农用车自动配漆控制系统的优化设计
2024-12-31龚事引李丹赵丽颖黄静





摘 要:传统农用车配漆工艺存在诸多问题,如人工操作效率低、配比精度差、环境污染等,严重制约了生产效率和产品质量。针对上述问题,此研究提出了一种基于S7-1200 PLC的自动配漆控制系统。该系统通过智能给料、精准称量、高效混合,实现配漆过程的自动化、智能化;同时,采用HMI组态软件建立人机交互界面,实现对配漆过程的实时监控和参数调整;重点优化了系统在农用车配漆场景下的适应性,如针对农用车漆料黏度高、配比要求严格等特点,对称量传感器、混合搅拌装置进行了优化设计。此外,系统还具备远程监控功能,方便管理人员实时掌握生产状况,提高生产管理效率。该系统的应用将显著提升农用车配漆的自动化水平,改善产品质量,降低生产成本。
关键词:农用车;自动配漆;控制系统
中图分类号:S127 文献标志码:A 文章编号:1674-7909(2024)11-144-4
DOI:10.19345/j.cnki.1674-7909.2024.11.033
0 引言
随着农用机械装备现代化程度的不断提高,对车辆外观质量的要求也日益严苛。农用车涂装作为提升产品价值的重要环节,其质量直接影响到车辆的外观形象。然而,农用车涂料成分复杂、性能要求多样,传统的自动配漆控制系统在应对这些挑战时往往存在配比精度不足、适应性差等问题[1]。
配料精度是影响农用车涂装质量的关键因素。配料不准可能导致涂层不均匀、附着力下降、耐候性变差等问题,严重影响涂层的防护性能和车辆的使用寿命[2-3]。因此,优化农用车自动配漆控制系统,提高其计量精度和稳定性具有重要的现实意义。
此研究旨在通过深入分析农用车涂装工艺的特点,探讨现有的自动配漆控制系统在提高配料精度和适应性方面的优化设计方法。通过引入先进的传感技术、智能算法和数据驱动的方法[4-5],旨在构建一种能够适应多种农用车涂料配方,具有高精度、高稳定性和良好适应性的自动配漆控制系统。
1 系统控制要求及总体方案设计
此系统主要用于农用车涂料的自动配制。系统以S7-1200 PLC为核心控制器,通过HMI界面与操作人员交互。系统具备手动、自动和清洗等3种工作模式。在手动与清洗模下,此系统还可以实现手动注入原料、手动搅拌、手动称量、手动装漆等功能。在自动模式下,工作人员只需要按下启动按钮,系统将根据控制要求自动将A阀、B阀、C阀打开,然后开启A供料泵、B供料泵、C供料泵;随后,原料A、原料B、原料C流入反应釜容器内,通过称量检测仪检测原料达到相应设置配方后,关闭A阀、B阀、C阀,停止A供料泵、B供料泵、C供料泵;通过变频器控制电机进行周期性搅拌,搅拌完成后D供料阀将开启,最后装入成品桶;当称量检测仪检测原料达到0时自动进行下一轮回。
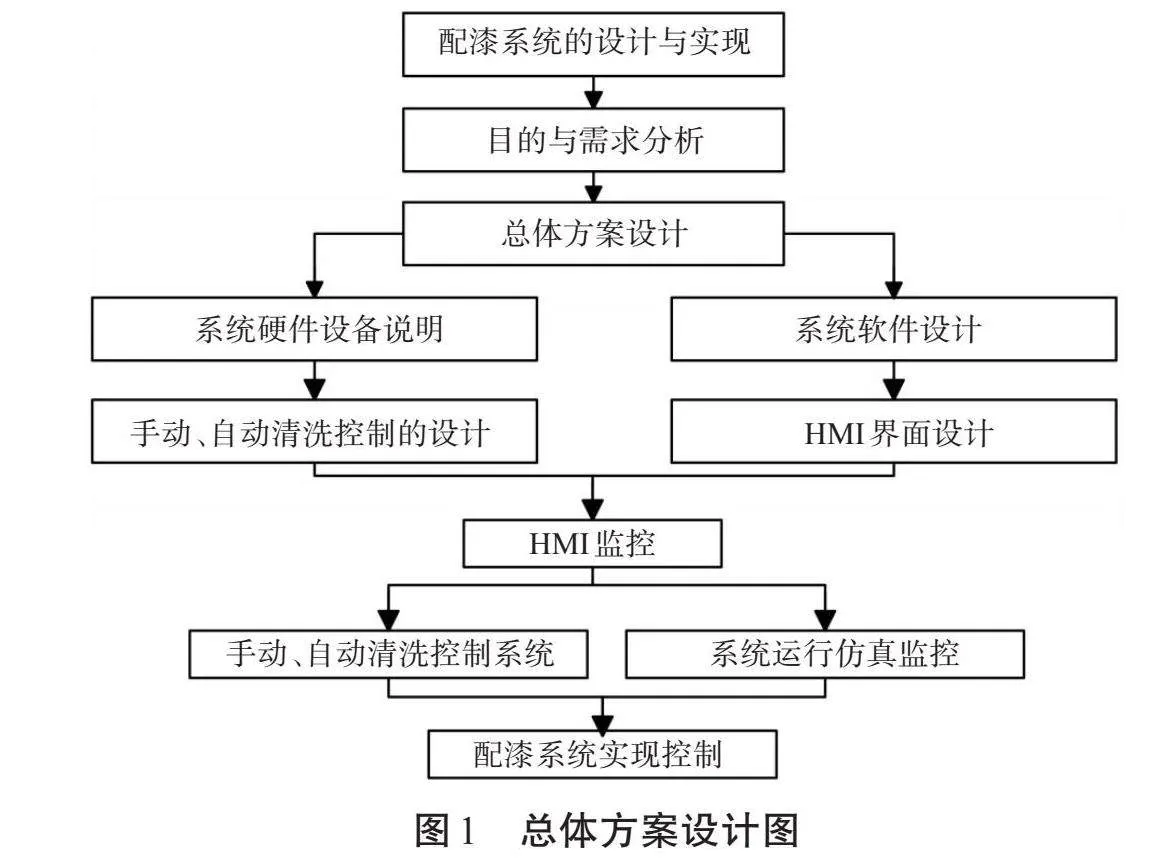
系统由配料搅拌装置、G120变频器、PLC控制器、HMI界面、传感器等组成。PLC接收来自按钮和传感器的信号,控制A、B、C、D阀,A、B、C供料泵等执行部件。HMI界面提供直观的操作界面,方便用户设置参数、监控系统运行状态。通过组态软件,可以实时监控PLC的动作。总体方案设计如图1所示。
2 系统硬件设计
2.1 搅拌装置
2.1.1 小型反应釜和原料罐的介绍
配料搅拌装置主要由透明亚克力制成的反应釜和原料储罐组成。反应釜顶部设有称量传感器、搅拌电机和搅拌桨,用于物料的称重、搅拌和反应,透明设计便于观察反应过程。原料储罐用于储存A、B、C等3种原料,底部设有出料口连接至反应釜。所有管路均采用透明亚克力材质,并采用标准螺纹连接,确保密封性。通过手动截止阀控制物料的流动。整个装置结构紧凑,操作简便,可直观观察试验过程。
2.1.2 仪表检测系统
通过称量传感器检测加料液体质量,将模拟量转换成电信号;旋转编码器则可以反馈电机的转动速度,进而控制搅拌速度;液位开关可以检测水位是否到达限位,以上3种信号采集后输出至PLC控制器,由控制器进行分析处理并使用,如图2所示。
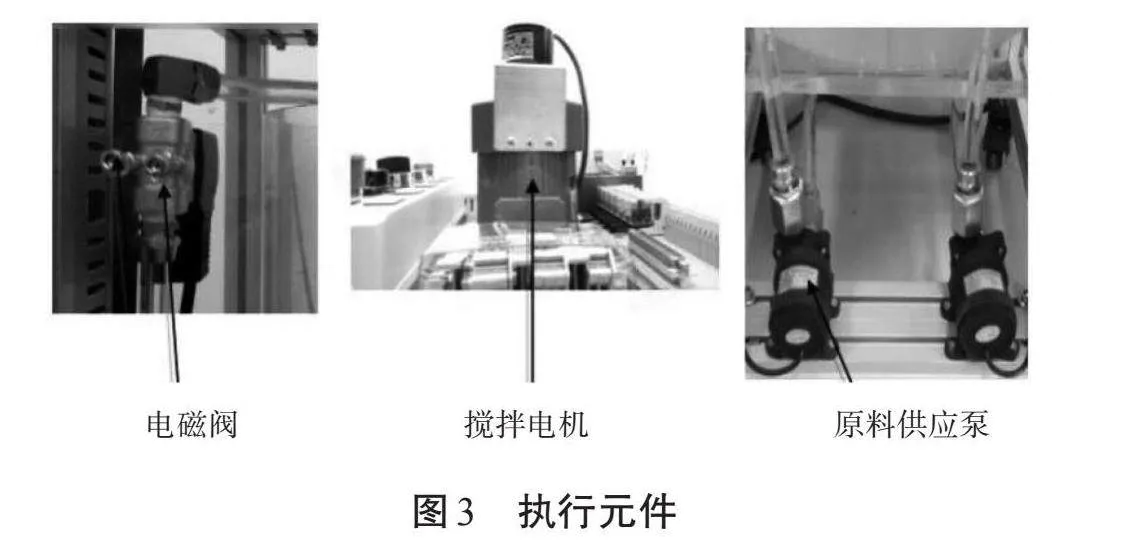
2.1.3 执行器系统
此系统的执行器包括搅拌电机、电磁阀及供料泵,如图3所示。根据PLC控制器指令执行,控制3种原料配比、阀门通断节点、电机的搅拌时间等工作任务。
2.1.4 按钮盒模块
按钮盒包括启动按钮、停止按钮、远程/就地切换按钮、调速电位器、急停按钮共5个开关,实物图如图4所示。
2.2 PLC地址分配
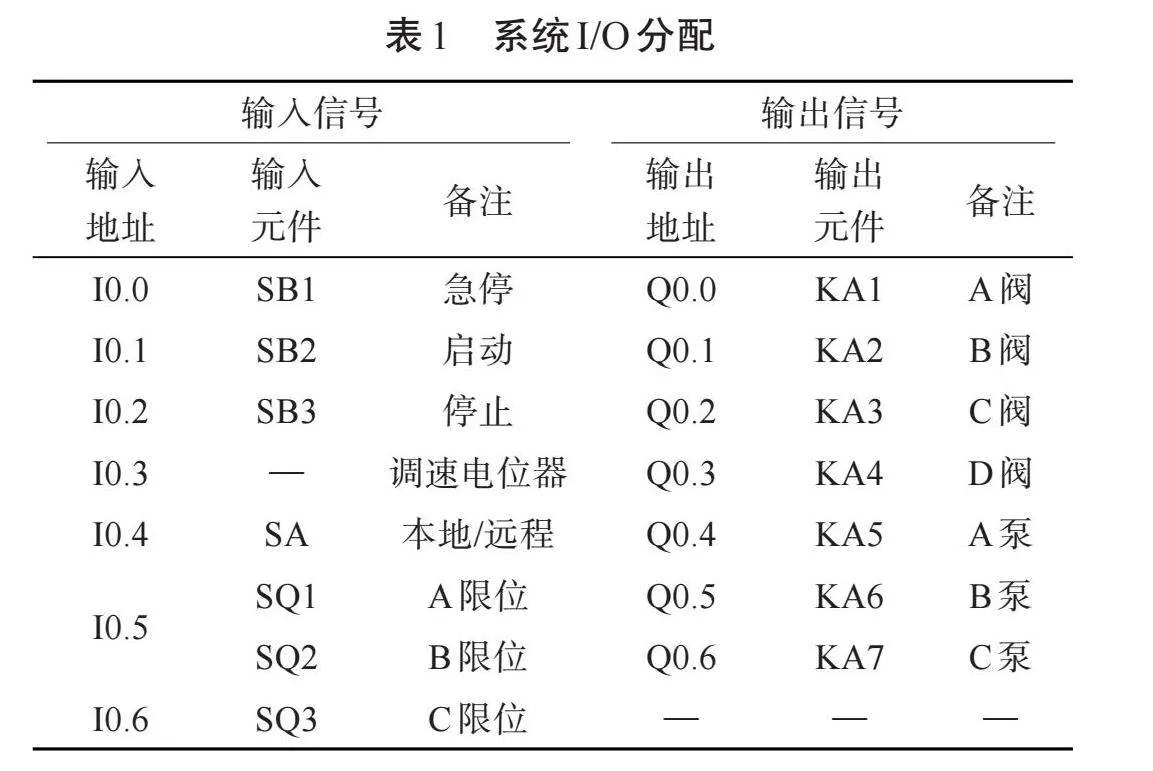
根据控制要求,系统的I/O地址分配,如表1所示。
3 系统软件设计
3.1 PLC程序设计
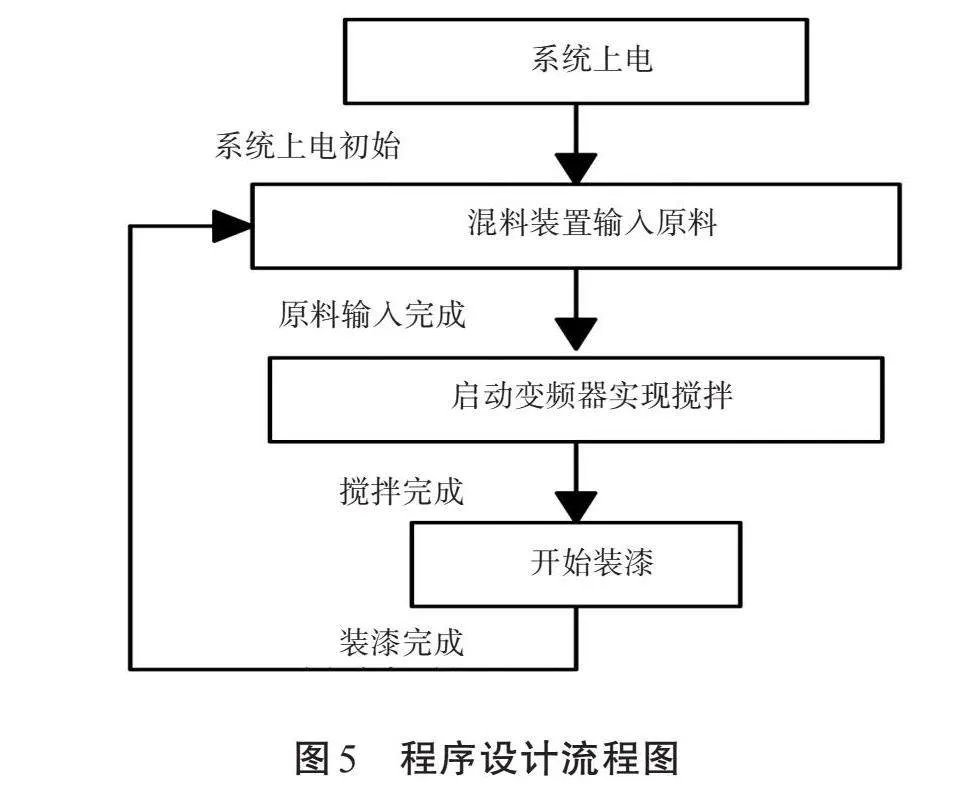
配漆自动搅拌系统工作流程:系统自动复位完成后,当称量传感器反馈质量为0时,A阀、B阀、C阀、A泵、B泵、C泵开启,往小型反应釜中注入原料;等达到设定配方值时,停止注入原料,A阀、B阀、C阀、A泵、B泵、C泵关闭,此时启动信号给变频器开始搅拌;完成搅拌周期后,停止搅拌,打开供料D阀、启动装料D泵。流程如图5所示。
3.2 手动模式功能设计
根据控制要求,手动模式运动子程序功能分别包括手动启动A阀、B阀、C阀,手动修改原料配比,手动修改变频器参数实现正反转的搅拌功能。手动模式具体操作步骤如下。
系统复位:进入“触摸屏手动模式”界面,在没有自动复位之前按下启动、停止按钮,系统不会有任何动作。
A泵、B泵、C泵、A阀、B阀、C阀调试:进入“触摸屏手动模式”界面,依次按下A泵、B泵、C泵、A阀、B阀、C阀按钮之后,A泵、B泵、C泵A阀、B阀、C阀依次启动,此时开始输入原料。
A、B、C原料比例调试:进入“触摸屏手动模式”界面;通过HMI输入框对A、B、C原料输入比例值,配出对应的漆。
搅拌电机调试:进入“触摸屏手动模式”界面;按下正启动按钮输入相应转速之后,电机开始正转;按下反启动按钮输入相应转速之后,电机开始反转;按下停止按钮之后,电机停止工作。
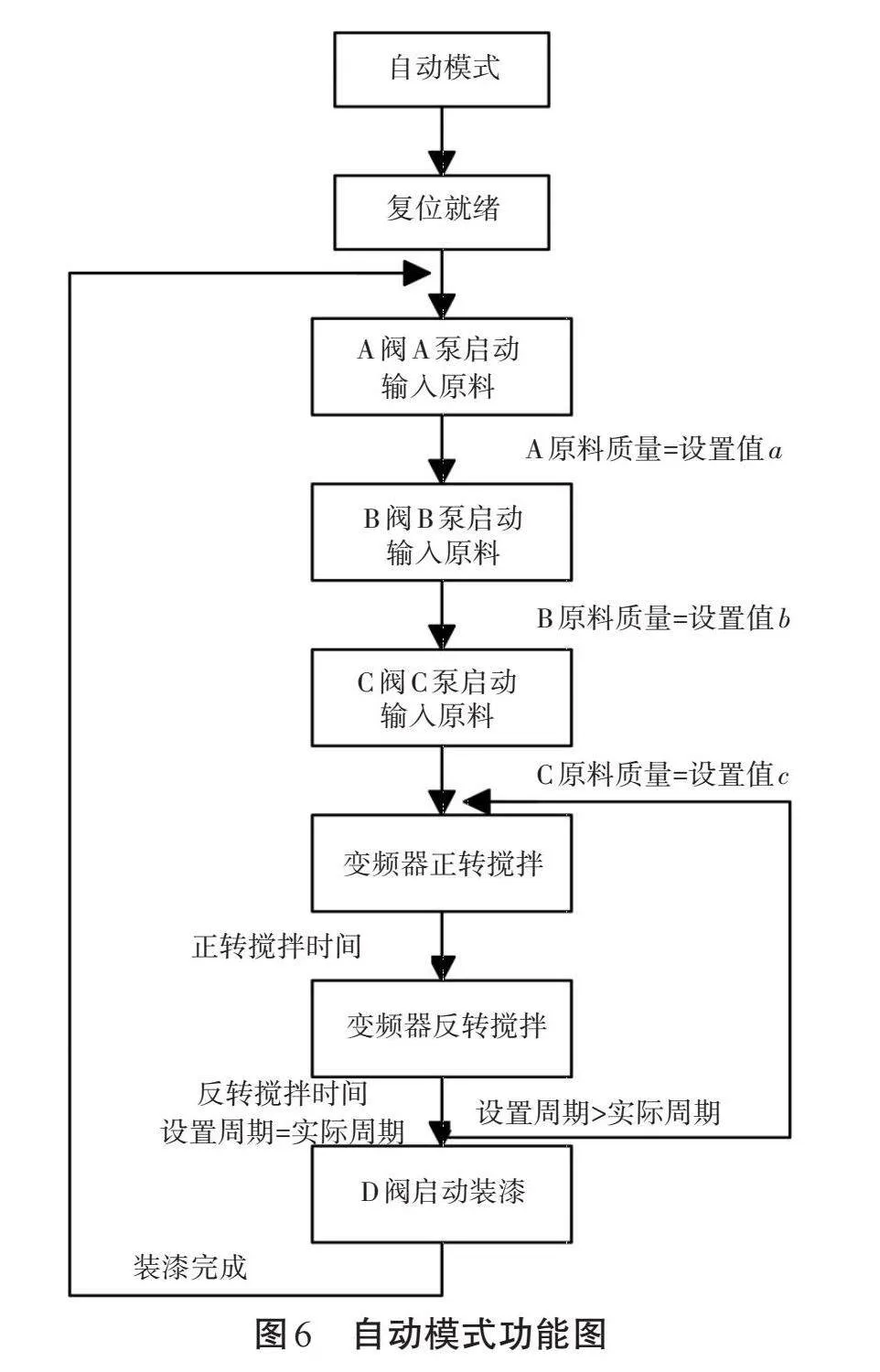
3.3 自动模式功能设计
根据控制要求,自动模式功能如图6所示。
进入“触摸屏自动模式”界面,此时系统已经自动复位。自动控制系统操作步骤如下。
①A、B、C液体检测器处于高液位时,称量传感器测量数据为0 kg,启动按钮接通。
②A、B、C液体检测器处于高液位时,对应配方A阀启动500 ms后,A泵启动开始输入原料A。
③A原料质量=A原料设置值时,经过500 ms延时,A阀关闭且B阀接通,开始输入原料B。
④B原料质量=B原料设置值时,经过500 ms延时,B阀关闭且C阀接通,开始输入原料C。
⑤C原料质量=C原料设置值时,经过500 ms延时,C阀关闭且电机正转启动。
⑥正转搅拌时间到达后,开始反转搅拌。
⑦500 ms后D阀开启;原料总质量为0 kg后,D阀关闭;500 ms后循环执行步骤(2)—(7)。
3.4 人机交互界面设计
人机交互采用TIA portal配套的HMI进行设计,创建过程包含添加新画面、参数设置、配方设置、手动与清洗操作界面、自动操作界面,如图7所示。
手动与清洗操作界面如图8所示,只有手动模式启动后,才可进行手动操作。同时,为了更方便地观察实时监控仿真界面的动态,在实时监控仿真界面也有对应的手动按钮,方便操作电机的旋转方向和4个阀门3个泵的启停。同时,还可以在该界面上设定转速。此外,界面上可以显示物料质量和电机转速和电流大小的数据。
自动操作界面:当进入自动界面后,系统自动复位,按钮启动便开始自动完成原料输入、搅拌、装漆等工序,自动界面可以实现远程监控功能,通过该界面可以切换至手动模式界面,如图9所示。
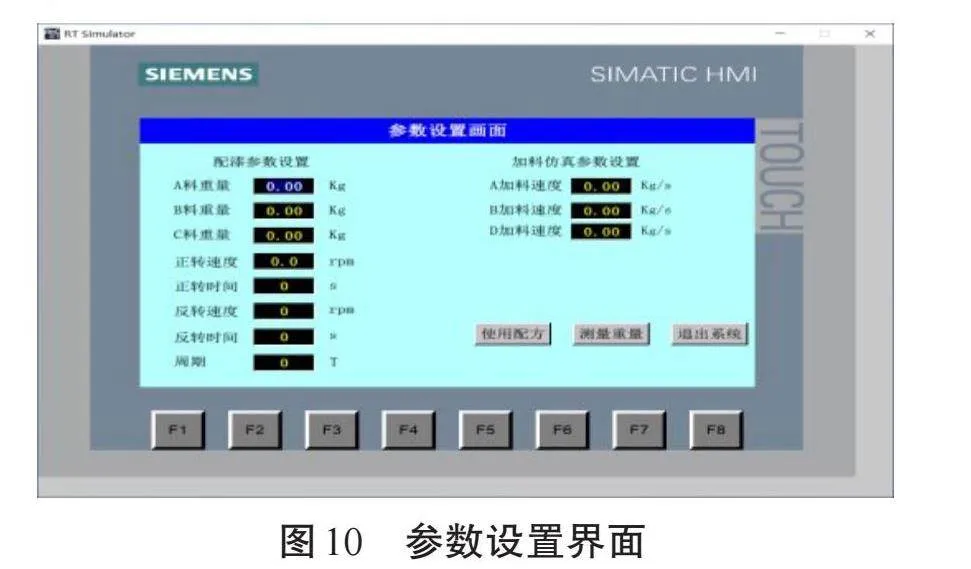
参数设置界面:当进入参数设置界面,可以根据参数比进行原料质量、电机旋转速度和旋转时间、加料速度及配料周期等参数的设置,还可以通过此界面切换到配方和重量测量界面,如图10所示。
配方设置界面:当进入配方设置界面,可根据不同产品需求进行配方设置,可以为配方进行命名,方便下次调用,如图11所示。
4 组态监控画面的调试
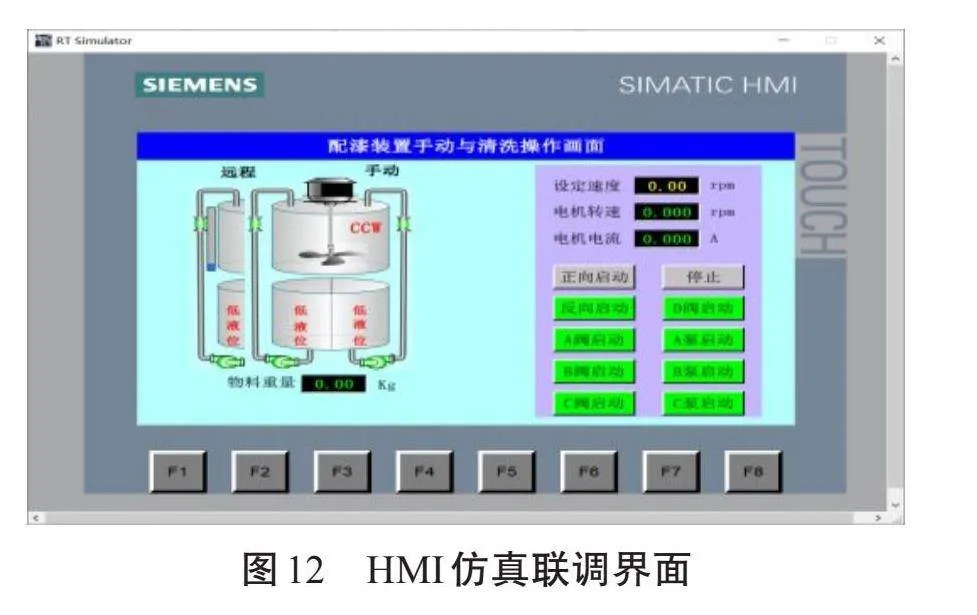
程序下载完毕调试完成确认无误之后,打开设备与网络进行组态通信之后可以进行HMI组态监控画面的通信调试,在仿真界面中可以模拟出储料罐的注入与排出,以及搅拌电机对产品的模拟工作,如图12所示。
5 结束语
此研究提出了一种基于S7-1200 PLC的自动配漆控制系统解决方案。该系统通过精确的称量控制、智能给料系统和HMI人机交互界面,实现了配料过程的自动化和智能化。与传统人工配料相比,该系统显著提高了配料精度、降低了劳动强度,并有效保证了产品质量的稳定性。同时,远程监控功能的引入,实现了生产过程的实时监控和管理,为企业提供了更灵活、高效的生产管理方式。
参考文献:
[1]毛喆,尹中秋,胡剑锋,等.军工装备涂装中对油漆的质量控制[J].现代涂料与涂装,2023,26(2):48-50,54.
[2]杨静.关于涂装车间套色工艺流程的优化改进[J].现代涂料与涂装,2024,27(8):63-65,69.
[3]宋志涛,于万涛,龚春城.车身涂装缺陷自动检查技术装备及应用[J].天津科技,2024,51(7):30-33.
[4]何宁发,刘称意,张林飞.自动检测技术在汽车涂装表面质量检测中的应用探讨[J].大众标准化,2024(11):167-169.
[5]王欢.基于PLC控制的标准气体自动配气装置的研制[J].煤矿机械,2022,43(7):179-180.
