煤气流解吸废氨水中氨氮的研究
2010-01-23李笑原王光华李文兵龚凡杰刘铁军杨书琴
李笑原,王光华,李文兵,龚凡杰,刘 奇,刘铁军,杨书琴
(1.武汉科技大学煤转化与新型炭材料湖北省重点实验室,湖北武汉,430081;2.武汉科技大学化学工程与技术学院,湖北武汉,430081)
焦化废水产生于炼焦制气、煤气净化、化产回收加工等工序,其排放量大,水质成分复杂,并含有大量氨氮及多种致癌物质且难以生物降解。焦化废水治理的主要方法有生物法、折点氯化法、离子交换法、化学沉淀法等[1],而国内焦化行业多采用生物法。生物法处理高浓度氨氮废水时,微生物的反硝化作用受抑制,处理效果不佳,很难实现稳定达标排放[2-4]。解吸法[5]是一种较为经济有效的氨氮处理方法,其流程简单,操作管理方便,处理效果稳定。本文在前期研究的基础上开展小型工业化试验,以期得出煤气流解吸焦化废水中氨氮的较优工艺条件。
1 煤气流解吸氨氮的原理
煤气流解吸法是以循环煤气为氨氮载体,将焦化废水中的氨氮转入硫氨工段进行固氨。因此,该法在有效处理焦化废水的同时不会影响煤气的质量。

氨氮中游离氨NH3的摩尔分数x与废水pH值的关系为[8]:

由式(1)可知,当废水碱性增强时,化学平衡右移,游离氨的含量随之增大。另外,根据式(2)计算可知,当废水pH值大于11时,游离氨的摩尔分数x可达98%以上。此时,让贫氨煤气与焦化废水相接触,在气液两相氨分压差这个传质推动力的作用下,废水中的游离氨不断从液相转移至气相,并被煤气带出解吸体系,从而降低废水氨氮浓度[5]。
2 试验
2.1 试验装置及工艺流程
试验废水来自某焦化公司三回收车间,其氨氮浓度为3 500~4 000 mg/L。根据工艺及设备选型要求,建成废水处理量为2 m3/h的试验装置,如图1所示。
煤气流解吸废氨水中氨氮的工艺流程为:从终冷塔后抽取部分贫氨煤气作为氨氮循环解吸气,经煤气调节风机鼓入煤气总管后,分送至3根等径支管,从煤气解吸器底部的解吸盘经过计量鼓入解吸器;焦化废水经碱调pH值后,由高位槽流入解吸器内;煤气和焦化废水在解吸器内充分接触传质后,吸收了氨氮的富氨煤气上升至解吸器顶部,经水冷后从顶部管道送至焦炉煤气初冷工段鼓风机前的煤气总管,解吸后的低氨氮废水送往生化工段进行深度脱氨处理后排放或回用。
为了提高氨氮的解吸速率,焦化废水必须保持适当的温度。为此,以高温水蒸气为热媒,由盘管自解吸器上部通入,从解吸器底部采出。整套试验装置配备有酸度计、热敏电偶、蒸汽自动调节阀等仪器,通过数控柜可对试验参数如废水温度、废水pH值、液位等进行监测和调节,实现试验过程可视化。

图1 试验装置示意图Fig.1 Schematic diagram of the experimental equipment
2.2 试验方法
焦化废水进入高位槽后,加入适量的碱和解吸助剂进行搅拌溶解。利用蒸汽保温夹套、热敏电偶和变送器调控解吸器内废水的温度。采用转子流量计控制煤气的流量。解吸一定时间后,取样并按GB7478—87测定出水的氨氮含量。
采用L16(45)正交表安排试验方案,根据正交试验结果进行单因素修正试验,以获得较优工艺条件。考虑到工业要求及现场条件,选取废水温度T、废水停留时间τ、废水pH值、气液体积比n、解吸助剂投加量ρ等5个因素,各取4个较优水平做正交试验,以氨氮脱除率为处理效果指标。
3 结果与讨论
3.1 正交试验结果
正交试验结果如表1所示。从表1中可以看出,氨氮脱除率最高可达93.80%。由极差分析可知,对于本试验,各因素对氨氮脱除率影响的主次顺序为:废水温度>气液体积比>解吸助剂投加量>废水pH值>废水停留时间。试验结果与废水pH值是影响氨氮脱除率首要原因的主流观点有所出入。这是因为根据前期研究结果,已得出了2 m3/h处理量时焦化废水的适宜pH值范围。在进行本试验时,焦化废水pH值取在最佳值附近,故导致其对氨氮脱除率影响不大。

表1 正交试验结果Table 1 Orthogonal experimental results
3.2 各因素对焦化废水氨氮脱除率的影响
3.2.1 废水温度
在废水停留时间为120 m in、废水pH值为10.4、气液体积比为850、解吸助剂投加量为20 mg/L的条件下,废水温度对其氨氮脱除率的影响如图2所示。
由图2可见,当废水温度低于80℃时,随着温度的升高,焦化废水的氨氮脱除率上升较快。当废水温度为90℃时,氨氮脱除率达到最大值94.79%,处理后焦化废水中剩余氨氮含量为195 mg/L。当废水温度高于90℃,氨氮脱除率有所下降,这是因为此时煤气带走的水分增加,造成解吸后焦化废水浓缩,出水氨氮浓度偏大。

图2 废水温度对氨氮脱除率的影响Fig.2 Effect of wastewater temperature on NH3-N removal rate
3.2.2 气液体积比
在废水温度为90℃、废水停留时间为120 m in、废水pH值为10.4、解吸助剂投加量为20 mg/L的条件下,气液体积比对焦化废水氨氮脱除率的影响如图3所示。

图3 气液体积比对氨氮脱除率的影响Fig.3 Effect of gas-liquid volume ratio on NH3-N removal rate
由图3可见,随着气液体积比的增大,焦化废水的氨氮脱除率逐渐升高,气液体积比为850时,氨氮脱除率最高,但继续增大气液体积比,氨氮脱除率反而略有下降。这可能是由于较小的气液体积比可以增加液体的湍动程度,有利于传质。但当气液体积比增大到一定程度后,被煤气带走的水分增多,造成焦化废水解吸后浓缩。
3.2.3 解吸助剂投加量
在废水温度为90℃、废水停留时间为120 min、废水pH值为10.4、气液体积比为850的条件下,解吸助剂投加量对焦化废水氨氮脱除率的影响如图4所示。
由图4可见,加入解吸助剂后,焦化废水的氨氮脱除率明显提高,但当废水中解吸助剂含量达到一定值时,氨氮脱除率趋于稳定。这是因为加入少量的解吸助剂可降低液体的表面张力,增加气液接触面积,进而提高氨氮脱除率。但当解吸助剂含量达到其临界胶束浓度后,溶液的表面张力不再降低,过量的解吸助剂开始形成大量胶团,对氨氮脱除率影响甚微[9]。
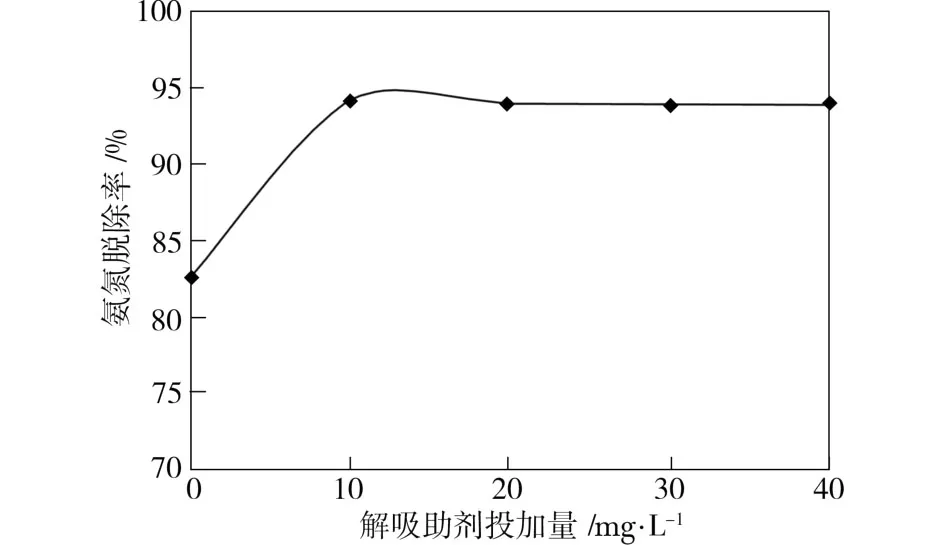
图4 解吸助剂投加量对氨氮脱除率的影响Fig.4 Effect of dose of desorption additive on NH3-N removal rate
3.2.4 废水pH值
在废水温度为90℃、废水停留时间为120 min、解吸助剂投加量为20 m g/L、气液体积比为850的条件下,废水pH值对其氨氮脱除率的影响如图5所示。

图5 废水pH值对氨氮脱除率的影响Fig.5 Effect of wastewater pH value on NH3-N removal rate
由图5可见,废水pH值小于10.4时,氨氮脱除率随着废水pH值的增大而提高。当废水pH值大于10.4时,大部分NH+4已经转化为NH3,继续提高pH值对游离氨的浓度影响不大,氨氮脱除率的变化仅在工业试验误差范围内波动,这一变化趋势与式(2)的计算结果基本一致。考虑到氨氮脱除成本,废水pH值以10.4为宜。
3.2.5 废水停留时间
在温度为90℃、废水pH值为10.4、气液体积比为850、解吸助剂投加量为20 mg/L的条件下,废水停留时间对其氨氮脱除率的影响如图6所示。

图6 废水停留时间对氨氮脱除率的影响Fig.6 Effect of residence time of wastewater on NH3-N removal rate
由图6可见,焦化废水的氨氮脱除率随废水停留时间的延长而升高,但废水停留时间超过120 m in后,氨氮脱除率增长趋缓。这是因为废水停留时间达到120 min时,氨氮浓度在气液两相中接近平衡,继续延长废水停留时间,并不会大幅度提高氨氮脱除率。兼顾生产成本和效率,废水停留时间选择120 min为宜。
4 结论
(1)在本试验条件下,各因素对焦化废水氨氮脱除率影响的主次顺序为:废水温度>气液体积比>解吸助剂投加量>废水pH值>废水停留时间。
(2)煤气流解吸焦化废水中氨氮的较优工艺条件是:废水温度为90℃、气液体积比为850、解吸助剂投加量为20 mg/L、废水pH值为10.4、废水停留时间为1 20min,此时焦化废水氨氮脱除率达94.79%,剩余氨氮含量为195 m g/L,完全满足生化进水要求。
[1] 贺建忠,郝志强.焦化废水处理工艺及运行效果[J].科技情报开发与经济,2007,17(21):172-174.
[2] 李瑞华,韦朝海,吴超飞,等.吹脱法预处理焦化废水中氨氮的条件试验与工程应用[J].环境工程,2007,25(3):38-40.
[3] 赵庆良,李湘中.垃圾渗滤液中的氨氮对微生物活性的抑制作用[J].环境污染治理与防治,1998,20(6):1-4.
[4] Ozturk I,Alibis M,Keyence I,et al.Advanced physico-chemical treatment experience on young municipal landfill lichgates[J].Waste Management,2003,23:441-446.
[5] Hussain S,Aziz H A,Isa M H,et al.Physicochemical method for ammonia removal from synthetic waster water using limestone and GAC in batch and column studies[J].Bioresource Technology,2006,98:874-880.
[6] 孙华,申哲民.氨氮法去除氨氮的模型研究[J].环境科学与技术,2009,32(8):84-87.
[7] Heggemann M H,Warnecke H J,Viljoen H J.Removal of ammonia from aqueous system s in a semibatch reactor[J].Industrial&Engineering Chemistry Research,2001,40:3 361-3 368.
[8] Patoczka J,Wilson D J.Kinetics of the deso rp tion of ammonia from water by diffused aeration[J].Separation Science and Technology,1984,19(1):77-93.
[9] 李敏.吹脱助剂在煤气吹脱解吸含氨废水中的应用研究[D].武汉:武汉科技大学,2009.
