乏燃料贮存格架的试制
2009-04-19杨文峰武二妮西安核设备有限公司陕西西安710021
杨文峰,武二妮(西安核设备有限公司 陕西 西安 710021)
乏燃料贮存格架的试制
杨文峰,武二妮
(西安核设备有限公司 陕西 西安 710021)
简要介绍了乏燃料贮存格架实体模型试制过程中的生产准备、材料要求、关键零部件的加工、组焊、检验以及抽插试验的过程,为乏燃料贮存格架产品的制造和国产化提供了经验。
乏燃料贮存格架实体模型;关键零部件的加工;组焊;抽插试验
C-2项目乏燃料贮存格架是贮存从反应堆内取出的经过辐照的乏燃料组件的设备装置。设备安全等级:NNS,质量等级:QA2,抗震等级:SSE,清洁度等级:B级。2005年,西安核设备有限公司进行了乏燃料贮存格架的试制,试制的结果符合C-2项目乏燃料贮存格架的技术要求。
1 概述
乏燃料贮存格架实体模型是依据C-2项目乏燃料贮存格架相关结构、尺寸和技术要求制作的试验模型。其主要由型腔组合件、底板、压紧部件和中子吸收板等部件组成,其外形尺寸为:
3 587 mm×465 mm×465 mm,接口为2×2排列,
格架空腔尺寸为210 mm×210 mm,空腔中心距离250 mm×250 mm,主体材料为0Cr18Ni10Ti,结构简图见图1。
2 设备的试制过程
为了确保乏燃料贮存格架实体模型的制造能够比较完整地代表实际格架的制造加工关键和难点,公司依据图纸、乏燃料贮存格架规格书及相关标准进行了严格的工艺性审图和制造加工方案的确定,在工艺编制时充分考虑了实体模型与C-2项目乏燃料贮存格架产品要求的一致性,对材料的控制、加工方法、尺寸检验、清洁度要求和加工过程中的关键点的控制和最终试验等方面都作了严格详细的分析和安排。
通过认真的研讨分析总结认为:(1)格架弯板较薄,长度达3 530 mm,成型尺寸要求较严格,因此,压型及防止焊接变形为制造重点及难点;(2)成型及焊接后尺寸的保证是能否顺利通过模拟试验的关键。
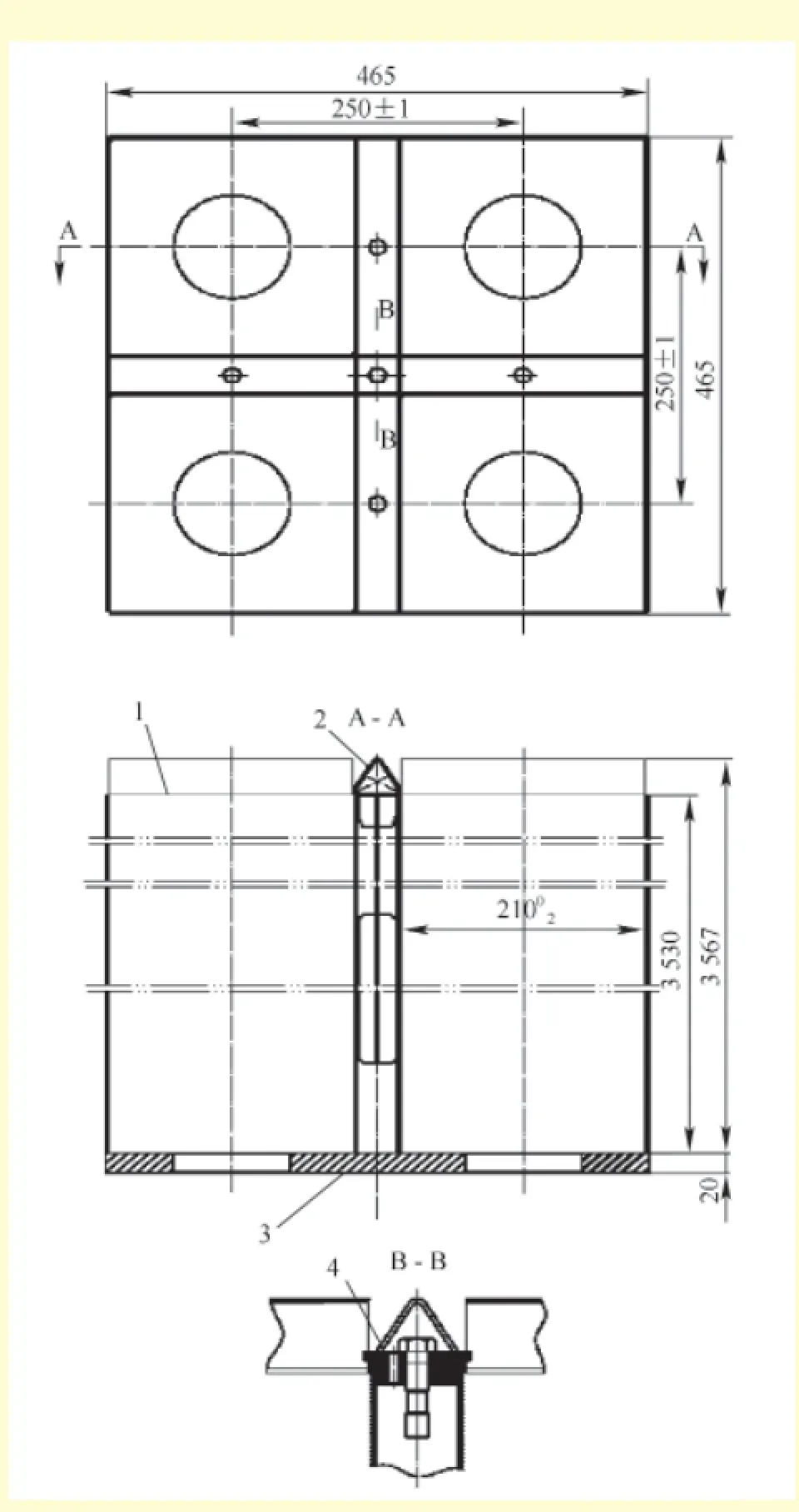
图1 乏燃料贮存格架实体模型结构简图Fig. 1 Sketch of the full scale mock-up of spent fuel storage cells
2.1 设备的制造
2.1.1 准备
(1)依据HAF603《民用核承压设备焊工及焊接培训、考核和取证管理办法》,对相关人员进行了严格的培训和考核,并指定成绩优异的人员负责本设备的制造。焊接工艺评定按《C-2工程施工焊接工艺评定要求》 的规定进行。
(2)由于该产品的形状精度要求严格,因此必须使用相应的工装来保证。为了保证设备的总装精度,根据图纸和规格书的要求,对组装平台表面进行了重新加工,设计制作了专用的压型胎具、定位(矫形)工装、组焊工装、组焊压板和试验模拟体等辅助机械。
(3)为了保证制造过程的清洁度要求,对施工场地进行了清洁隔离,并为施工人员配置了相应的清洁保护用具。
2.1.2 材料要求
(1)乏燃料贮存格架实体模型的主体材料0Cr18Ni10Ti有完整的质量证明书,按照要求进行了材料复验,并按照图纸和规格书的要求进行了晶间腐蚀试验,复验结果满足GB/T 3280《不锈钢冷轧钢板》的规定,晶间腐蚀试验按照GB 4334.5《不锈钢硫酸-硫酸铜腐蚀试验方法》,结果满足相应要求。
(2)格架的中子吸收板材料在实际应用中采用B-10含硼聚乙烯板,在试制过程中采用聚丙烯板材,降低了试制成本。
2.1.3 关键零部件的加工
1)三角导向块的成型
三角导向块为板料成型的三角形腔体结构,其长度为2 080 mm,端面与工件轴线的垂直度要求为0.2 mm。在加工过程中采用先下料后加工的方法严格控制对角尺寸,成型时利用专用的压型胎具进行了三次冲压成型并严格控制成型尺寸,最后通过坐标镗床以工件外轮廓表面为基准对两端端面进行加工。
2)压板的加工
压板为压紧部件中的关键零件,其作用是通过其上四个直齿定位压紧中子吸收体组件,为保证其外形尺寸和表面质量的要求,采用数控线切割设备对其四个直齿进行加工,确保了加工要求。
3)型腔角钢的制造
型腔角钢的长度为(3 530±2)mm,端面与工件轮廓表面垂直度要求为0.5 mm,成型后各面的不平直度允差要求为不大于1.5 mm,两端面平行度允差要求为不大于1 mm。为了保证工件的结构尺寸要求,首先对展开板料进行预留量下料,然后按照GB/T 1804中的m级精度要求采用单臂刨床对展开板料周边进行加工,以严格控制成型基准尺寸。成型时采用5 m折弯机进行一次成型,然后对成型后的工件进行校正。在整个加工过程中对材料表面进行贴纸保护,并防止工件表面的划伤。
2.1.4 格架的组焊
格架的组焊过程是保证格架整体结构尺寸的关键。为了防止组焊过程中各零件的变形,在组焊时以组焊定位工装认真仔细地进行定位、找正,采用组焊压板进行刚性固定,并在施焊过程中采用对称焊接等相应的反变形措施。焊接应力的消除采用振动实效处理。
2.2 检验
按照图纸和规格书的要求对乏燃料贮存格架实体模型进行检验。内腔等尺寸的数据检测结果合格。工件焊接后的焊缝表面用5倍放大镜进行目视检查,无咬边、焊瘤、飞溅、无裂纹、未熔合和焊穿等缺陷。焊缝表面进行100%液体渗透无损检测合格,渗透剂采用水剂溶液,氯离子含量不超过0.1 mg/L。
2.3 模拟体抽插试验
为了验证乏燃料贮存格架实体模型能否满足乏燃料贮存格架产品的技术要求,确保C-2项目乏燃料贮存格架产品在正式投产后的工艺性和可靠性,对乏燃料贮存格架实体模型进行了模拟体抽插试验。试验步骤如下:
1)编制模拟体抽插试验试验大纲〔试验依据、见证人员(含设计院及业主代表)、试验步骤及要求、评定标准等〕
2)试验前准备工作
a.设备的清洗,清洁度B级;
b.试验现场的清理及安全隔离;
c.试验仪器设备的准备(专用起吊工具、电子测量计、制备校正底板等);
d.先固定、找平校正底板,再使乏燃料贮存格架实体模型与底板连接牢靠。
3)抽插试验过程
a.利用专用的起吊工具(附加电子测量计),将中子吸收体组件匀速缓慢放入实体模型的每个长槽内,重复试验两次。试验过程注意观测电子测量计的变化,插入过程是否自由、是否有卡阻现象。
b.利用专用的起吊工具(附加电子测量计),将检验模拟体匀速缓慢放入210 mm×210 mm的乏燃料贮存格架实体模型的正方形的每个型腔内,重复试验两次。试验过程注意观测电子测量计的变化,插入过程是否自由、是否有卡阻现象。
4)试验结果
电子测量计在试验过程中的变化显示中子吸收体组件及检验模拟体能够整体自由均匀插入乏燃料贮存格架实体模型的相应位置并无卡阻现象,试验基本满足要求。
3 结论
乏燃料贮存格架实体模型的试制成功,说明制造工艺是切实可行的,为乏燃料贮存格架产品的制造和国产化提供了宝贵的经验。
Trial manufacturing of spent fuel storage cells
YANG Wen-feng,WU Er-ni
( Xi’an Nuclear Equipment Co.,Ltd.,Xi’an of Shaanxi Prov. 710021,China)
The paper briefly introduces the production preparation, material requirement, and fabrication of key parts, welding, inspection and drawing-inserting test process during the trial manufacture of the full scale mock-up of spent fuel storage cells, which provides experience for the manufacture and localization of spent fuel storage cells.
full scale mock-up of spent fuel storage cells;fabrication of key parts;welding;drawing-inserting test
TL93
A
1674-1617(2009)01-0042-03
2008-06-17
杨文峰(1975-),男,陕西西安人,工程师,从事压力容器的设计、审核、制造及核电设备的制造工作。