隔膜片状烧碱包装出口温度的控制与改进
2010-01-16刘英
刘 英
(天津渤天化工有限责任公司,天津 300480)
隔膜片状烧碱包装出口温度的控制与改进
刘 英
(天津渤天化工有限责任公司,天津 300480)
在隔膜片碱的制片、滚筒冷却过程中,由于出锅温度出现波动,造成包装时出口温度过高,易产生烫袋现象,从而影响产品的正常检验及用户的搬运、使用,为此,必须通过调整包装工序的生产工艺控制、新增旋风冷却装置等措施来有效解决烫袋问题。
隔膜片碱;出口温度;烫袋;旋风冷却装置
天津渤天化工有限责任公司96%隔膜片碱生产装置采用固碱锅熬制工艺,生产能力为12 t/a。该装置以煤制气作为热源进行熬制浓缩,经调色处理后,保持恒温沉淀以确保NaOH含量均匀稳定。在包装出货过程中,为保证连续包装操作,需进行升温加热操作,导致包装的出口温度升高产生烫袋问题,夏季尤为突出。经过采取加强设备的运行管理和新增降温设备等措施,满足了生产和工艺要求,节省了包装费用并方便了用户。
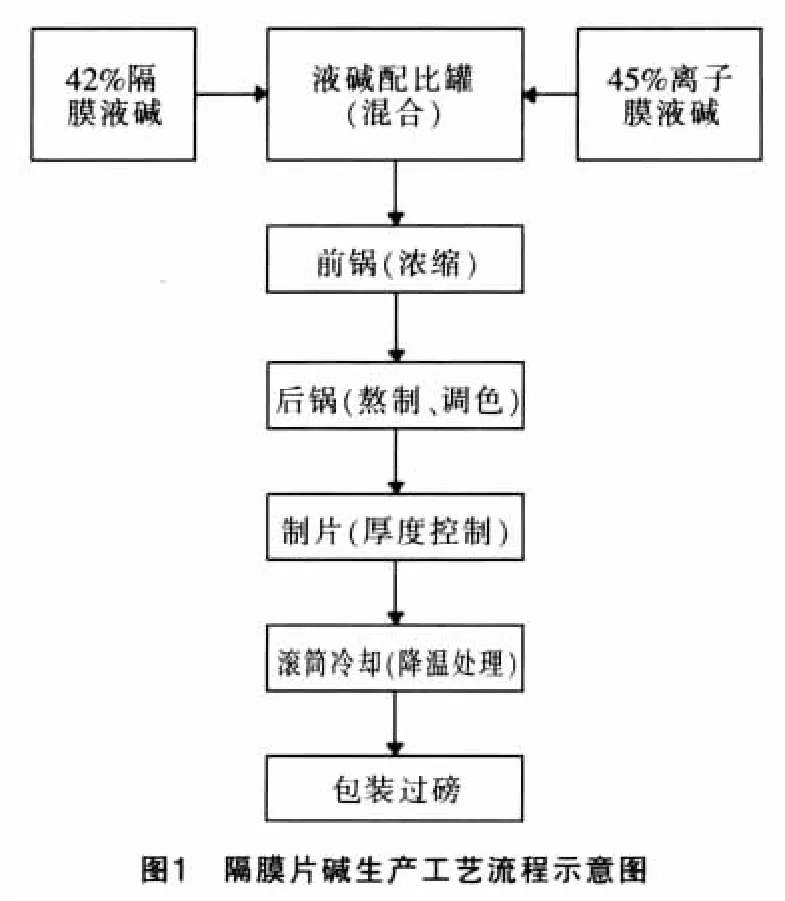
1 96%隔膜片碱的工艺流程
96%隔膜片碱熬制生产的工艺流程是42%隔膜液碱与45%离子膜液碱经检测NaOH和NaCl指标合格后,在配比罐中按比例进行配比,混合后的碱液由输送泵打入前锅进行熬制前的预热程序,并根据后锅出碱顺序依次倒入后锅进行正式熬制、调色工序操作,再倒入包装锅进行恒温沉淀以除去杂质,保证主含量均匀,待完全沉淀10~12 h后进入制片工序,片状隔膜烧碱成品经带有水循环的滚筒冷却后进行灌袋过磅包装,工艺流程示意图见图1。
2 生产工艺过程中易出现的问题及分析
隔膜片碱在生产过程中易产生的问题包括出口温度过高、片状厚度不均等。
2.1 成品锅温度高产生烫袋现象
隔膜片碱在经过后锅熬制后,进入成品锅进行完全沉淀,在此过程中为确保烧碱主成分NaOH含量的稳定以及在加硫、硝处理后调整颜色工序操作的一致性,通常把成品锅熬制温度均匀控制为120℃左右,经过约10 h恒温沉淀后,进行制片、冷却、包装工序的操作。伴随隔膜片碱成品包装过磅,成品锅内温度也逐渐降低,打出的碱液逐渐接近凝固状态,为此,必须提高成品锅温度来保证整锅成品的出碱率,此时成品锅内熔融烧碱的温度可达到140℃以上,虽然经过滚涂制片工序、滚筒冷却降温工序的处理,但是在成品包装的接料口温度仍达到110℃以上,甚至120℃左右,远高于包装温度100℃的工艺控制指标,影响连续生产包装操作并产生烫袋现象。
2.2 包装袋的材质不同、耐热温度不同是产生烫袋的原因之一
隔膜片碱包装是采用3层包装,即外聚丙烯编织袋+聚乙烯内衬膜+再生料聚丙烯编织袋。虽然内层聚丙烯编织袋的耐热温度是120℃,但聚乙烯内衬膜的耐热温度为100℃,并且在搬倒、码放晾晒过程中因接触、散热时间短等原因,经常出现与外层普通聚丙烯编织袋热熔、粘连现象。从隔膜烧碱包装的外观上有明显褶皱,影响隔膜片碱正常的成品检验、入库,即使未有明显褶皱,在褪去外层聚丙烯编织袋后,也很容易地发现内膜包装有不同程度的破损,影响多次搬倒和拆包使用。虽然多次发现上述包装袋并做不合格处理,但仍有客户多次反映此类事情,严重者,出现破损、吸潮、烫伤装卸工人的事件。
3 对96%隔膜片碱包装出口温度的控制及改进
3.1 出口温度的控制
该公司96%隔膜片碱生产是采取燃煤制气与风量搭配进行燃烧来作为热源,碱锅熬制法热源温度与燃煤的发热量紧密相连,锅熬制温度的操作控制比较繁杂,温度波动也比较频繁,在包装过程中不能保持恒定的温度,给生产操作带来困难。作为整个系统唯一的冷却降温装置—滚筒的降温过程是采用常温循环水和井水混合搭配使用来实现的,正常条件下循环水温度为25~30℃,但对系统过程中成品温度的突然升高起不到有效的降温控制作用。
为降低成品隔膜片碱包装的出口温度,采取装备循环水冷却塔的措施,使滚筒循环水冷却温度降低2~5℃,减少了烫袋现象。
采用及时补充井水的控制措施,使滚筒循环水冷却温度保持在28℃左右,但由于夏季井水的消耗量较大,有时不能满足使用需要。
3.2 隔膜片碱生包装工艺的改进
采取上述2项控制措施虽降低了出现烫袋的频率,但从根本上无法解决片碱成品因温度升高所造成的烫袋问题。为彻底解决烫袋问题,片碱成品在经过滚筒降温后需采取进一步降温措施,来控制片碱成品的温度在90℃左右。在包装过磅工序前加装旋风降温设备,即成品片碱在经过滚筒冷却降温后,利用外部鼓风设备作为输送动力,并经过干燥除湿处理,除去自然风中所夹带的水分,然后吹带输送成型片碱至分离装置中,经过旋转气固分离后,再进行灌装过磅工序,此时,片碱成品包装内的温度为85~90℃。
经过对生产能力及工作环境条件的测定,确定了保证片碱成品包装内的温度为85~90℃的工艺条件。(1)每条生产线按17 t/班计,每小时的包装量约为6 t,风力的输送能力需达到6.5 m3/h。(2)夏季高温环境下,工作湿度一般为80%~95%,产品经常会出现吸潮、融化腐蚀现象,为此,工作湿度应控制为 35%~45%,平均除湿量约为 25 kg/h。 (3)结合6 t/h包装能力,对输送的管路和旋风分离设备的尺寸进行了计算,采用了Ø159 mm×3 mm不锈钢管路进行物料输送,旋风分离设备基本结构和尺寸为2400mm×2400 mm罐体和1 500 mm高的锥底组合而成,设备自然排空设置。(4)成品由滚筒下料时的100~110℃与经与干燥后的25~30℃空气充分接触混合、降温处理后,实测包装温度为85~88℃。
经过近个月的实验,确定采用7.5 m3/h不锈钢离心鼓风机,(型号为F4-72);根据除湿机的每日除湿量和除湿时间短选择除湿量大的原则,且包装属间断操作等特点,基本选定35%除湿干燥机,型号为CF30K,功率为16.0 kW,工作温度为5~38℃,风量为 1 800~32 000 m3/h,除湿量为 30 kg/h。
通过实际生产测试后,认为该套旋风干燥降温分离装置能够充分满足现有96%隔膜片碱的月产万吨以上规模生产需要,尤其在6-9月间,气温较高、闷热潮湿的环境下,始终能够确保96%隔膜片碱的包装出口温度为85℃左右,彻底解决了片碱包装过程中出现的烫袋问题。
4 包装工艺改进后的效果
(1)通过对包装工艺的技术改进,不仅解决了隔膜片碱包装过程中的烫袋问题和包装袋粘连褶皱现象,产品外形也发生了变化,由10 mm×30 mm左右的片状形态变成不足5 mm×8 mm的小片形态,其溶解速度也提高了,满足了连续更换、补充高浓度碱液用户的需要,提高了下游产品的生产效率。
(2)96%隔膜片碱包装袋标准是根据原片碱成品在包装内所占体积比例及外观平整性制订的,尺寸为860 mm×490 mm的3层包装。通过实施技术改造,成品经灌装后,包装袋剩余空间占整体体积的2/5,浪费较大也影响产品外观形象,后改为780mm×490 mm 2层包装袋 (即外聚丙烯编织袋+聚乙烯树脂内衬膜),不仅提高了包装整体效果,且每年可节省包装材料及集装箱运费近900万元。
Control and innovation of outlet temperature of diaphragm flake caustic packing
LIU Ying
(Tianjin Botian Chemical Co.,Ltd.,Tianjin 300480,China)
Because outlet excess temperature of diaphragm flake caustic packing,which was due to the fluctuation of out furnace temperature in the process of flake manufacture and cooling of roller,the bag was burned easily.And the normal test of products and the transport and use of consumer were influenced.The process control was adjusted and the cyclone cooling equipment was installed for the solution of over hot bags.
diaphragm flake caustic;outlet temperature;excess-hot bag;cyclone cooling equipment
TQ114.26+8
B
1009-1785(2010)04-0026-02
2009-09-17
