钢管防腐厂侧向出管交库效率提升自控系统的研制
2024-12-29刘浩

摘要:针对某公司钢管防腐厂生产区与交库区处于平行线上且相隔较近,生产线侧向出管方式导致天车频繁接管,影响吊管交库效率的情况,设计了一套能够提升交库效率的自控系统。从总体架构设计、开合台架电控设计、天车双保险安全联锁控制设计、上位机系统设计等方面进行了阐述,可为同行业钢管防腐厂侧向出管交库效率提升提供参考。
关键词:钢管防腐厂;交库效率;自控
中图分类号:TP273" " 文献标志码:A" " 文章编号:1671-0797(2024)24-0052-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.24.013
0" " 引言
某公司钢管防腐厂部分建设受限于厂房用地长度,成品交库区域与生产线厂房并不在一条直线上,而是在平行线上,且厂房出管区与交库区距离较近。此类钢管防腐产线的交库,国内大多采取以下方式:在厂房最后一个工序沿厂房侧面墙壁开门,设立一个侧向台架稍微伸出侧面墙壁(2~3 m),成品防腐管在侧向台架上存储,每存储3根钢管,交库天车便需要移动至侧向台架,将侧向台架的几根钢管吊运至堆垛区储存,之后天车将堆垛的钢管吊运至发运货车。
这种方式带来的弊病如下:1)每当侧向台架上存储了几根钢管后,天车就必须及时移动至侧向台架区域,将台架上的几根钢管吊运至交库堆垛,当生产节奏较快时,天车来不及吊运,侧向台架就会满管堵塞使得生产线暂停。2)由于天车频繁运动去执行吊运台架钢管至堆垛的任务,天车保养维护周期缩短。3)天车吊运堆垛钢管至发运车上的时间较为紧凑,总体吊运发货交库效率低下。
触摸屏是一种电脑输入设备,是最简单、方便、自然的人机交互方式,因而在工业控制中逐渐得到广泛应用。随着计算机控制技术的不断发展,可编程逻辑控制器(PLC)的应用也不断普及,成为自动化技术的重要组成,其中西门子系列的PLC在我国的自动控制应用中占比很大[1]。本文所设计的能够提升侧向出管交库效率的自控系统便是以触摸屏与S7-300 PLC以太网通信的方式来实现,以解决相关技术中侧向台架存储钢管数量少,导致天车需要在堆垛和发运位置间频繁切换,总体吊运发货交库效率低下的问题。
1" " 总体架构设计
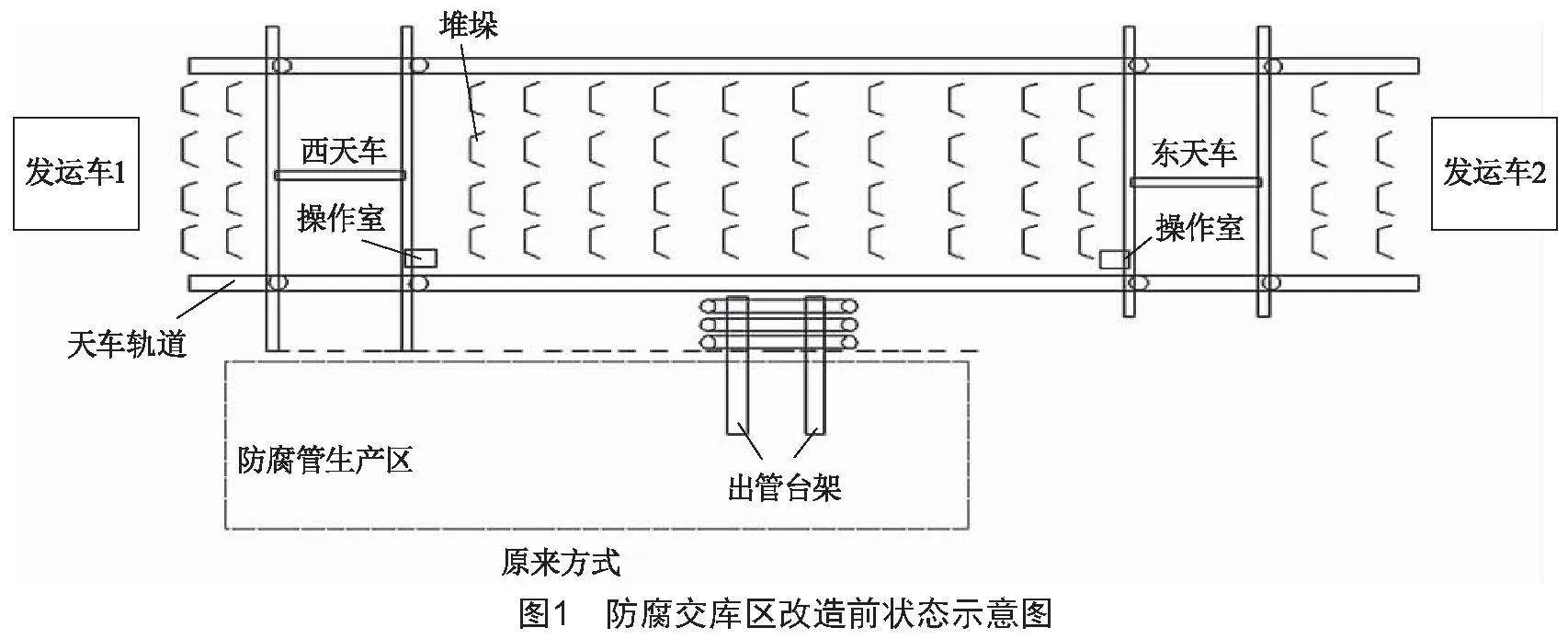
图1为本公司交库区改造前的状态,由于生产区与交库区相隔较近,出管台架伸出的长度不能过长,实际只能存储3根成品防腐管。为不堵管停机影响生产,天车需要实时移走图1中出管台架上的3根钢管,之后天车才有时间去执行将堆垛钢管吊运至发运车的任务。
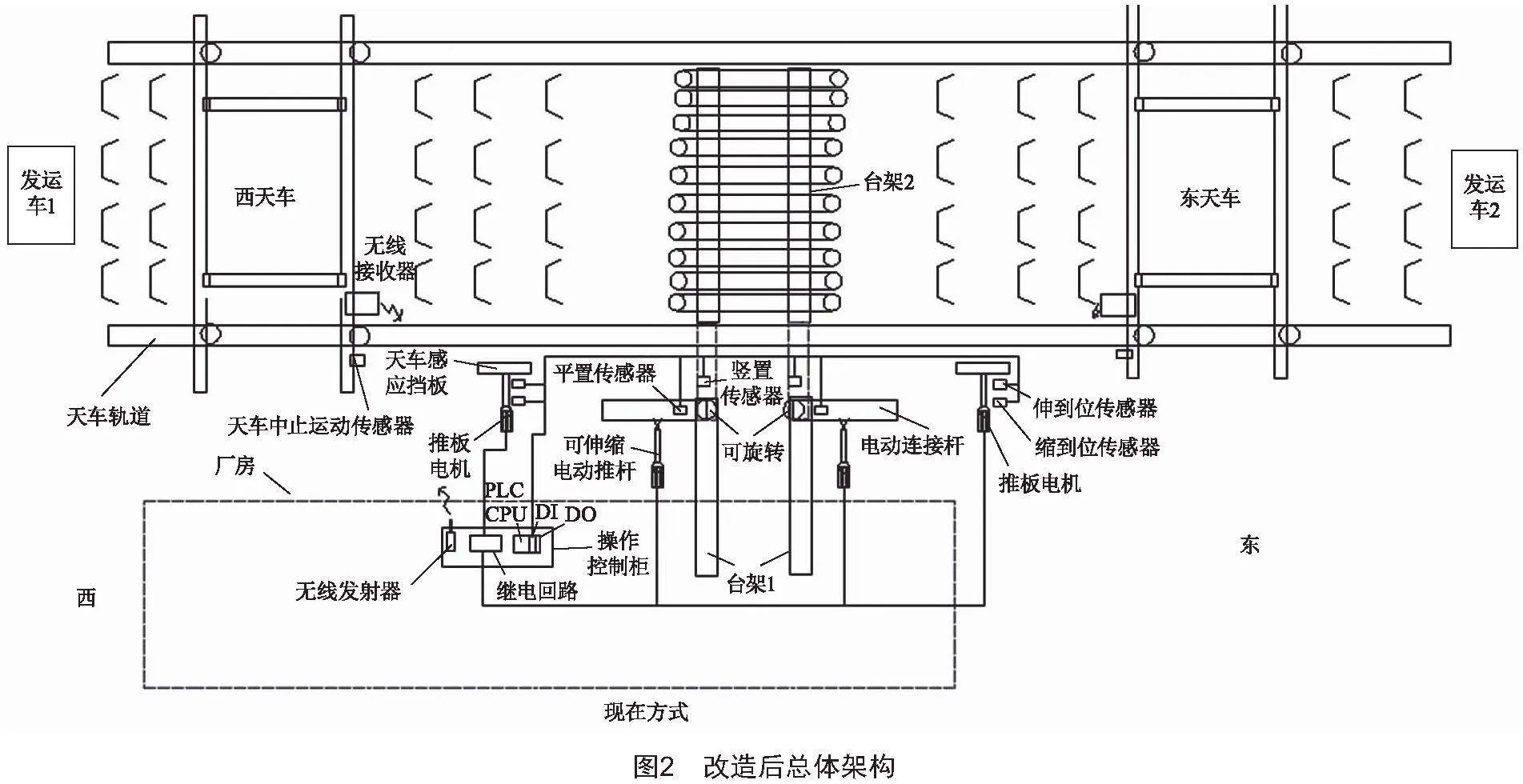
图2为改造后总体架构。在台架1端部设立可旋转连接杆,该连接杆由可伸缩电动推杆连接,连接杆下面水平位置安装有平置传感器,连接杆垂直位置下面安装有竖置传感器,天车行走辊轮外罩上安装有中止运动传感器,操作台安装有操作工提示无线发射器,天车操作室安装有无线接收器,总体控制使用西门子S7-300 PLC作为控制核心。在PLC控制方式下,设计出硬件电路、绘出顺序功能图、编制PLC梯形图相应程序,实现多种控制方式[2]。
效率提升原理:当台架1上累积钢管铺满后,按下操作控制柜的“台架竖置”按钮,该按钮信号被PLC CPU获取,PLC CPU发出指令由PLC DO模块中转给继电回路,继电回路发出信号给西推板电机、东推板电机,使西推板电机、东推板电机产生伸出动作,推板电机的推杆通过耳轴推出电动连接杆,电动连接杆运动到竖置位置后,竖置限位传感器感应到的信号反馈给PLC,PLC综合信号与程序判断,发出指令中止给西/东推板电机运动,此时台架1与台架2通过电动连接杆连通,台架1上的钢管可以输送至台架2进行储存。由于台架2较长,可存储较多数量钢管,天车可等台架2存满成品防腐管后,再过来取管,其他时间可去执行发运吊装任务,从而提升吊运发货效率。
2" " 开合台架电控设计
对比图1与图2,改造后的开合台架由台架1、电动连接杆、台架2组成。其中台架2有一定的倾斜度,便于钢管在其上滚动。电动连接杆使用两线制直流电机带动,电动连接杆的控制有两点较为重要:
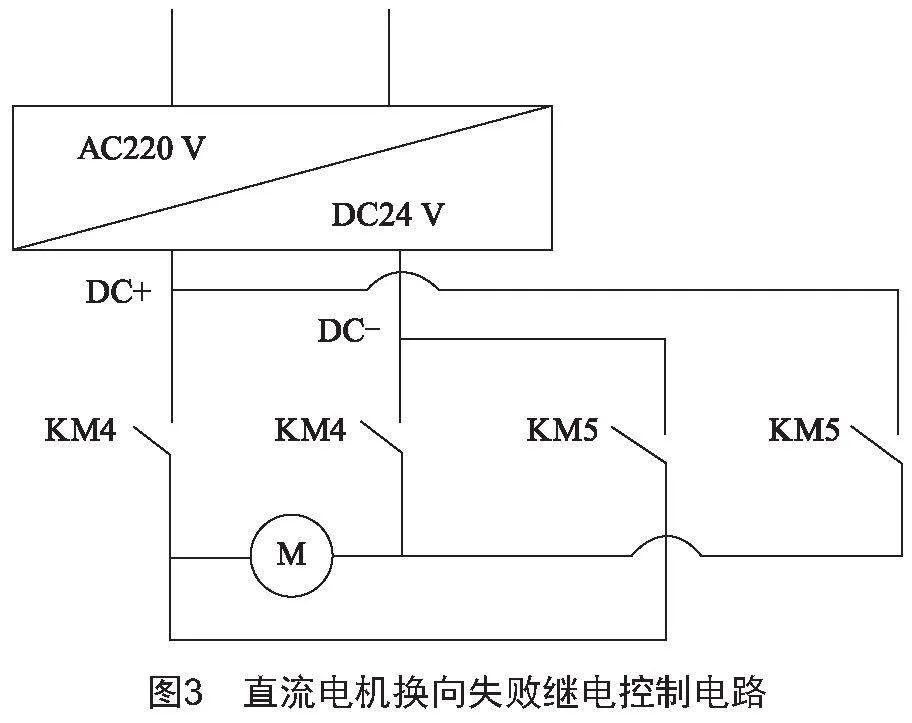
1)由于其为两线制直流电机驱动,为节约成本,采用简易的开关电源外加继电控制回路控制,未使用直流变频器控制。实际调试过程中,图3的控制驱动电路出现过直流电机换向断电瞬间产生的反向电动势多次把直流开关电源烧坏的情况,为此,特采用图4所示驱动换向继电电路解决了问题。
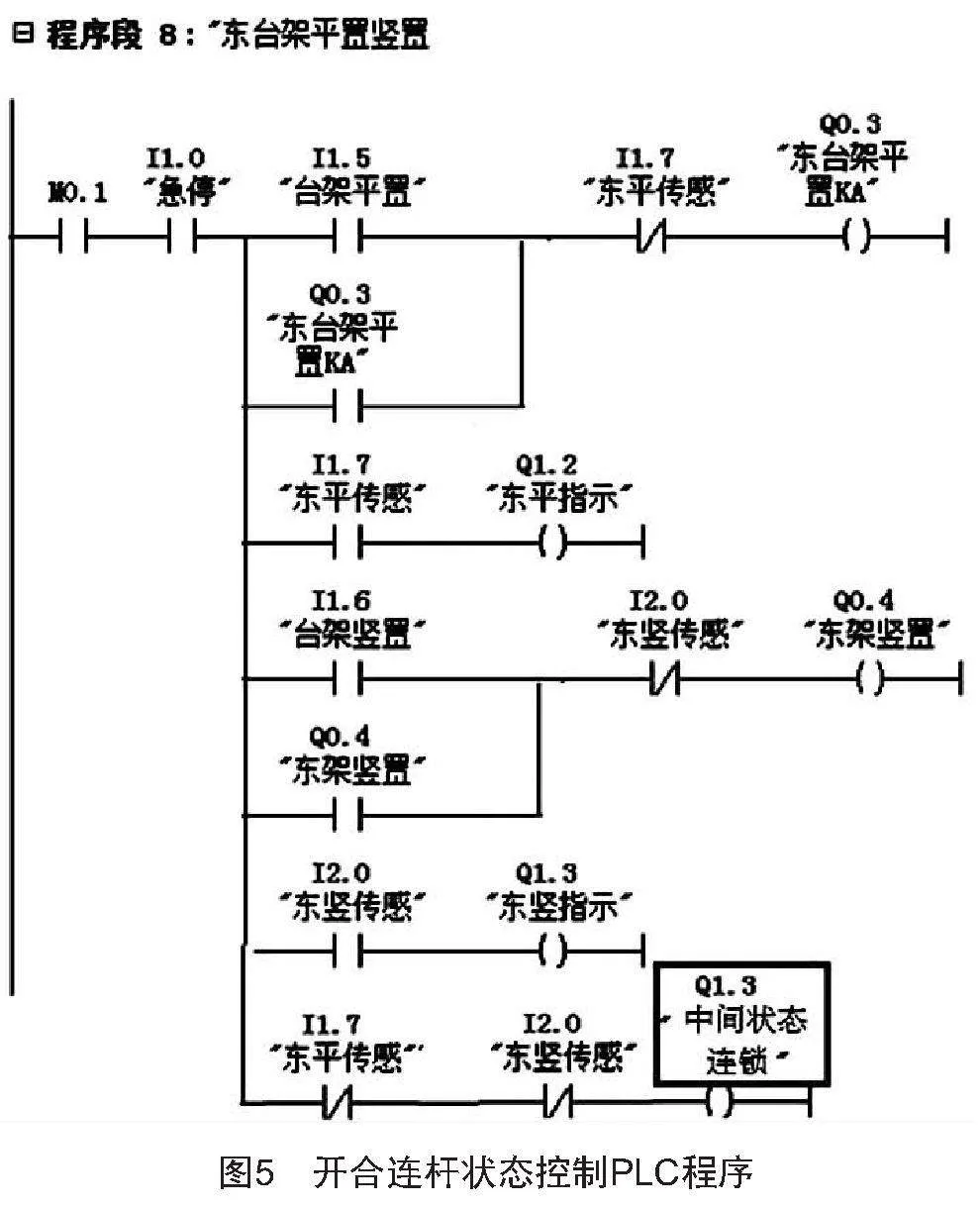
2)根据现场工况、电动连接杆的位置状态,只能有平置和竖置两种状态,连杆处于中间位置的状态是不允许的,因为当天车需要运动至台架2进行倒管时,连杆若处于中间状态,则存在撞断连杆的可能。这个需要在程序上进行处理,实时监测连杆的位置,电动连接杆的控制程序如图5所示。
之所以强调图5中的中间状态监视,是因为连杆处于旋转过程中,天车工无法看到这个区域的情况,需要通过PLC信息判断来达到限制天车向连杆运动的效果。该控制系统需要根据I/O分配正确连接PLC控制系统外部硬件接线,进行PLC控制系统的模拟静态调试[3]。
3" " 天车双保险安全联锁控制设计
采用图2的机电架构,让台架和天车协作交库时,要尤为注意天车的行走安全和防碰撞设计。现场实际工况如下:当电动连接杆闭合时,产线出管台架1上的钢管需要经过电动连接杆输送至台架2,此过程禁止2台天车移动横跨台架2,否则会出现天车撞断电动连接杆的情况。为此,采用两路安全联锁控制设计,让其同时起作用。
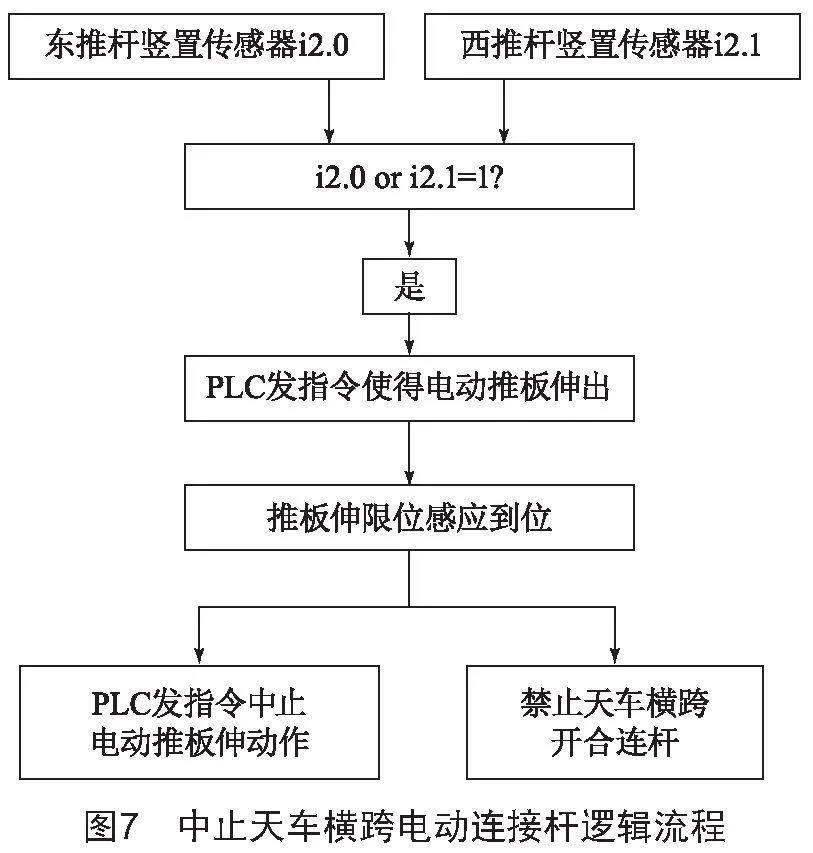
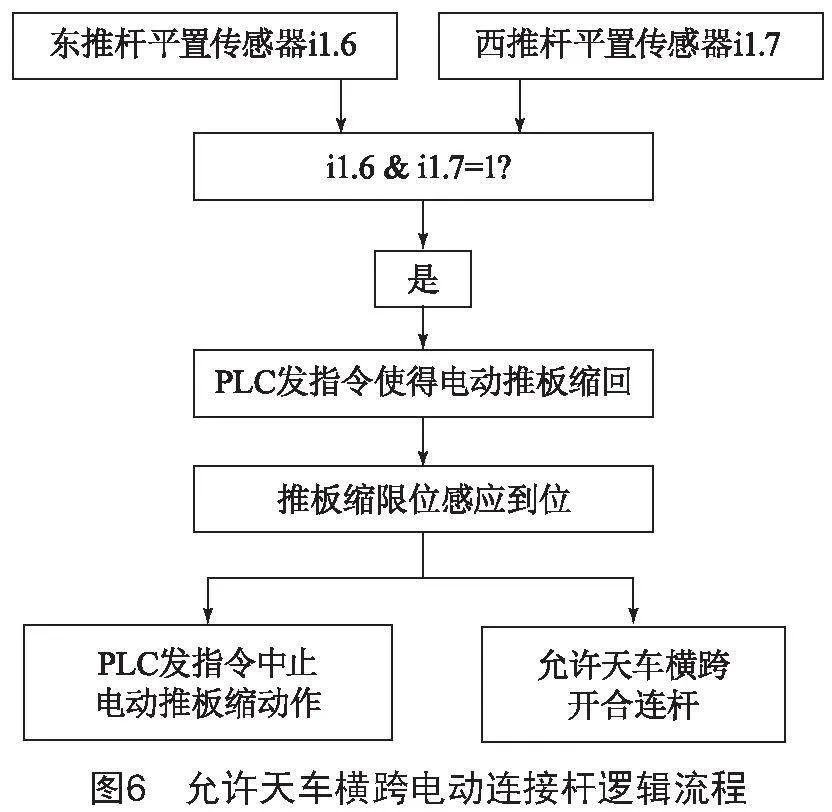
第一路:采用一个有别于常规感应联控的机制,常规机制是传感器与感应对象二者中一个运动一个静止,这里是二者均可运动。如图2所示,在距离电动连接杆竖向位置6 m的地方设立一个电动推板作为感应对象,东西方向各一个,通过此电动推板的伸/缩来接近/远离电磁传感器(实际上,天车的底部横梁侧面是安装有电磁传感器的,该传感器未在图中显示,位置大概在图2中无线接收器旁),从而中止/放行天车横跨电动连接杆。此路安全联控逻辑框图如图6、图7所示。
第二路:在控制柜里设立无线发射器,当图2中的开合台架竖置传感器感应到开合台架后,发射无线信号至天车操作室,天车操作室接收器接收信号后,驱动相关指示灯亮起,提醒操作人员天车下面开合台架处于闭合的状态,此时禁止天车横跨电动连接杆。
4" " 上位机系统设计
从减少操作人员的角度出发,此电控装置的控制柜放置于图2中的室内位置,与现场原本存在的辊道操作台共用一个操作人员。为便于室内操作人员及时获取室外电动连接杆及天车感应推板的位置,特进行了上位机系统开发,以便进行室外现场情况的实时监控。上位机采用昆仑通泰MCGS国产屏进行开发,采用Profinet协议与西门子PLC300进行数据通信交互。
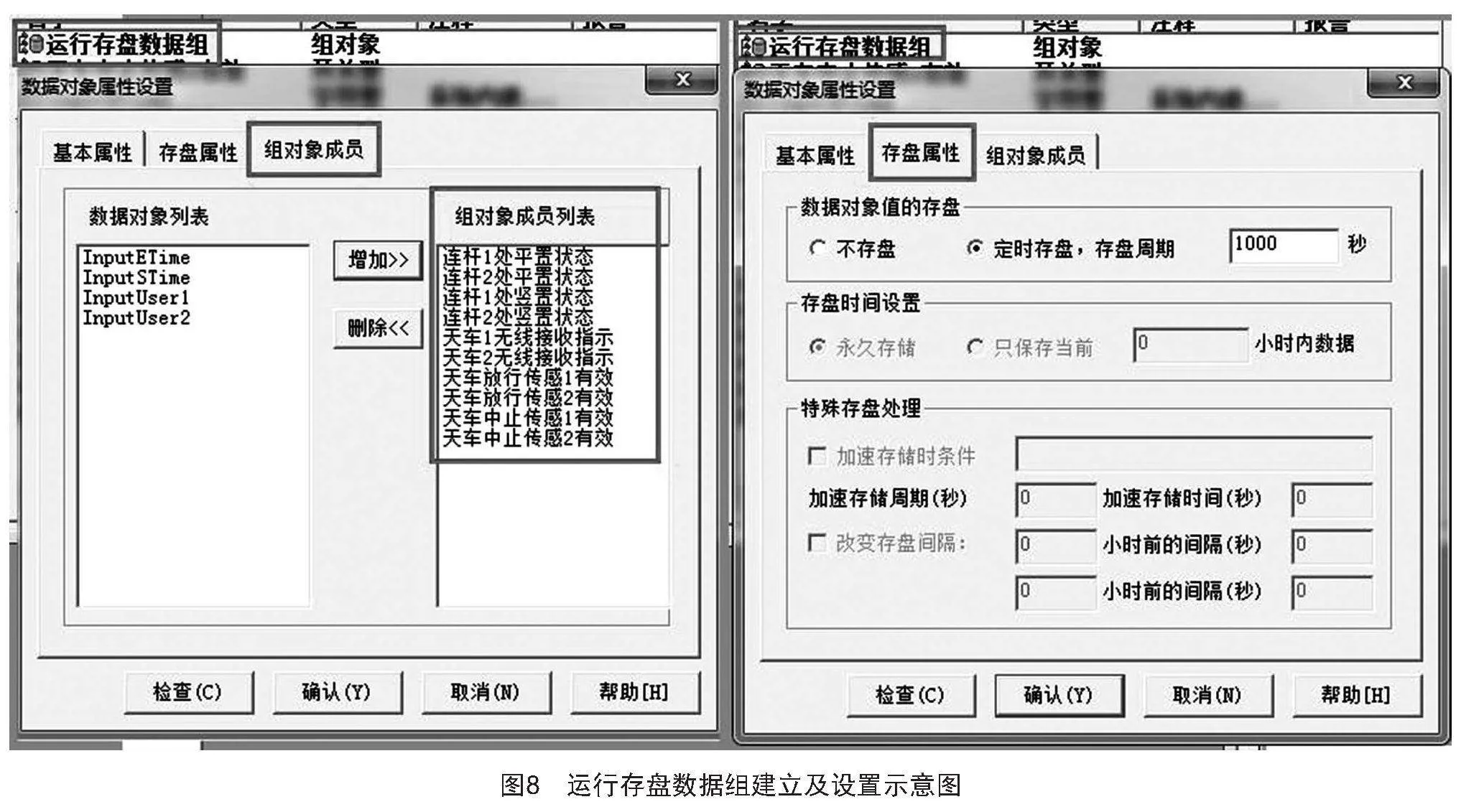
根据车间需求,需要用触摸屏保存近2个月内天车、现场台架等现场状态数据,且可调出查看,即现场数据保存功能及查看追溯功能。由于选用的触摸屏是MCGS国产屏,其对应的开发软件为MCGSE V7.0版。MCGSE V7.0版开发数据保存功能,首先需要先在此开发平台里建立存盘数据组并进行相关存盘周期、位置等设置,如图8所示。
完成图8步骤后,需要在软件开发平台的“运行策略”中编制相关存盘控制语句,采用vb scrpit语言进行编制。
//控制柜启动信号=1开启存运行存盘数据组存盘
IF 启动信号=1 THEN
!SaveData(运行存盘数据组)
ENDIF
//存盘2个月清零
IF time2=86400 THEN
!DelSaveDat(运行存盘数据组,86400)
ENDIF
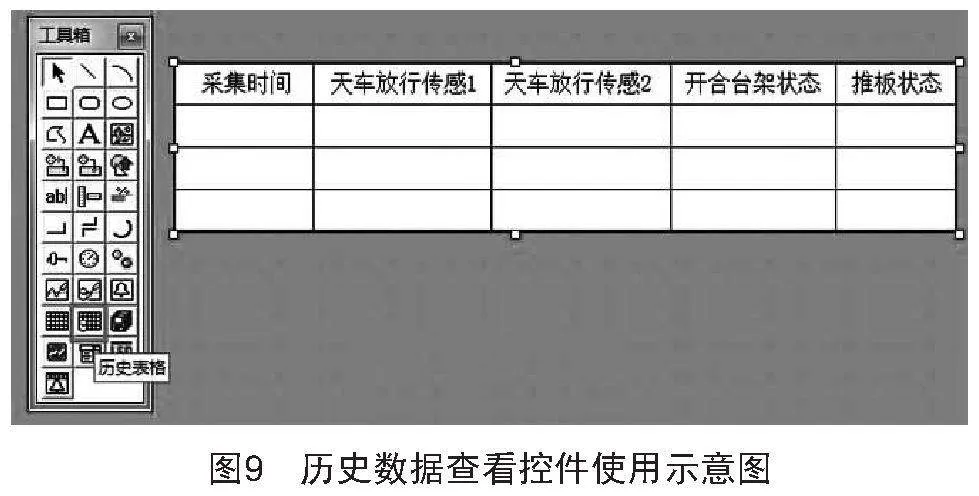
查看历史数据功能,采用开发平台的“历史数据表格”控件进行设计,如图9所示。
按图9进行相关配置后,通过如下语句即可实现查看:
!SetWindow(查询日期条件,历史数据窗口)
5" " 结束语
本文对能提升钢管防腐厂侧向出管交库效率的自控系统从总体架构设计、开合台架电控设计、天车双保险安全联锁控制设计、上位机系统设计等方面进行了阐述,系统已在该公司稳定运行使用,可为同行在此方面的改造设计提供借鉴。
[参考文献]
[1] 万胜前.TPC7062K与S7-300 PLC以太网通讯的实现[J].鄂州大学学报,2017,24(4):101-103.
[2] 胡瑞玲.基于PLC和MCGS的带式输送机监控系统设计[J].时代汽车,2020(15):115-116.
[3] 赵丽.基于液体混合装置PLC控制与MCGS监控系统设计及实现[J].电子世界,2020(11):193-194.