浅谈细长轴车削的实习教学
2009-10-12孙树通
孙树通
细长轴刚性差,对振动、切削力和切削温度十分敏感,是轴类件中较难加工的零件,而振动是直接影响细长轴加工质量和切削效率的主要因素。但是,细长轴加工是中级车工必修的训练课题之一。那么如何做好该课题的教学,帮助学生提高训练效率呢?
一、帮助学生分析工件产生振动的原因
引起工件振动的原因主要包括:工件旋转时产生的离心力;车刀的几何角度选择不当会增加切削力,在相同的切削条件下,切削力大,振动就大;加工方法不合理;在一定的切削速度范围内,振动随着切削速度的增加而逐渐增大。
二、指导学生找出提高加工质量的方法
1.使用辅具
正确使用辅具,注意具体操作方法,要有严格的工艺要求和有效的措施,可以提高工件的刚性,减少振动和变形,获得必要的几何精度和表面粗糙度。
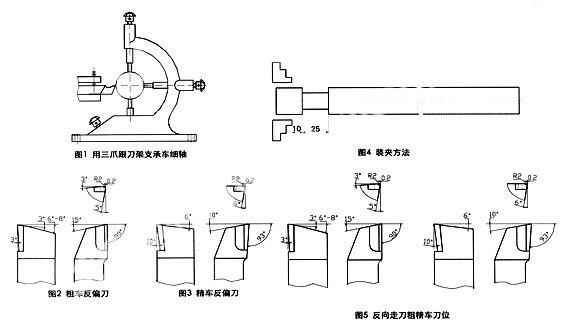
车削时,工件往往因离心力的作用瞬时产生振动。因此,常采用三爪跟刀架,用三个卡爪和车刀抵住工件,使其在车削时上下前后都不能径向跳动。
切削中跟刀架三支承爪与车刀组成两对径向压力,平衡切削时产生的径向力。工件只能绕轴线旋转,能平稳地切削加工。要达到以上的效果,须做好两方面的工作。
(1)跟刀架支承爪的修正。为了使跟刀架三支承爪与工件表面充分接触,需对跟刀架三支承爪进行工艺修正。修正时应在本车床上进行。先将跟刀架固定在床鞍上,并在卡盘上装夹一支铣刀(铣刀直径大于细长轴工件直径),调整好跟刀架支承爪,起动主轴慢速进给,将跟刀架三支承爪的支承面进行研配,获得精度较高的表面粗糙度。
(2)跟刀架三支承爪与工件接触的调整。跟刀架三支承爪与工件的接触应恰到好处。过松易使工件跳动,造成切削时让刀;过紧则支承爪对工件压力过大,把工件推向车刀一边,随着进给远离顶尖(卡盘),易使车刀切削深度随工件刚性减弱而增大,使工件直径减小,当跟刀架移动至工件直径减小的外圆上时,工件又会让开车刀,使切削深度减小,结果工件直径又会增大、这样多次循环,工件就形成了竹节形,成了废品。
跟刀架支承爪与工件的接触调整之前,工件一夹一顶,在卡盘外车出一个长20mm缩颈部位(缩颈直径 (平排),D为工件毛坯直径)和一个支撑处外圆(一般比支承爪长15mm左右)。然后调整好三个支承爪与工件支撑处外圆接触(调整顺序为后支承爪→下支承爪→上支承爪),支承爪弧面与工件的配合间隙控制在0.02~0.03mm,保证支承爪对工件的作用力在其半径的方向,调整好后开始对整轴粗加工,这时跟刀架在后,车刀在前,精车时,跟刀架在前,车刀在后。
2.提高车刀刃磨技术,合理选择车刀的几何角度
合理地选择刃磨车刀几何角度,可保证加工质量,提高生产效率,是学生必须掌握的关键技术。
刀具几何角度,特别是主偏角,对细长轴切削加工的生产率,刀具的耐用度,被加工表面的粗糙度,切削力度以及加工硬化等都有很大的影响。主偏角的大小直接影响切削力中轴向力和径向力的分配比例。当主偏角的选取小值时,径向分力增大。细长轴刚性差,为减少弯曲,要求径向切削力越小越好,因此,在不影响刀具强度情况下,应尽量增大车刀主偏角。
前角对切削过程中的振动和车刀的强度影响极大,增大前角,则刀刃锋利,可以降低切削力和切削热,应选择前角最佳数值。在前刀面磨出圆弧型卷屑槽,有利于断屑。为了提高刀具耐用度还要磨出负倒棱。
A、粗车刀(YT15):前角取13°;后角取双重后角2°~3°、6°~ 8°;主偏角为90°;副偏角为15°;刀尖处磨有圆弧过渡刃,增加刀尖强度,改善散条件。
B、精车刀(YT15):主偏角为了减少径向切削分力取93°;主后角取6°;前角取10°;副后角取6°;副偏角为10°。
3.选择正确的装夹和车削方法
针对细长轴的结构特点,选择正确的装夹和车削方法,才能提高生产效率和保证加工质量。
细长轴的装夹一端用卡盘支夹,另一端用顶尖支承。不宜夹得过长,一般在15mm左右,并用¢(希腊字母)5mm长约25mm的圆柱销垫在卡盘的凹槽中,以点接触,避免卡爪装夹时接触面过长造成应力变形。在靠近卡盘一端的工件上车出一个缩颈部分,因工件直径车小后,柔性增加,具有自位作用,消除坯料本身的弯曲而在卡盘强制支夹的作用下轴心线随之歪斜的影响。
车削时,走刀一般是从车床的尾座向卡盘端进行车削,但加工细长轴时,宜采用反向走刀。正向走刀时,细长轴处于受压状态,会发生侧弯变形,降低加工质量及粗糙度;反向走刀时,轴内部产生较大的拉应力,不会径向变形,只会在轴向直线应变,不会影响细长轴的直线度,振动明显减少,加工质量和精度明显提高。
4.预防切削过程中的热变形伸长
细长轴热扩散性能差,车削时会产生相当大的线膨胀而弯曲变形,因此,要预防细长轴在切削过程中的热变形伸长的不利影响。
加工细长轴时,要随轴向力的大小调整尾座顶尖的松紧,因为顶尖的顶力过大或过小都能引起工件的跳动。加工时,因工件的热变形和物理机械性能不同,其伸缩率也是变化的,因此在车削前就需要调整。检验顶力大小的方法是将两手指(食指和拇指)轻轻放在活顶尖上,若能使顶尖停止旋转,则顶力大小合适。也可采用弹性活顶针轴向伸缩并加注充分的切削液,避免工件弯曲变形。
综上所述,加工细长轴时,应引导学生进行工艺分析,查找振动原因。合理应用跟力架,培养学生实际操作能力,从切削力侧重刀具几何角度的刃磨,以合理的加工步骤引导学生掌握加工方法,提高学生分析问题和解决问题的能力。从而保证细长轴加工质量达到技术要求。
(作者单位:广东省工商技工学校)
