45#钢H25高炉开口钎的开发与应用
2010-01-25孟翔熙张玉明
孟翔熙,张玉明
(抚顺新钢铁有限责任公司,辽宁抚顺113001)
0 前言
高炉开口用钎杆是出铁的必备工具。在高炉开口机凿开铁口的过程中,是靠开口钎头旋转切削和冲击破碎打开出铁口。其中,高炉开口机旋转扭矩和冲击力靠高炉开口机钎杆传递给钎头。高炉开口机钎杆工作环境和受力状态是十分复杂的,其一端承受着高炉开口机较高的扭矩和冲击负荷,而另一端将钻入高温出铁口炉体内,冲击载荷以冲击循环应力波的方式在钎杆内传播。
当前,高炉开口机方面,各钢铁公司都为提高生产效率而加大炉前设备的自动化改造力度,高炉开口机凿岩机已开始从人工、气动小功率开口机向机电液一体化高冲击能、具有冲击、旋转和正反打功能发展。高炉开口机冲击功可以高达300J以上,冲击频率达到近4000次/min,旋转扭矩近400N·m。在炉体出铁口堵材上,高强度无水炮泥的使用愈来愈普遍,铁口炉体强度也不断提高。
随着国家钢铁行业的持续发展,高炉的数量在不断增加,300m3以上的高炉都在使用高炉开口钎,需求量在7000~8000吨/年,部分出口到印度、日本、韩国等地。材质要求:40MnB、40CrMnMo、45Mn、45Mn2、55SiMnMo、35SiMnMoV、T8、40Mn2、60Si2Mn等。
1 分类
高炉开口钎按外形主要分为六角形高炉开口钎和圆形高炉开口钎。六角形高炉开口钎分实芯和空芯;圆形高炉开口钎分实芯和空芯。
2 技术要求
采用GB/T1301-2008《凿岩钎杆用中空钢》;部分采用协议标准或生产单位的内控标准。规格及代号见表1。化学成分要求见表2。
2.1 检验
钢材表面不得有裂纹、结疤、夹杂、折叠缺陷;表面上的局部缺陷应予清除,清除深度从公称尺寸算起应不大于该尺寸的公差;深度小于尺寸公差之半的个别划痕、压痕、麻点可不清除。硬度要求及脱碳层要求见表3、表4。

表1
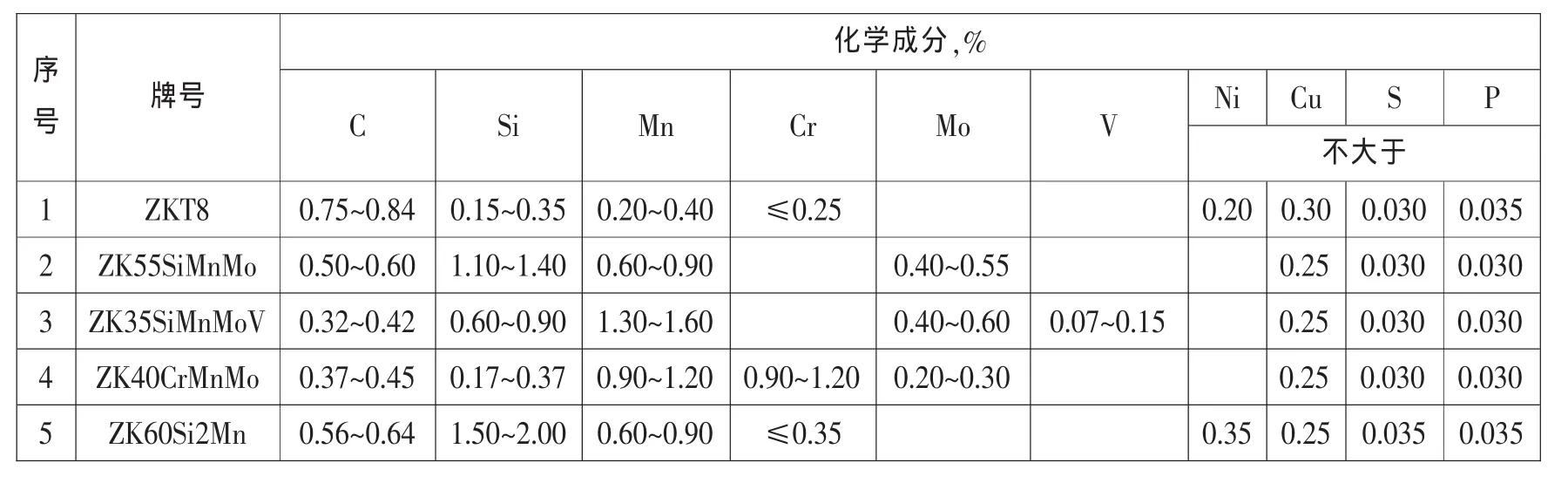
表2

表3

表4
2.2 生产工艺流程
高炉开口钎的主要生产工艺有以下三种:钻孔法、铸管法、热穿-热拔法。
我公司生产高炉开口用钎工艺为热穿-热拔法,具体工艺流程见图1。
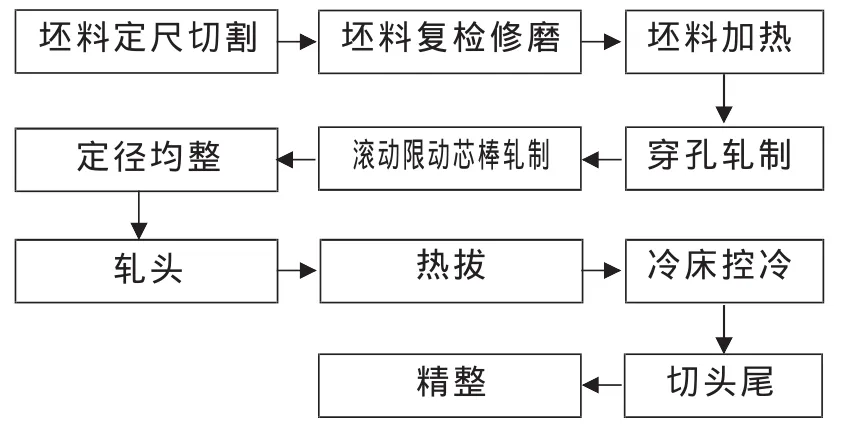
图1 高炉开口钎工艺流程
3 高炉开口钎市场需求
中空钢是制造钎具的原料,属于半成品,主要需求对象为钎具加工厂,市场分布零散,没有需求较集中的地区。由于近几年钎具行业内几个主要企业的激烈竞争,使得没有冶炼和轧制能力的钎具特钢加工厂纷纷倒闭或停产,主体钎具厂重型钎具产量以每年30%速度增加,因此中空钢的客户数量呈现小幅上升趋势。
建龙集团内部各个钢铁子公司对高炉开口钎的需求情况如下:
抚顺新钢铁有限责任公司需求情况,见表5。黑龙江建龙高炉开口钎需求情况,见表6。唐山建龙高炉开口钎需求情况,见表7。承德建龙高炉开口钎需求情况,见表8。国内主要地区中空钢及高炉开口钎用量分布,见表9。

表5 抚顺新钢铁高炉开口钎需求情况

表6 黑龙江建龙高炉开口钎需求情况

表7 唐山建龙高炉开口钎需求情况

表8 承德建龙高炉开口钎需求情况

表9 国内中空钢用量
4 45#钢高炉开口钎开发试验
4.1 选定理由
为了提高开铁口工作效率,缩短开铁口时间,开口机的扭矩和冲击能不断地增大;另外,为了延长炉体寿命,提高铁口稳定性,构筑铁口的炮泥特性发生了较大变化,添加了碳化硅和刚玉等材料,使铁口炮泥的强度明显增强,并在高炉炉缸的高温条件下经过烧结、渗铁作用,更有利于提高炮泥的抗拉压性能,从而使铁口的抗压强度和硬度得到显著增加。这些变化显著增加了开凿铁口时开口钎杆的工作负荷。
为达到高炉开口机凿岩机的性能要求,高炉开口机钎杆必须具有高的强度和良好的冲击韧性。而为了使凿入高温炉体内并被加热的钎杆不破断,要求钎杆同时具有高的热强度。
为保证使用寿命,我公司基本采用55SiMnMo钢制造高炉开口机钎杆。而随着钼铁价格的上涨,造成55SiMnMo高炉开口机钎杆制造成本和使用成本提高。
针对上述问题,通过分析高炉开口机用钎具承受载荷特性及其工作环境,参照现用55SiMnMo组织和性能特点,确定高炉开口机钎具性能要求和使用组织要求;综合机械性能和制造工艺,以及降低材质成本和高炉开口机钎杆制造成本等多方面考虑,采用45#钢作为研究对象。45#钢化学成分,见表10。
4.2 45#钢热处理条件及物理机械性能
GB/T699-1999标准规定的45#钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa。

表10 45#钢化学成分
GB/T699-1999标准规定45#钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J,硬度最佳状态为HRC30-40。
4.3 45#钢的常规应用情况
45#钢机械性能良好,广泛用于运动零件,如空气压缩机、泵的活塞,蒸汽涡轮机的叶轮,重型机械的轴、蜗杆、齿轮等等,表面耐磨的零件如曲轴、机床主轴、滚筒,较高强度的工具等等。
4.4 45#钢调质热处理分析
45#钢是中碳结构钢,冷热加工性能都不错,机械性能好,且价格低、来源广,应用广泛。它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45#钢的调质处理就是指淬火加高温回火的双重处理手段。调质处理后具有较高的范性和韧性,强度也较高,广泛应用于要求高强度并受冲击或交变载荷的重要工件。
4.4.1 淬火冷却过程分析
(1)淬火时产生的内应力
①热应力:钢快速冷却过程中表层先冷,中心后冷,始终存在表心温差,在冷却初期表层温度下降较快,表层较大的收缩受到心部的牵制,表层产生拉应力,心部产生压应力。
②组织应力:钢淬火时的组织应力主要是由于温差造成马氏体转变时间差而引发的。表面处于Ms点以下,而心部尚处于Ms点以上,表层形成马氏体发生体积膨胀受到未转变的心部牵制,在表面产生压应力,心部产生拉应力。
③淬火钢中的残留应力
不同因素对淬火钢中内应力的影响见表11。
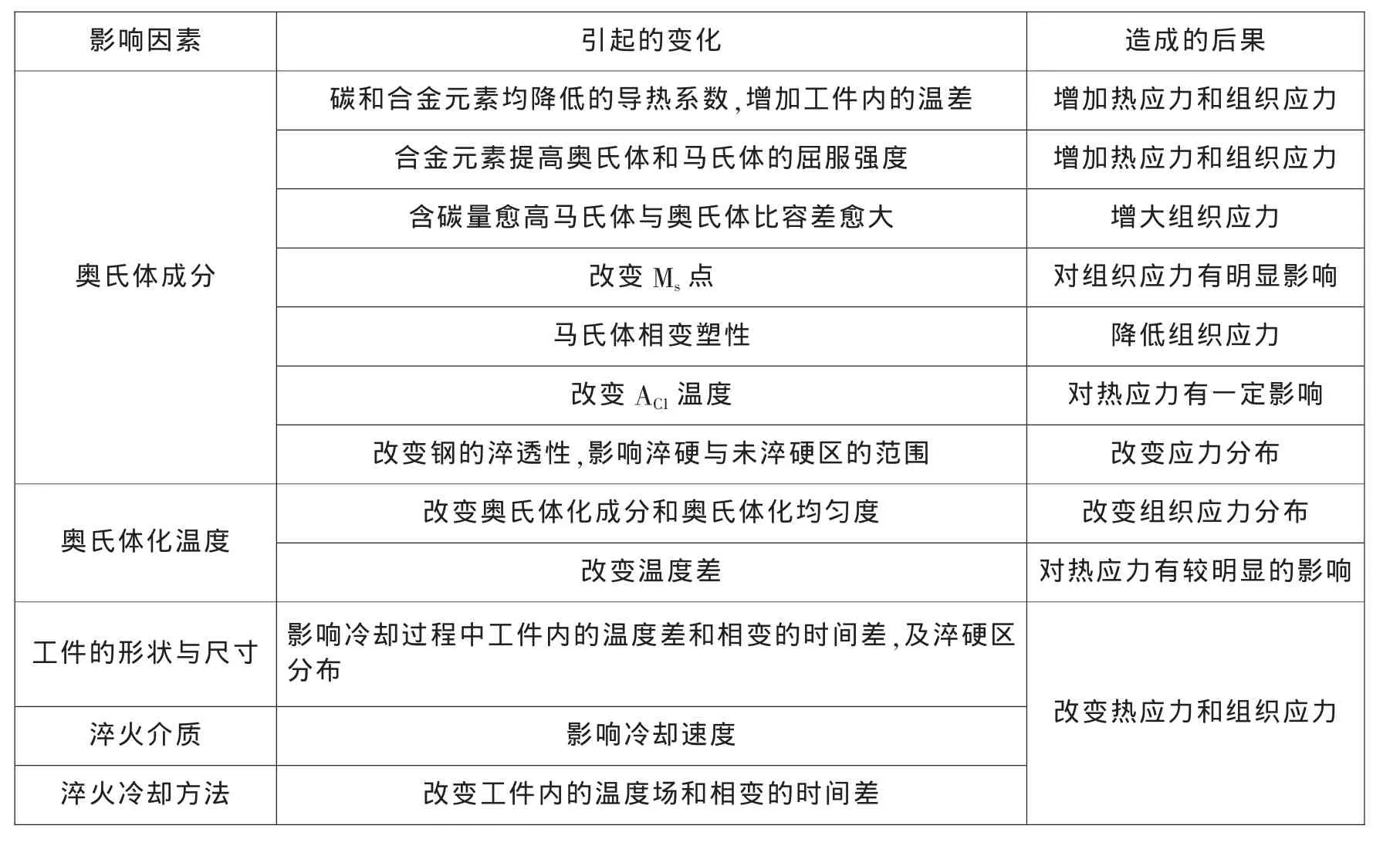
表11
(2)淬火裂纹
①纵向裂纹:又称为轴向裂纹,是典型的组织应力引发的裂纹,由表面向内开裂,裂纹深而长,常发生于淬透的工件。
②横向裂纹或弧状裂纹:裂纹经常发生于工件尖角处,未淬透的工件在过渡区易产生拉应力峰值,此类裂纹常萌生于一定深度的表层或工件内部。
③内孔纵向裂纹:钢的淬透性足够大时内孔表面的内应力以组织应力为主,切向拉应力较大,易在内孔壁面上形成沿纵向分布的裂纹。
④截面薄厚悬殊引起的淬火裂纹:冷却时在薄厚相差悬殊的部位马氏体相变的时间差很大,形成很大的组织应力,以致产生裂纹。
⑤应力集中引起的裂纹:钢件上有尖角、缺口等存在的情况下,易在淬火时造成应力集中而产生的裂纹,尤其是在应力集中截面尺寸急剧变化的共同作用下,淬裂的可能性更大。
(3)影响淬火畸变的因素
①钢的成分和原始组织:钢的导热率、淬透性、Ms点温度、马氏体相变的体积增量及热弹塑性力学行为等都和奥氏体化学成分和奥氏体化温度有关,对钢的热应力和组织应力以及它们所引起的变形有明显影响。
②零件的尺寸和形状:零件的尺寸变化直接影响到淬硬深度,影响到淬火应力分布。随着工件壁厚的增加,热应力型的畸变趋向增大,壁厚减薄,则组织应力型的畸变趋向增大。
③热处理工艺的影响:提高奥氏体化温度,热应力和组织应力均随之增加,并对淬火组织中马氏体、残留奥氏体、碳化物等各相的比有决定性的影响,而各相的比容又互不相同,工具钢的微变形就是通过调节奥氏体化温度来控制畸变。
④淬火前后各种因素的综合影响:除上面已提到的因素之外,淬火前机械加工、塑性成形、焊接及校直等都会在工件中造成残留内应力。如果未经去应力处理,会在淬火加热时因残留应力的松弛而引起畸变,此外淬火加热时因工件放置方法不当或夹具不良以及钢的自重的作用也会造成显著的畸变。
(4)淬火介质应具有的特性
①合适的冷却特性,碳钢和低合金钢淬火冷却到650℃之前,奥氏体还比较稳定,允许以较慢的速度冷却,以减少工件因内外温差而引起的热应力。在650-450℃范围,要求有足够快的冷却速度(超过临界冷却速度),低于100℃特别是在Ms点以下应缓慢冷却,以减少组织应力,防止过大的畸变和淬裂。
②良好的稳定性,介质在使用过程中性能稳定,不易分解、变质或老化。各种淬火油和有机物水溶液则存在不同程度的老化倾向,应尽可能选用老化缓慢,易于维护的品种。
③冷却均匀性,工件不同表面和部位冷却不可能是均匀的。种种不均匀程度与淬火介质的种类、品种以及搅拌方式有关。
④能使工件淬火后保持清洁,不腐蚀工件。
⑤淬火时不产生大量的烟雾。不产生有毒和刺激性气体,带出的废液对环境不构成污染,符合环保的要求。
⑥不易燃、易爆,使用安全。
4.4.2 淬火温度
45#钢淬火温度在A3+(30-50)℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长,也会出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45#钢淬透性低,故一般采用冷却速度大的10%盐水溶液。工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的工件,会导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。
45#钢调质件淬火后的硬度应该达到HRC56-59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
4.4.3 回火温度
45#钢的回火温度为在A1温度以下加热,使之变成稳定的回火组织的工艺过程,此过程不仅能保证组织转变,而且能够消除内应力。回火温度是决定回火后组织和性能的最重要因素。在选择回火温度时,应避开低温回火脆性温度区(300℃左右)。进行高温回火时对于具有高温回火脆性的材质,尽量采用600℃以上回火,保温后采用水冷或油冷,避免出现高温回火脆性。
45#钢淬火后的高温回火,加热温度通常为500-600℃,硬度要求为HRC22-34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。不同的硬度要求需调整不同的回火温度,如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求低些。关于回火保温时间,视硬度要求和工件大小而定,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上,截面积较小的工件可适当降低回火保温时间。
4.4.4 回火各阶段的特点
①马氏体分解,碳化物沉淀。
②渗碳体的形成。
③合金碳化物的形成二次硬化。
④残留奥氏体的分解。
⑤回复、再结晶和晶粒长大。
4.5 45#钢调质热处理工艺
4.5.1 调质后物理机械性能要求
硬度:HRC30-40;
屈服强度:≥400N/mm2;
抗拉强度:≥750N/mm2。
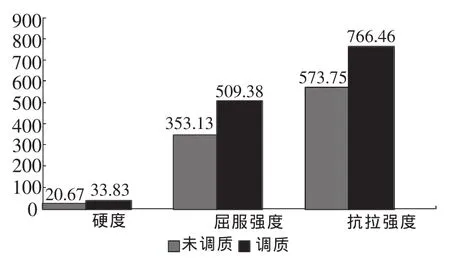
图2 物理机械性能对比直方图
4.5.2 淬火及回火温度
利用轧制余温对H25中空钢进行淬火处理,淬火温度830-850℃,淬火后H25中空钢温度300-350℃;因H25六角中空钢截面积较小,回火温度选为530-560℃。
4.5.3 淬火介质
考虑到成本及H25壁薄、截面积小的因素,采用温度20-30℃的流动水作为淬火的冷却介质。
4.5.4 淬火设备及操作
制作专用H25中空钢淬火设备,其要求:①底面倾角为5°;②提供流动水装置;③排水装置;④最深水位30 mm;⑤最浅水位5mm;⑥红外线侧温仪。
轧制余温均为900-950℃,为保证淬火温度的准确性及减小淬火型变形,淬火前先空冷降温,辅以红外测温仪监测温度;淬火操作为人工操作,由浅水区向深水区翻转,且翻转速度要求均匀,保证中空钢杆体均匀冷却,降低中空钢的形变量及内应力。待温度降至要求范围后(此过程由红外测温仪监测温度),送入冷床人工摆直并自然空冷。
4.5.5 回火操作
回火保温时间为45分钟,后空冷至室温。
4.6 调质前后的物理机械性能对比
对未进行调质处理和调质处理的45#钢H25高炉开口钎分别取24组试样,并对每组试样进行硬度、屈服强度、抗拉强度三项物理机械性能检验,两种条件下产品的性能差异,见表11,表12。
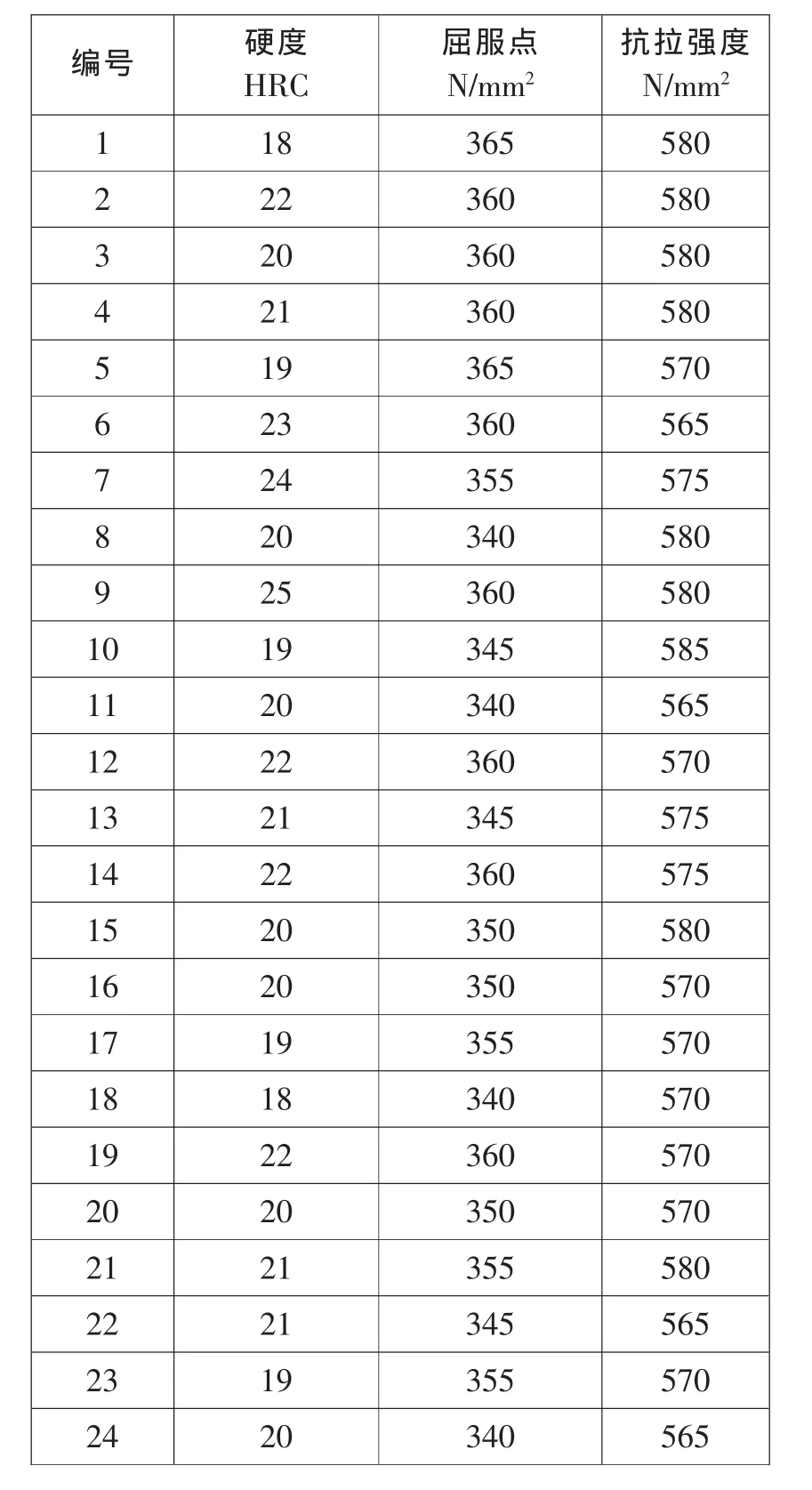
表11 未调质45#钢H25中空钢物理机械性能
通过数据可以看出调质的45#钢H25高炉开口钎较未调质的高炉开口钎,平均硬度提高了HRC13.25,平均屈服强度提高了156.25N/mm2,平均抗拉强度提高了192.71N/mm2(见表13)。利用轧制余热调质处理的45#钢H25高炉开口钎的物理机械性能满足了4.5.1中所设定的性能要求。
4.7 高炉应用试验
生产220支约3吨45#钢经过调质处理的H25高炉开口试验钎,于抚顺新钢铁有限责任公司炼铁厂新一号高炉(580m3)进行开铁口应用试验,均未出现扭曲、弯曲、断裂现象。

表12 调质45#钢H25中空钢物理机械性能

表13 45#钢H25中空钢物理机械性能(平均值)
通过上述实验表可知,45#钢H25高炉开口钎在开铁口使用过程中无扭曲和断裂现象,能够满足高炉开铁口使用要求。
5 成本对比分析
5.1 生产成本对比分析
以55SiMnMo材质H25高炉开口钎为例与45#钢H25高炉开口钎进行成本对比分析。
通过对原材料、辅助材料、燃动力、人工成本、附加成本、制造费用以及工序成本的数据收集,得出两种材质H25高炉开口钎的制造成本如下:
55SiMnMo材质H25高炉开口钎吨钢成本:8102元/吨;
45#钢H25高炉开口钎吨钢成本:5019元/吨。
45#钢较55SiMnMo材质吨钢节约成本3083元/吨。
5.2 使用成本对比分析
以抚顺新钢铁高炉开口钎使用成本对比分析为例。新钢铁炼铁厂5座高炉45#钢H25高炉开口钎使用量约为17.1吨/月。55SiMnMo钢B25高炉开口钎月使用量约为16吨/月。55SiMnMo钢H25高炉开口钎制造成本为8102元/吨,45#钢H25高炉开口钎制造成本为5019元/吨。
通过以上测算分析,使用45#钢H25 mm高炉开口钎较55SiMnMo钢B25高炉开口钎可降低费用57150元/月。
6 45#钢高炉开口钎的推广
现45#钢H25高炉开口钎已经推广到建龙集团内部4家子公司(抚顺新钢铁、黑龙江建龙、唐山建龙、承德建龙),投入使用近半年时间,每月使用总量约为70吨。质量反映良好。
7 结束语
45#钢H25高炉开口钎生产成本低、使用成本低、工艺操作简单、原材料供应渠道广泛、调质处理后机械性能高,在使用过程中无杆体扭转、无断裂现象,质量稳定,完全满足了高炉开口用钎的使用要求。
[1]张代东.机械工程材料应用[M].
[2]樊东篱,王广生,热处理手册[M].
[3]徐灏,邱宣怀,蔡春源.机械设计手册[M].
[4]宋维锡.金属学(第二版)[M].
[5]李炳雄,赵长有,肖上工,董鑫业,胡铭.钎具用钢手册[M].
