微细电解加工技术的概况与展望
2010-02-10谢岩甫
谢岩甫,刘 壮,陈 伟
(南京航空航天大学机电学院,江苏南京 210016)
随着现代科学技术的发展,产品功能集成化、结构小型化的要求越来越显重要,越来越多的微细结构出现在工业应用中,微细加工的研究得到了广泛的重视。近几年来,由于许多其他领域新技术新工艺的引入以及对电解加工过程机理的更深入研究,电解加工一改原来加工精度不高的特点,被应用于高精度微细结构的加工中,在微细电解技术方面的研究迅速发展起来。
1 典型微细电解加工技术
电解加工是利用金属在电解液中发生电化学阳极溶解的原理对材料进行腐蚀成形的加工方法。从加工机理上看,工件阳极上的金属原子在加工中不断地失去电子成为离子而从工件上溶解,其材料的减少过程以离子的形式进行,这种微离子去除方式使电解加工具有微细加工能力。又因为电解加工过程中工具电极和工件不接触,具有加工材料范围广泛,不受材料强度、硬度、韧性的影响,工件表面无加工应力、无变形以及热影响区、无工具电极损耗、加工表面质量好等一系列独特的优点[1],微细电解加工技术是当前电化学加工领域中最活跃也是最热点的研究方向[2]。近几年来,微细电解加工技术延续了20世纪90年代以来的良好发展势头,工艺技术水平和设备性能均得到了稳步发展,应用领域进一步扩展。下面简要对几种典型微细电解加工技术进行介绍和讨论。
1.1 掩膜微细电解加工
掩膜微细电解加工是结合了掩膜光刻技术的电解加工方法。它是在工件的表面(单面或双面)涂敷一层光刻胶,经过光刻显影后,工件上形成具有一定图案的裸露表面,然后通过束流电解加工或浸液电解加工,选择性地溶解未被光刻胶保护的裸露部分,最终加工出所需形状工件[3]。由于金属溶解是各向同性的,金属在径向溶解的同时也横向被溶解,因此研究如何控制溶解形状、尽量减少横向溶解等对保证掩膜微细电解的加工精度非常重要[4-6]。为了提高加工速度和加工精度,可在工件两面都覆盖一层图案完全相同的掩膜,从两边相向同时进行溶解。图1是单面和双面掩膜电解加工的微孔[7],图2是掩膜微细电解加工出的微传感器[8]。

1.2 电液流微细电解加工
电液流微细加工是在金属管电极加工小孔的基础上发展起来的一种微细电解加工方法,主要用于加工航空工业中的各种小孔结构[9]。电液流加工时,采用呈收敛形状的绝缘玻璃管喷嘴抑制电化学反应的杂散腐蚀,高压电解液由玻璃管中的高压金属丝极化后,高速射向工件待加工部位,利用高电压电场进行金属的电化学去除加工。
玻璃管电极是电射流加工的主要工具。玻璃管的直径大小决定了电射流加工的尺度,通常加工孔径为0.13~1.30mm。据国外报道,可加工最小孔径为0.025mm,加工精度为孔径的±5%或±0.025mm。电射流加工技术非常适合加工航空发动机高温涡轮叶片的深小孔、孔轴线与表面夹角很小的斜孔和群孔[3-6]等。电液流加工方法不存在切削力,因此可对薄壁零件进行切割。由于玻璃管阴极的制造工艺限制了阴极直径尺寸不可能任意缩小,从而大大限制了电液束加工的能力。采用阴极不进给的方式,加工孔径不受电极直径尺寸的限制,故可加工出直径小于0.1 mm的微孔,但加工深度很有限。而采用阴极进给方式,加工孔径至少要大于阴极管的外径。目前的研究水平表明,对于直径为0.2 mm以上的微孔,采用阴极进给方式加工,可加工出深径比为100∶1的深小孔[9-11]。
1.3 EFAB技术
EFAB(Electrochemical Fabrication)制作技术是由美国南加州大学信息研究所的Adam Coben等人于1999年提出的。它是基于SFF(Solid Freeform Fabrication)的分层制造原理,用一系列实时的掩模板选择性电沉积金属将微结构层层堆积起来,这些实时的掩模板是通过将光刻胶涂于金属衬底上,经光刻显影后形成的。在电沉积时,掩模板的衬底作为电铸阳极,这与LIGA和准LIGA技术中的掩模电铸是完全不同的[12]。利用EFAB制作三维金属微结构需循环进行选择性电沉积、平铺电沉积和平坦化3个步骤以及最后的选择性刻蚀,选择性电沉积和平铺电沉积的金属,既可是结构金属也可是牺牲层金属,它克服了LIGA和准LIGA只能加工简单平面三维的缺点,能加工真正的三维图形,因而具有很好发展前景。但EFAB也存在着加工过程非常复杂、步骤繁多的问题,这使制造费用极其昂贵。
1.4 约束刻蚀剂层技术
约束刻蚀剂层技术(Confined Etchant Layer Technique,简称CELT)是1992年由厦门大学的田昭武院士等人提出的。该技术将传统的各向同性的湿法化学刻蚀变为具有距离敏感性的化学刻蚀,能在不同的材料(半导体、金属和绝缘材料)上实现复杂三维微图形的复制加工,已成功地在Si、Cu、GaAs等材料上加工出复杂三维立体结构。其加工的基本原理是:利用电化学或光化学反应在三维图形的模板表面产生刻蚀剂,当刻蚀剂向溶液中扩散时,与溶液中的捕捉剂迅速发生反应,致使刻蚀剂几乎无法从模板表面往溶液深处扩散,从而把刻蚀剂紧紧地约束在模板表面轮廓附近的很小区域内。当模板逐步靠近待加工材料的表面时,被约束的刻蚀剂就能和待加工基底的表面发生化学反应,从而加工出与模板互补的三维微图形。图3是利用规整的齿状结构为模板、在Cu的表面上加工的三维微结构,其结构与齿状模板互补。

图3 利用CELT方法在Cu表面加工的三维微结构
该技术的最大特点:一是具有距离敏感性,加工精度能达到亚微米至纳米级;二是可实现批量复制;三是加工出的图形表面具有连续性,可加工出球面、锥形等复杂的三维结构;四是不必使用掩膜模板,省去了掩膜的精确定位和对准等工序。但该加工方法也存在着两个问题:需采用其他技术制作加工所需的高精密模板以及选择合适的刻蚀系统,使其达到纳米级精度刻蚀[13]。
1.5 脉冲微细电解加工技术
虽然电解加工利用电化学溶解蚀除的方式加工,理论上可达到离子级的加工精度,在加工质量上又具有很多优点,但加工中在阳极工件表面不管是加工区还是非加工区只要有电流通过,都会发生电化学反应,造成杂散腐蚀。因此,将其应用于微细加工领域,必须解决杂散腐蚀的问题,提高电化学反应的定域蚀除能力。早期研究发现,脉冲电解可提高溶解的定域性和过程稳定性,但对脉冲宽度在溶解定域性上起多大作用及其起作用的具体机理并不清楚。后来研究发现,脉冲电解中采用脉宽为毫秒级和微秒级的脉冲,可使电流效率-电流密度曲线的斜率增大,加工过程的非线性效应增强,工件溶解的定域性得到提高,有利于提高加工精度[14-16]。
随着纳秒脉冲电源的应用,微细电解加工得以向更细微化的方向发展。德国Fritz-Haber研究所的R.Schuster、V.Kirchner等人采用脉冲宽度为纳秒级的超短脉冲电流进行电化学微细加工新技术,成功地加工出了数微米尺寸的微细零件,加工精度可达几百纳米,充分发挥了脉冲电流微细电解加工的潜力。该技术根据电化学测试技术,在电解加工系统中又增加了参比电极和辅助电极,用电化学恒电位仪严格监控工具和工件的电极电位(将工具电位控制在被加工金属的平衡电位,工件电位控制在高于工具电位0.2 V);通过对极间电流波形的高速采样精密控制加工间隙至1μm,使用超短脉冲(脉宽30 ns、占空比1∶10)小容量电源提供能量,实现了亚微米级精度的电化学加工。图4a是用直径10μm的铂丝在铜板上加工出的微结构,底部平台上的棱柱为5μm×10μm×12μm;图4b是在0.2mol/L的HCl电解液中,用直径2μm钨丝电极、3 ns脉宽加工出的微螺旋结构,深度为5μm[17]。
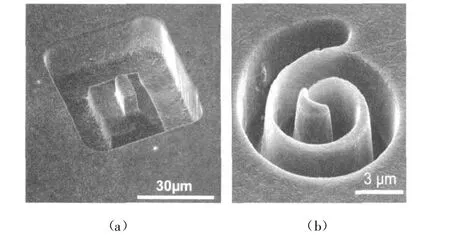
图4 超短脉冲微细电解加工的微细结构
1.6 其他有关微细电解加工的研究进展
基于扫描探针显微术的微细电解加工技术近年来受到广泛关注,其中既有基于扫描电化学显微镜(SECM)的,也有基于扫描隧道显微镜(STM)的,不过基本上都是处于实验室研究阶段。该方法的特点是加工尺度可达微米级以下,显示出微细电解加工技术在微/纳加工领域的潜能。加工中的阴极通常采用电化学腐蚀得到的探针电极,探针的形状和尺寸对加工的分辨率和加工质量有很大影响,探针针尖尺寸可小至纳米级。日本研究人员采用STM进行电解腐蚀,加工出深100 nm、宽200~300 nm的微槽[18]。也有人尝试采用激光与STM联用进行电解微/纳米材料加工的新方法。考虑到采用STM进行微细电解加工对设备和加工条件要求苛刻,有人提出相对简单的基于扫描离子电导显微术的电解微细加工方法:采用内部充满电解液的微滴管作为微探针,微滴管的尖端口径从0.1μm到数十微米不等,在微滴管内设置一金属电极构成阴极,通过反馈控制电路保持微滴管与阳极表面的间距恒定,移动微滴管以不同路径横向扫描阳极,即可在阳极表面加工出任意形状的点、线、面结构[19]。
2 微细电解加工的最新成果
随着对微细电解加工机理研究的深入,结合微细电解加工的特点,综合运用现代控制技术理论、控制检测设备以及高效精确的电源设备,使电解加工在微细领域的加工能力进一步提高,加工效率、加工质量以及加工稳定性得到全面提升,主要的研究成果和进展如下。
2.1 基于纳秒级脉冲和高频群脉冲电源的微细电解加工试验研究
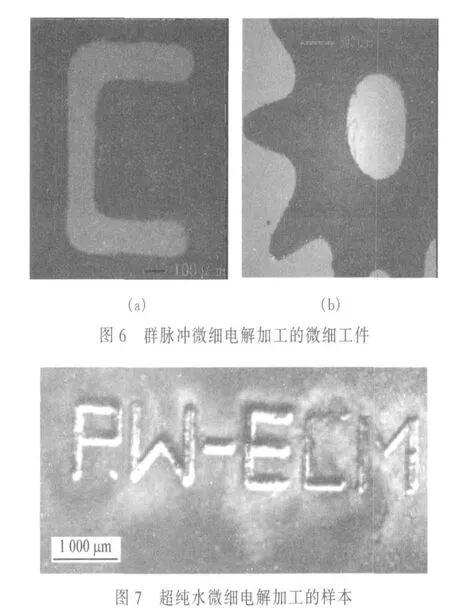
基于高频窄脉冲的微细电解试验国外起步较早,取得了一定的成果。而国内起步较晚,近几年来,国内一些科研院校和机构也对纳秒脉冲电源、高频窄脉冲电源和高频群脉冲电源的微细电解加工技术进行了深入研究,包括加工机理、试验分析、加工定域性分析等方面[20-25],并成功地加工出一些微细结构(图5和图6)。其中图5a为选用质量浓度10 g/L的NaNO3溶液,加工电压为5.5 V、脉宽与脉间都为40μs的脉冲电源,在厚度为300μm不锈钢(SUS304)上加工出宽约为60μm的曲梁;图5b是在镍板上加工出的复杂几何轮廓的SEM照片,电极直径为10μm,电解液浓度为 0.2mol/L的HCl溶液,加工电压3.8V,脉宽40 ns,频率2MHz,每个字母的大小为高90μm、宽60μm,字母线条的宽度为20μm左右。图6为利用高频群脉冲电源微细电解加工出微细工件,其中选用脉冲电压幅值10 V,主脉冲频率20 kHz,调制脉冲频率1 kHz,所加工的130μm的微细槽(图6a),精度为8μm、模数为0.2mm的齿轮工件(图6b)的齿型和D形孔的精度为10μm左右。

图5 高频脉冲微细电解加工的微细结构
2.2 超纯水微细电解加工试验研究
超纯水电解加工是在常规电解加工原理的基础上,利用超纯水作电解液,并采用强酸性阳离子交换膜来提高超纯水中OH-离子浓度,使电流密度达到足够去除材料的一种新型电解加工工艺方法[26]。日本学者率先提出以超纯水代替常规电解液,实现绿色、微细电解加工的思想。国内学者近年来也开展了超纯水电解加工机理[26-30]、超纯水小孔电解加工[27-28]、超纯水电化学扫描直写加工[31]、超声辅助纯水微细电解加工[32]等研究,为超纯水电解加工的应用奠定了基础。图7为超纯水微细电解加工出的字母样本,这说明超纯水微细电解加工能实现微米级的加工。
2.3 微细电解复合加工技术试验研究
复合电解加工是指那些基于电化学阳极溶解与其他加工作用(如机械研磨、电火花加工、超声加工、磁力研磨)相复合的加工方法。由于两种或者多种加工作用的复合,则加工作用相互促进,取长补短,增强了加工能力、扩大了加工范围,可全面实现高质量、高效率、低成本的要求。而最近几年在微细制造和加工方面,有关微细电解复合加工方面的研究越来越多,有效地提升了加工的效率和精度。目前主要集中在电解与超声复合、电解与电火花复合、电解与线切割复合等加工工艺研究上。其中试验研究证明,微细复合电解加工技术在对某些特殊材料(如硬质合金)的加工方面具有比单一超声加工、单一电解加工工艺更强的技术优势,能获得较好的加工精度、表面质量和生产效率[33]。利用微细电火花和微细电化学组合加工工艺对加工微细阵列轴孔的分析和研究,在加工过程中通过适度间歇抬刀、超声振动、循环流动工作液等方法,较好地解决了微弧放电、排屑、加工区温度过高等加工难题,获得了质量较好的、大小在30~100μm的阵列孔,从而实现了微细阵列轴孔的电火花、电化学组合加工,为大规模微细阵列轴孔的加工开辟了高效、可行的新工艺方法[34]。国内研究机构对微细电解线切割加工工艺的基础研究,也取得了较好的效果[35]。
2.4 结合工业实际对微细部件的电解加工试验研究
随着航空、汽车、生物医疗等工业的发展,一些微细部件如微坑、微细网孔等被广泛应用。近几年来,结合工业方面的需求,院校和科研机构也加大这方面的研究力度,不再一味地追求微细电解加工的极限能力,而是有侧重地结合实际需要,如何更有效、更经济、更稳定地加工出微细部件。主要集中在蜂窝状微坑、微细槽、微细轴、微细群孔和具有一定结构的微器件上,并取得了一定的成果[36-41]。
2.5 关于微细电解加工的基础理论试验研究
为了提高微细电解加工的精度、效率及改善加工过程的稳定性,国内外研究机构进行了大量基础理论研究:使用绝缘掩模屏蔽保护工件上不需加工的部位,以制作高精度的阵列型孔或复杂图形[42];电极侧壁形成绝缘层来降低杂散腐蚀,减小侧壁锥度和孔径,提高加工的尺寸精度[43];利用高频窄脉冲或超短脉冲提高微细电解加工的定域性,进行微米/亚微米精度的加工[44];利用工具电极高速旋转增强电解液搅拌,提高加工稳定性和效率[45];使工件作微量偏心摇动以匀化电解液液流,增强加工稳定性、提高加工精度等[46];利用工具电极间隙回退和周期性跳跃来移除电解产物,增强电解液更新的方法,提高加工稳定性、效率以及加工精度[47-49];分析电解产物对微细电解加工的影响[50]等。
2.6 有关微细电解加工的其他研究进展
结合微细电解加工发展的方向,一些科研机构逐步开发自己的微细电解加工系统:哈尔滨工业大学开发了多功能三维微细电解加工系统[51],南京航空航天大学研制了电化学微细加工监控系统[52]和阴极周期往复运动的微细电解加工系统[53];加大了电解加工间隙的检测和监控方法研究力度:利用循环迭代间隙控制方案,快速调整工具进给速度,使之近似等于工件去除速度,从而精确地维持恒定的小间隙,并利用虚拟仪器技术构建电解加工控制系统[54];利用加工电流和流体作用在阴极上的六维力为研究参数,用最小二乘多变元线性拟合法建立适当的关系方程式,在15%的误差范围内可用于在线检测加工间隙[55-56];特别是针对高频窄脉冲电化学加工,对加工间隙进行建模分析,提出间隙平均电流检测法,从而精确地维持恒定的小间隙,实现快速稳定的加工[57-58]。研究对象除了普通金属材料外,还涉及硬质合金、纯钛和半导体等。
3 未来展望
综合分析了微细电解加工的发展现状,可看到电解加工在微细领域的加工能力呈加速发展趋势。未来一段时间内,微细电解加工的研究重点和发展趋势主要会集中在以下几个方面:
(1)进一步完善硬件系统,如微进给系统和微控制工作台的性能和可靠性的提升,加工过程自动检测与适应控制研发的深化。
(2)加大微细电解加工机理的研究,尤其是在中、高频脉冲电流条件下,微细加工电化学反应系统动力学等方面的研究。
(3)重点加强微细电解在加工三维形状能力上的研究,使其微细加工能力更加广泛和具有竞争力。
(4)脉冲电源的深化研发,微秒级脉冲电源的工程化完善以及推广应用,纳秒级脉冲电源、群脉冲电源的性能完善。
(5)微细电极的研发制备。加强对微小电极制备工艺的研究,特别是具有一定形状的微细电极制备研究。
(6)新型电解液的试验研究。针对绿色制造,加大对新型无污染电解液的研发力度。
(7)理论成果向实际应用的转化。目前大部分的微细电解理论试验成果,还没有转化为实际的应用,应尽快由实验室向工业应用转移,使之真正成为生产力。
[1] 刘晋春,赵家齐,赵万生.特种加工[M].北京:机械工业出版社,2000.
[2] 陈远龙,张超,王天霁.电化学加工技术与展望[C]//第13届全国特种加工学术会议论文集.哈尔滨:哈尔滨工业大学出版社,2009:22-25.
[3] Mineta T.Electrochemical etching of a shapememory alloy using new electrolyte solutions[J].JournalofMicromechanicsand Microengineering,2004,14:76-80.
[4] DattaM.Fabrication of an array of precision nozzlesby through-mask electro chem icalmicromachining[J].Journalof Electrochem ical Society,1995,142(11):655-669.
[5] DattaM,Romankiw LT.Electrochemicalmicromachining tooland process for through-mask patterning of thin metallic films supported by non-conducting or poorly conducting surfaces:US,5284554[P].1994-02-08.
[6] Shenoy RV,Datta M.Effect ofmask wall angle on shape evolution during through-mask electrochemical micromachining[J].Journal of Electrochemical Society,1996,143:544-549.
[7] DattaM.Microfabrication by electrochem icalmetal removal[J].IBM Journalof Research and Development,1998,42(5):655-669.
[8] Mineta T.Electrochem ical etching of a shapememory alloy using new electrolyte solutions[J].JournalofMicromechanicsandMicroengineering,2004,14:76-80.
[10] Kozak J,Rajurkar K P,Balkrishna R.Study of electrochemical jet machining process[J].Transactions of the ASME,1996,118:490-499.
[12] Cohen A,Frodis U,Tseng F G,et al.EFAB:Low-cost,automated electrochem ical batch fabrication ofarbitrary 3Dm icrostructures[J].Proc.SPIE,1999,3874:236-247.
[13] 田昭武,林华水,孙建军,等.微系统科技的发展及电化学的新应用[J].电化学,2001,7(1):1-9.
[14] 王建业.高频窄脉冲电解加工的机理研究[J].华南理工大学学报(自然科学版),2002,30(1):6-11.
[15] Rybalko A V,Dikusar A.Electrochem icalmachining withm icrosecond pulses[J].Proceedings of the ISEM-11,1995:491-504.
[16] Kozak J,Rajurkar K P,Makkar Y.Selected problemsofmicro electrochem icalmachining[J].Journal ofMaterials Processing Technology,2004,149(1-3):426-431.
[17] Kock M,Kirchner V,Schuster R.Electrochem ical micromachining with ultrashort voltage pulses—a versatilemethod with lithographical precision[J].Electrochimica Acta,2003,48(20-22):3213-3219.
[18] Suda M,Nakajima K,Furuta K,et al.Electrochemical and optical processing of microstructures by scaning probe microscopy(SPM)[J].Proceedings of IEEEMEMS,1996:296-300.
[19] 章海军,黄峰.基于扫描离子电导显微术的电化学微细加工方法[J].电子显微学报,1999,18(1):90-93.
[20] 张朝阳,朱荻,王明环.纳秒脉冲微细电化学加工的理论及试验[J].机械工程学报,2007,43:208-213.
[21] 王贤成,狄士春.高频窄脉冲微细电解加工实验研究[J].机械工程师,2004(7):40-42.
[22] 谢晓芬,朱荻,曲宁松,等.纳秒级脉冲电流电解加工定域性的实验研究[J].电加工与模具,2006(2):23-26.
[23] 李小海,王振龙,赵万生.基于多功能加工平台的微细电解加工工艺[J].上海交通大学学报,2006,40(6):909-913.
[24] 付伟,张之敬,温楠.微细工件的高频群脉冲ECLM试验研究[J].微细加工技术,2007(5):22-25.
[25] 唐兴伦,张之敬,王建平,等.高频群脉冲电化学微小型加工中的反向电流与压力波[J].中国工程机械,2004,15(21):3-8.
[26] 鲍怀谦,徐家文.超纯水电解加工机理及工艺基础[J].化工学报,2006,57(3):626-629.
[27] 李颖,徐家文,彭思平.超纯水微细电解加工的基础研究[J].电加工与模具,2005(3):27-29.
[28] 鲍怀谦,徐家文,曹连民.超纯水微细电解加工的可行性研究[J].哈尔滨工业大学学报,2009,41(5):234-237.
[29] 鲍怀谦,徐家文.基于超纯水电解加工的水解离机理研究[J].宇航材料与工艺,2006(5):58-60.
[30] 刘云飞,朱荻,曲宁松.基于双极膜水解离的超纯水电解加工研究[J].电加工与模具,2007(3):24-26.
[31] 鲍怀谦,徐家文.基于超纯水电化学加工的扫描直写技术[J].纳米技术与精密工程,2008,6(4):312-315.
[32] 鲍怀谦,徐家文,王昌田.超声辅助纯水微细电解加工[J].山东大学学报(工学版),2008,38(6):30-36.
[33] 李红英,云乃彰,朱永伟.超声电解复合微细加工硬质合金试验研究[J].航空制造技术,2009(1):78-82.
[34] 翁浩明,王振龙.微细陈列方形轴孔的电火花和电化学组合加工工艺研究[J].电加工与模具,2007(5):5-8.
[35] 王昆,朱荻,张朝阳.微细电解线切割加工的基础研究[J].中国机械工程,2007,18(7):833-837.
[36] 王磊,朱荻,曲宁松,等.金属微孔网板微细电解加工技术研究[J].电加工与模具,2007(2):24-27.
[37] 王光强,朱荻,曲宁松.蜂窝状微坑结构的电化学加工研究[J].电加工与模具,2007(2):32-34.
[38] 陈伟.薄片复杂细槽的微细电解加工[J].机械工程师,2007(10):118-119.
[39] 朱保国,王振龙.微细轴电加工技术[J].电加工与模具,2005(4):1-4.
[40] 胡建华,汪炜.纯钛微细群孔的超声辅助光刻电解技术[J].中国机械工程,2008,19(22):2670-2672.
[41] 王磊,朱荻,曲宁松,等.电化学腐蚀法制备微细群圆柱[J].机械科学与技术,2007,26(7):856-861.
[42] Datta M,LandoltD.Fundamental aspectsand applicationsof electrochem icalmicrofabrication[J].Electrochimica Acta,2000,45(15-16):2535-2558.
[43] Li Yong,Zheng Yunfei,Yang Guanga,et al.Localized electro-chemicalm icromachining with gap control[J].Sensors and Actuators,2003,108:144-148.
[44] Schuster R,Kirchner V,Allongue P,et al.Electrochemicalmicromachining[J].Science,2000,289:98-101.
[45] 王明环,朱荻,徐惠宇.微螺旋电极在改善微细电解加工性能中的应用[J].机械科学与技术,2006,25(3):348-351.
[46] Rajurkar K P,Zhu Di,M cGeough JA,et al.Improvement of electrochem ical machining accuracy by using orbital electrode movement[J].CIRP AnnalsManufacturing Technology,1999,48(1):139-142.
[47] 马晓宇,李勇.间歇回退对微细电解加工的影响分析与试验研究[C]//第13届全国特种加工学术会议论文集.哈尔滨:哈尔滨工业大学出版社,2009:283-289.
[48] 衡冲,刘壮,陈伟.阴极周期跳跃式微细电解加工的正交试验研究[J].电加工与模具,2009(6):50-53.
[49] 马晓宇,李勇,胡满红,等.综合改善微细电解加工精度的工艺研究[J].电加工与模具,2009(5):24-29.
[50] 马晓宇,李勇,吕善进,等.加工间隙内的电解产物对微细电解加工的影响分析[J].电加工与模具,2008(6):31-35.
[51] 李小海,王振龙,赵万生.基于多功能平台的微细电解加工工艺[J].上海交通大学学报,2006,40(6):909-913.
[52] 徐惠宇,朱荻,史先传.电化学微细加工监控系统研究[J].传感器技术,2005,24(7):7-9.
[53] 刘壮,邱中军,衡冲.基于阴极周期往复运动的微细电解加工系统[J].传感器与微系统,2009,28(3):67-69.
[54] 史先传,朱荻,徐惠宇.电解加工的间隙监测与控制[J].机械科学与技术,2005,24(5):536-539.
[55] 陆永华,赵东标,云乃彰,等.基于电流信号的电解加工间隙在线检测试验研究[J].中国工程机械,2008,19(24):2999-3002.
[56] 陆永华,赵东标,云乃彰,等.基于六维力电解加工间隙在线检测试验研究[J].机械工程学报,2006,42(6):126-131.
[57] 狄士春,吴海波,赵万生,等.高频窄脉冲电化学加工间隙的在线检测与控制[J].哈尔滨工业大学学报,2007,39(1):35-37.
[58] 丁成伟,张玉林,曹洪民.基于电容模型的高频窄脉冲电化学加工极间间隙分析[J].电加工与模具,2008(增刊):41-44.
