控制薄壁零件变形的工艺措施
2010-02-20陈德兰
陈德兰
(中航工业成都凯天电子有限责任公司,四川成都610091)
解决薄壁零件的加工变形,历来是机械加工行业的主要难题。为此,国内外学者通过大量的理论分析和实验研究,建立了若干种动态、静态的加工模型,利用有限元技术模拟分析刀具和工件的加工变形,并由此提出了一些有效的加工方法,使薄壁件的加工技术有了一定的突破。我们在实际生产中,根据不断出现的变形情况,采取相应措施控制变形,取得了较好的效果。
1 产生变形的原因
薄壁零件产生加工变形的原因很多,首先在零件设计时,要考虑其结构的工艺性,零件形状应提高其结构刚性,避免加工变形;尽量作到结构对称、薄壁厚度均匀一致,不能发生突变。选择毛坯时,尽量选用消除了内应力的原材料。在制造系统中,零件加工变形的主要因素有:
(1)工件的装夹条件。因薄壁零件刚性差,加工时因夹紧力与支承力的作用点选择不当,会引起附加应力;夹、压的弹性变形将影响表面的尺寸精度和形状、位置精度,产生加工变形。所以,零件加工时的装夹、定位设计是减小变形、保证质量的重要因素之一。
(2)加工残余应力。零件在加工过程中,由于刀具对已加工面的挤压、刀具前刀面与切屑、后刀面与已加工表面之间的摩擦等综合作用,使零件表层内部产生新的加工残余应力。残余应力是一个不稳定的应力状态,当零件受到外力作用时,外力与残余应力相互作用,使其某些局部呈现塑性变形,截面内的应力重新分配,当外力作用去除后,整个零件由于内部残余应力的作用发生变形,这种切削过程中残余应力的重新分布引起的工件变形,对加工质量产生重要影响。
(3)切削力和切削热、切削振动。在切削过程中,为了克服被加工材料的弹性变形、塑性变形以及刀具与切屑和工件之间的摩擦,会产生切削力和切削热,在切削力和切削热的作用下,容易产生振动和变形,影响工件加工质量。
另外,机床、工装的刚度,切削刀具及其角度、切削参数和零件冷却散热情况等对零件的变形也有一定的影响。所有因素中,切削力、夹紧力以及残余应力,是产生加工变形的主要因素。
2 控制零件受力变形的工艺措施
2.1 利用零件的整体刚性加工薄壁零件
随着零件壁厚的减小,其刚性降低,加工变形增大。因此,在切削过程中,尽可能地利用零件的未加工部分,作为正在切削部分的支撑,使切削过程处在刚性较佳的状态。如:腔内有腹板的腔体类零件,加工时,铣刀从毛坯中间位置以螺旋线方式下刀以减少垂直分力对腹板的压力,在深度方向铣到尺寸,再从中间向四周扩展至侧壁。内腔深度较大时,按如上方法分多层加工。该方法能有效地降低切削变形及其影响,降低了由于刚性降低而可能发生的切削振动。
2.2 采用辅助支撑
对于薄壁结构的腔类零件加工,关键问题就是要解决由于装夹力引起的变形。为此,可通过在腔内加膜胎(橡胶膜胎或硬膜胎),以提高零件的刚性,抑制零件的加工变形;或采用石蜡、低熔点合金填充法等工艺方法,加强支撑.进而达到减小变形、提高精度的目的。
2.3 设计工艺加强筋,提高刚性
对于薄壁零件,增加工艺筋条,以加强刚性,是工艺设计常用的手段之一。如图1a所示的圆支管,加工长槽时,在右端上下二槽口留3 mm加强筋(如图1b),然后进行去应力处理,最后用线切割(加工应力小)去掉加强筋、并用心轴进行校形。按此方法加工的零件,变形可控制在设计精度范围内。
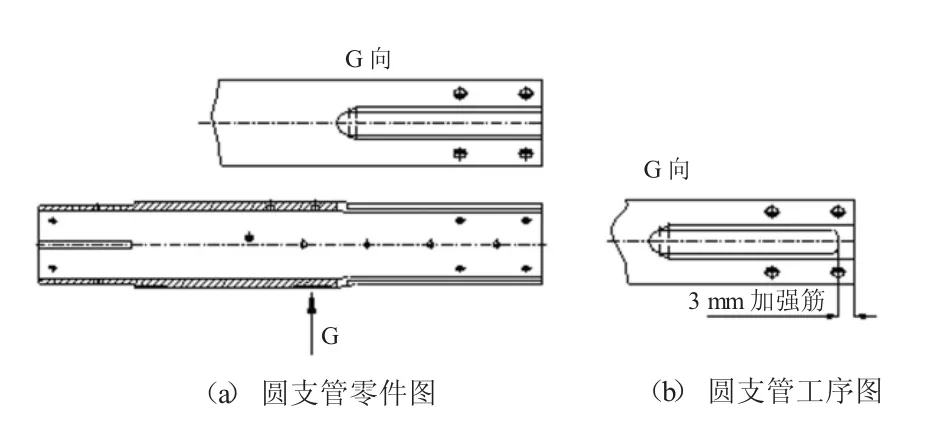
图1 设计工艺加强筋,提高刚性
2.4 对称分层铣削,让应力均匀释放
毛坯初始残余应力对称释放,可以有效减小零件的加工变形。对厚度两面需进行加工的板类零件,采用上下两面去除余量均等的原则,进行轮流加工,即在上平面去除δ余量,然后翻面,将另一面也去除δ余量。加工时采用余量依次递减的原则,轮流的次数越多,其应力释放越彻底,工件加工后变形越小。
2.5 刀具下刀方式的优化
刀具下刀方式对零件的加工变形有直接的影响。如垂直进刀方式,对腹板有向下的压力,会引起腹板的弯曲变形;而水平进刀方式,对侧壁有挤压作用,在刀具刚性不足时造成让刀,从而影响加工精度。
如图2中的a图所示某零件,凸块高3 mm,腹板厚2 mm,选材为LY12-CZ铝合金。首次加工时零件平放,用片铣刀垂直进刀开槽,结果腹板变形严重,且2 mm×3 mm凸块有倒塌的情况出现;改进工艺方法后如图b所示竖放,片铣刀水平进刀,加工完一半后、换另一半加工。然后按相同方法加工另一方向的槽。按此方法加工的零件变形小、质量稳定。
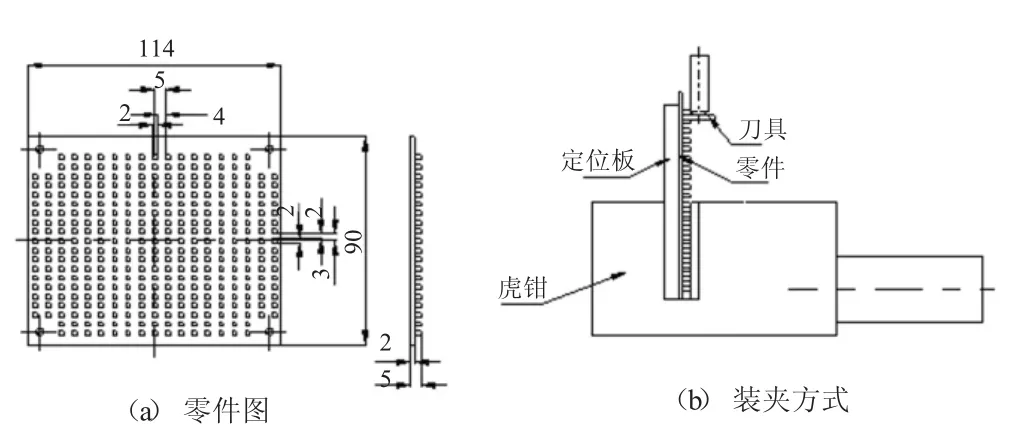
图2 下刀方式对加工变形的影响
2.6 采用数控高速加工
随着数控机床的普及应用,许多控制薄壁零件变形的措施得以用程序固化,避免了因操作者的不同而出现质量差异的情况。对精度较高的薄壁零件,可以采用数控高速加工的方式控制变形。高速加工采用“小切深,快走刀”的方式,使刀具在高速旋转时,与工件接触的瞬间,工件产生软化状态,切屑成碎屑状,切削力迅速下降,加工变得很轻快;同时切削热在第一时间被迅速带走,使工件表面基本保持在室温状态,从而排除了因加工而导致的零件变形。
2.7 热处理去应力
薄壁结构的零件在加工过程中,因应力释放极易变形,工艺方法常采用粗、精加工分开进行,并在粗加工后进行去应力处理,即采用粗加工—去应力热处理—精加工的流程。对于变形严重的高精度零件,还要安排半精加工,并进行多次去应力处理。
另外,振动消除应力、深冷处理去应力等措施,效果较好,但其应用范围需进一步推广。
2.8 合理选择工件定位装夹方法
为控制加工变形,除进行工艺方法的优化外,还需要合理选择工件装夹方法,减小夹紧力对变形的影响。
(1)定位心轴。当轴类薄壁零件以内孔定位,加工外型面及其孔系时,常采用心轴定位、轴向夹紧的方式加工。采用轴向夹紧工件的夹具,使夹紧力作用在刚度较大的轴向。如图1a所示的圆支管,选用LY12-CZ φ60 mm×265 mm棒材加工成形。要求以孔定位,加工外形上的孔系及槽、刻线等内容。零件定位装夹方式如图3所示,采用台阶心轴,左边一段外圆与零件内孔配合,右边采用衬套定位,用垫圈和螺母紧固,采用一夹一顶的方式进行加工。此定位有效地避免了径向发生大的变形。
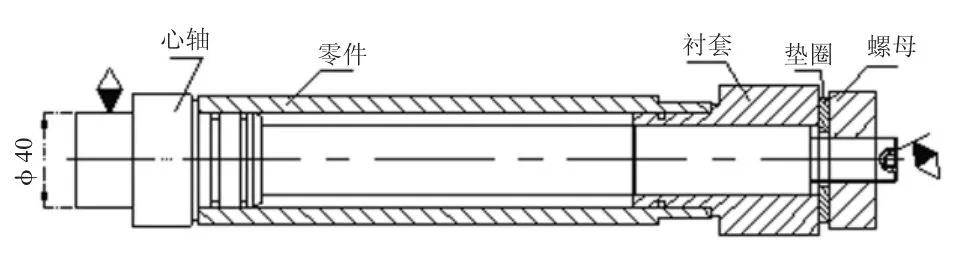
图3 轴类薄壁件的心轴定位图
(2)软爪。当采用外圆定位、加工内型面的工艺方案时,夹紧力不宜集中于工件的某一部分,应使其分布在较大的面积上,使工件单位面积上所受的夹紧力较小,从而减少其变形。为此,可以采用扇形软爪,即在卡盘上安装铜制卡爪,根据零件实际直径镗出扇形定位面,以增加卡爪的宽度和长度。
(3)通用压板。采用通用压板装夹板类零件的装夹要点,是压板的数量和在机床工作台面上围绕毛坯的作用点分布,还有夹紧力的大小。一般地说,压板数量应当适中,作用点分布位置需要均匀错开,压紧时对称用力并夹紧力尽可能小些。如果薄壁件的长、宽尺寸大,而厚度很小时,采用通用压板压紧后,毛坯中间部位容易产生翘曲变形,影响加工精度,此时需分区域加工或配以磁铁吸附。
近年来,真空吸盘夹具逐渐进入机械加工领域,真空吸盘夹紧力分布均匀、大小一致,没有机械夹紧件,不会造成工件局部变形,十分适合装夹薄壁件;但真空吸盘夹具需要定制系统,成本高,仅适用于批量生产。
3 结束语
以上分析了薄壁零件的变形原因,主要为应力释放变形和受力变形,本文提出了有效的控制方法——选用合适的防变形装夹技术,采用数控高速加工优化工艺流程。同时,根据零件的具体结构,采取不同的工艺措施及手段,如工序安排、走刀路线优化等,可有效地控制薄壁零件的变形。
[1]张耀宸.机械加工工艺设计实用手册[M].北京:航空工业出版社,1993.