技信息,2005(15):26.
[2] 贺东强. 干压陶瓷砖质量问题分析[J].陶瓷,2006(2):36~37.
[3] 徐玉扬.陶瓷砖吸水率检验结果的判定[J].江苏陶瓷,2001(4):35~36.
[4] 赵江伟,梁柏清,等.陶瓷砖吸水率测试方法的探讨[J].陶瓷,2010(1):28~30.
[5] GB/T3810.3-2006,陶瓷砖试验方法 第3部分 吸水率、显气孔率、表观相对密度和容重的测定[S].北京:中国标准出版社,2006.
[6] GB/T4100-2006,陶瓷砖[S].北京:中国标准出版社,2006.
