铸机热调宽配套定宽压力机工艺应用的节能效果研究
2024-12-05杨飞何杨开李建科黄文昌罗文序陈俊屹


摘 要:针对广西钢铁集团230 mm×1 650 mm双流板坯在线热调宽功能和1 780 mm热连轧机组定宽压力机减宽功能互相耦合下节能效果进行研究。研究发现,铸机热调宽配合压力定宽机工艺应用在2023年8个月的时间里有效节能约17 561.5 MWh,约减少5 699 t二氧化碳的排放。
关键词:板坯铸机;在线热调宽;热连轧机组;定宽压力机;节能
RESEARCH ON THE ENERGY-SAVING EFFECT OF THE APPLICATION OF THE HOT WIDTH ADJUSTMENT MATCHING FIXED WIDTH PRESS PROCESS IN THE CASTING MACHINE
Yang Fei He Yangkai Li Jianke Huang Wenchang Luo Wenxu Chen Junyi
(Guangxi Iron and Steel Group Co., Ltd. Liuzhou 545002,China)
Abstract:This study focuses on the energy-saving effect of the coupling between the online thermal width adjustment function of 230-1 650 mm double flow slab and the width reduction function of the fixed width press of the 1 780 mm hot rolling mill in Guangxi Iron and Steel Group. Research has found that the application of the casting machine's hot width adjustment combined with the pressure fixed width machine process effectively saved about 17 561.5 MWh in August last year, reducing approximately 5 699 tons of carbon dioxide emissions.
Key words: slab casting machine; Online thermal width adjustment; Hot rolling mill unit; Fixed width press machine; energy conservation
0 背 景
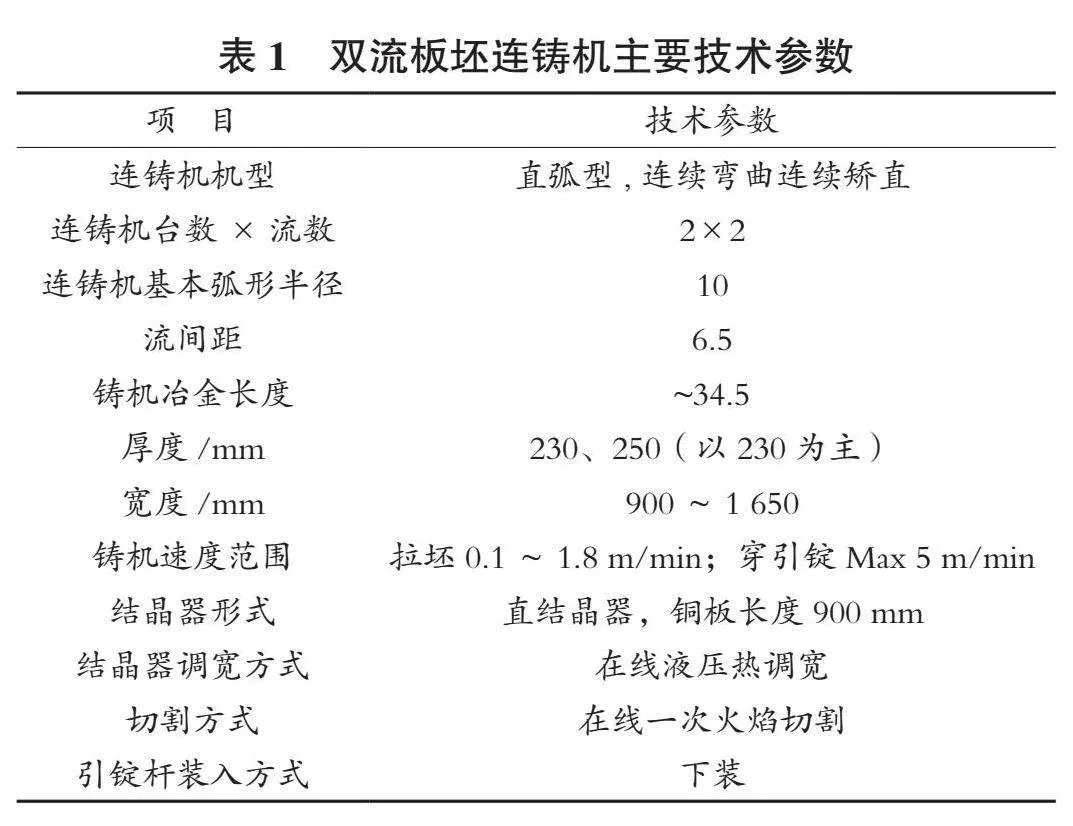
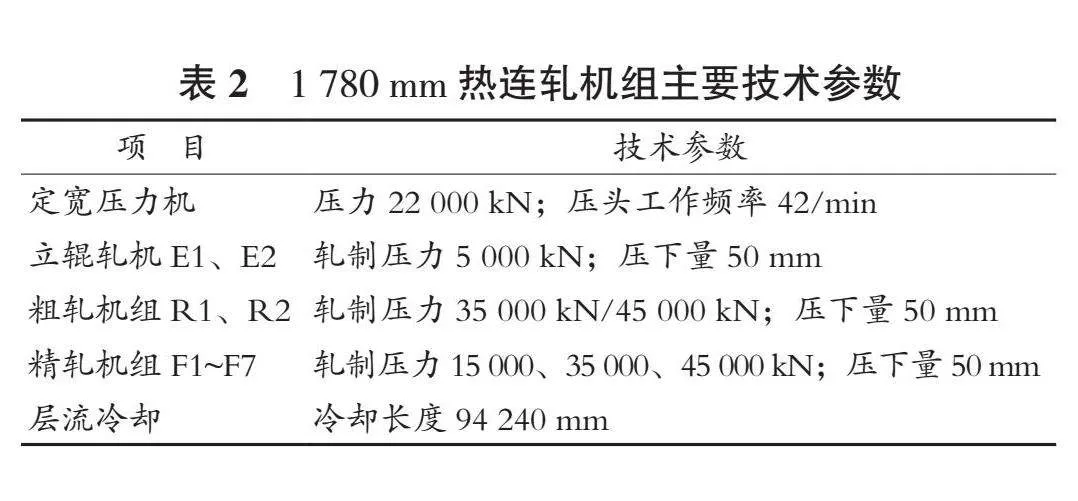
钢铁工业是国民经济的重要基础产业,是建设现代化强国的重要支撑。“十三五”和“十四五”期间我国钢铁工业通过一批产线换代升级、内陆向沿海布局等方式正逐步向节能环保阶段演进。钢铁工业在此趋势下,必须努力优化生产工艺,提高能源利用效率,向节能环保发展方向转型[1]。广西钢铁集团是柳钢集团向节能环保和智能智造转型升级的战略新基地,广西钢铁集团于2020年6月26日一期全线投产运营。广西钢铁集团配备2台双流板坯连铸机以及一套1 780 mm热连轧机组。双流板坯连铸机配备在线液压热调宽功能,1 780 mm热连轧机组配备定宽压力机。铸机具体工艺以及1 780 mm热连轧机组具体工艺技术参数如表1和表2所示。
连铸机投产初期,在线热调宽功能未完全开发应用,导致连铸机每次都需要停机下来更换断面从新组织生产。1 780 mm热轧机组定宽压力机同样前期减宽功能不稳定,导致热调宽产生的梯形坯无法处理轧制,只能对梯形坯进行切边轧制或者进行割废物处理。热调宽功能以及压力定宽机配合不好,造成能源利用率不高。本文对铸机在线热调宽以及定宽压力机工艺进行逐项能效分解,进一步分析研究两道工序之间互相耦合下的节能。
1 铸机在线热调宽技术能效分析
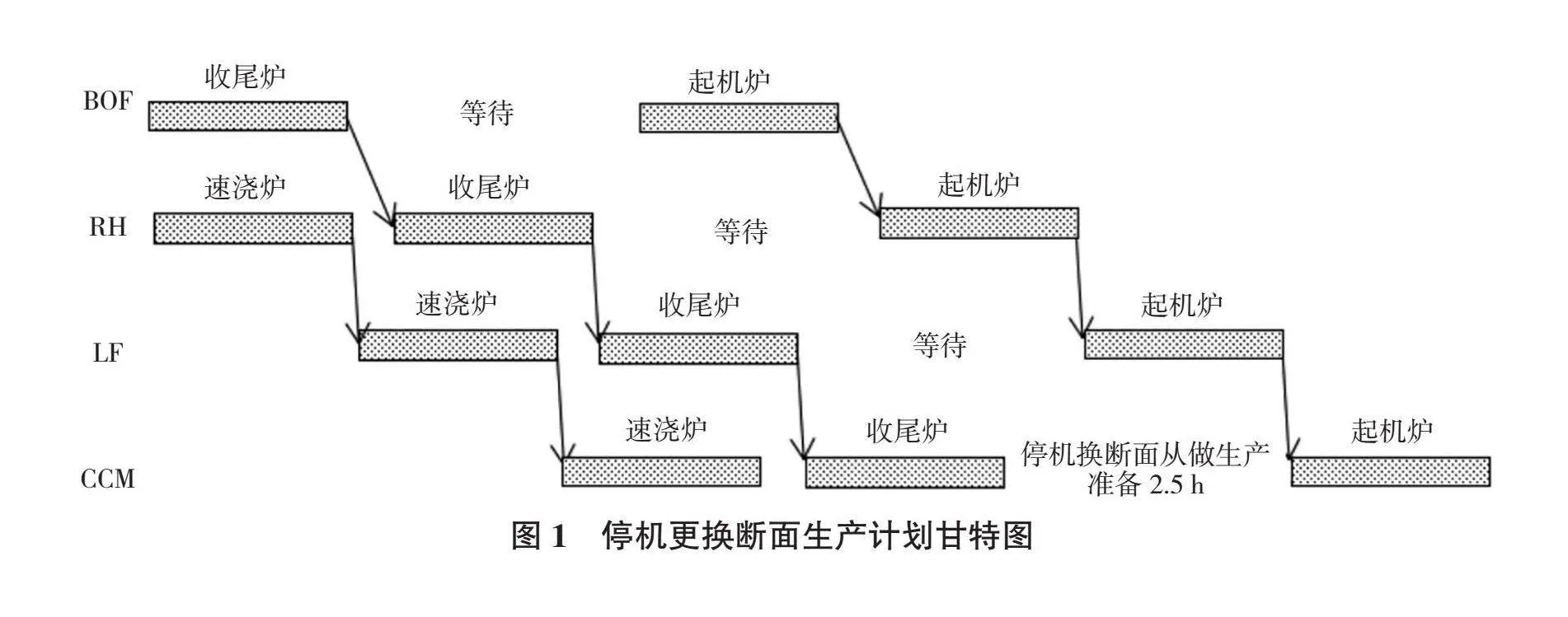
广西钢铁集团炼钢厂目前的生产模式为3炉3机单通道生产模式。铸机停下来更换断面重做生产准备工作期间,其余设备无法交叉作业会对全系统的能效造成比较大的影响。铸机停机调宽的生产计划甘特图如图1所示。下面通过能耗计算来分析停机调宽带来的损失。
1.1 铸机临时停机电能损失
铸机在停机后需要重新调整结晶器的宽度,根据结晶器宽度从新调整引锭头的大小等一些列辅助工作。生产辅助作业时长2.5 h,在此期间铸机的主要耗能设备都在运转。铸机在调整宽度辅助作业的2.5 h内,铸机二冷蒸汽排出风机、扇形段驱动、铸机液压站、设备闭路水等设备持续运行,造成电能的损耗。耗电量如下:Q1=(P1+P2+P3+P4)×h=(185×4 kWh+7.5×40 kWh+50×18 kWh+560 kWh)×2.5 h=6 250 kWh。
1.2 耐材烘烤能耗损失
铸机在停机更换断面的过程中,钢包以及RH炉真空室的耐材温度损失,需要通过天然气燃烧烘烤从新补能升温。耐材的烘烤均使用天然气,其中中包烘烤天然气的使用量为287 Nm3/h,需要持续烘烤3.0 h;大包烘烤天然气的使用量为650 Nm3/h,需要持续烘烤2.5 h。RH炉真空室烘烤天然气的使用量为500 Nm3/h,需要烘烤2.5 h。天然气热值Qgas为37.2 MJ/Nm3,其中3.6 MJ=1 kWh。中包、大包以及RH炉烘烤的能耗折算成电耗如下。Q2=(287 Nm3/h×3.0 h+650 Nm3/h×2.5 h+500 Nm3/h×2.5 h)×37.2 MJ/Nm3÷3.6 MJ=38 605.3 kWh。
1.3 坯头、坯尾及中包余钢回收能耗损失
停机更换结晶器断面,在此过程产生坯头尾以及中包余钢。板坯规格按照230 mm×1 510 mm计算,坯头尾各割废长度1 m,双流板坯总割废量为4 m。为避免中包覆盖剂卷入钢水对钢水进行污染,在浇铸结束收尾时中包余留钢水5 t。单次停机更换结晶器断面钢水损失的重量约为M1=0.23 m×1.51 m×4 m×7.8 t/m3+5 t=15.84 t。坯头尾及中包余钢能耗损失转折算为电能如下:Q3=M1×QEV=15.84(t)×727(kWh·t-1)=11 515.68 kWh。
2 定宽压力机技术能效分析
2.1 切割边及废坯回收能耗损失
未配备定宽压力机的轧线机组处理热调宽产生的梯形坯时,通常有2种方式进行处理。当铸坯头尾宽度偏差小于50 mm时,切边后进行轧制。当铸坯头尾宽度偏差大于50 mm时则进行判废处理[2]。在结晶器进行热调宽时,根据工艺操作要求需要降速到1 m/min之后进行热调宽,热调宽过程需要5 min的时间。从热调宽开始到热调宽结束,共造成6 m左右的梯形坯,如图2所示。板坯规格按照230 mm×1 510 mm计算,当调宽宽度小于50 mm时切边割废量的重量约为M2=0.23 m×[0.025 m×(2 m+4 m)/2]×2×7.8 t/m3=0.26 t。边割废量能耗损失转折算为电能如下:Q4=M2×QEV=0.26(t)×727(kWh·t-1)=189.02 kWh。当调宽宽度大于50 mm时割废量的重量约为M3=0.23 m×[0.755 m×(2 m+6 m)/2]×2×7.8 t/m3=10.83 t。割废量能耗损失转折算为电能如下:Q5=M3×QEV=10.83(t)×727(kWh·t-1)=7 873.41 kWh。
2.2 梯形坯热送热装能耗分析
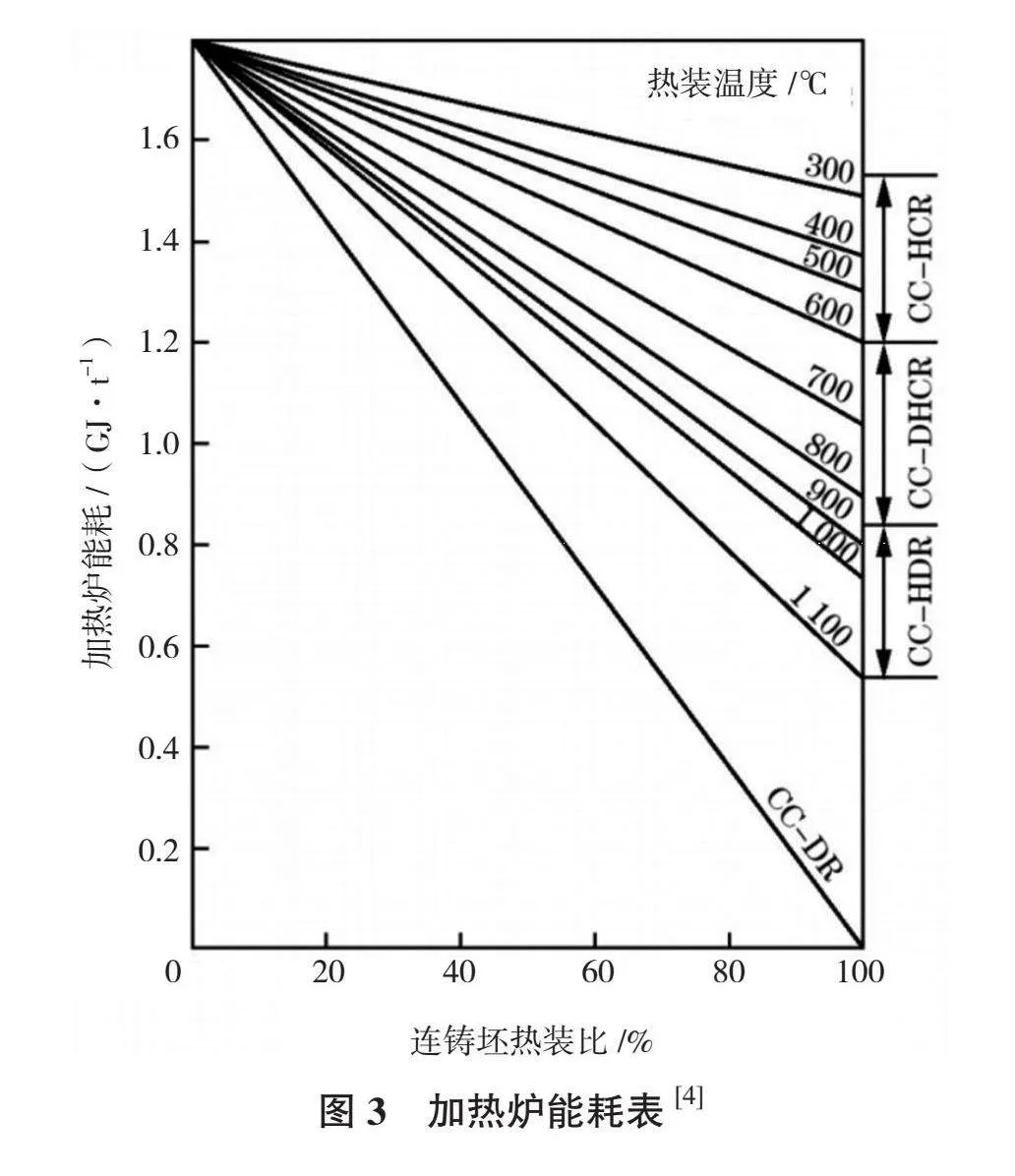
和传统轧线相比,配备压力定宽机的轧线在处理连铸热调宽产生的梯形坯时,不需要将调宽幅度小于50 mm的铸坯进行切边处理,也不需要将调宽大于50 mm的铸坯进行判废[3]。广西钢铁1 780 mm热连轧机组可实现350 mm以下的梯形坯95%以上的直送直装,铸坯通过辊道从连铸工序送到加热炉,辊道输送距离短直送直装铸坯温度能接近950 °,对比需要冷却到常温以下进行切边的梯形坯,直送直装梯形坯温度提高了接近900 °。图3给出了不同热装温度和热装比下的燃料消耗情况[3]。从图中可以看出加热炉的燃料消耗随着热装比例和热装温度的提高而大幅度降低[3]。广西钢铁加热炉为中大形步进梁式加热炉,加热炉的能耗为1.58 GJ/t[4]。
板坯规格按照230 mm×1 510 mm×11 m计算。忽略宽度变化的部分,每块梯形坯的铸坯重量约为M4=0.23 m×1.51 m×11 m×7.8 t/m3=29.79t。由图3可知,每块梯形坯直装的能耗转化为电能如下:Q6=(1 580-900)MJ/t×29.79 t×95%/3.6=5 345.65 kWh。
3 结 论
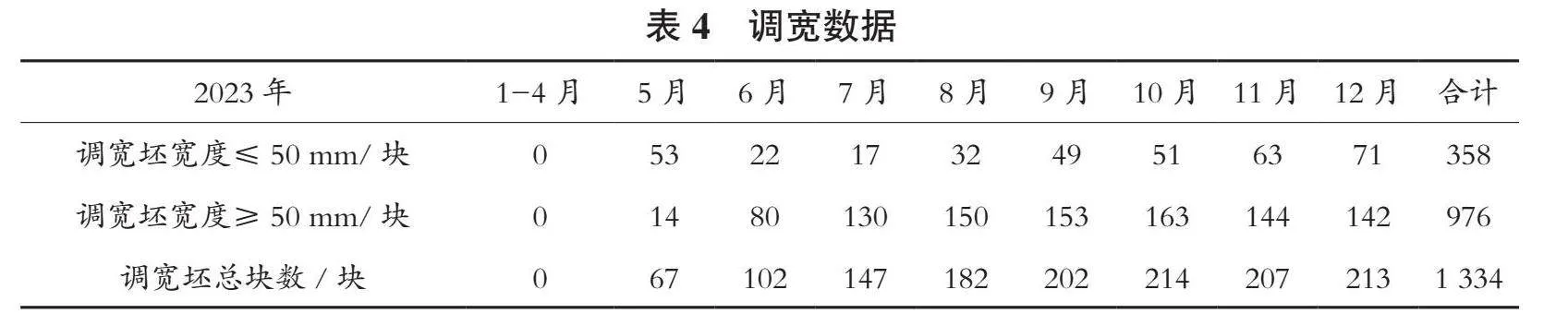
2023年5月铸机在线热调宽正常运行后,平均每个月中间包个数减少7个左右的使用量,每个月停机更换断面减少7次左右。1 780 mm热连轧机组压力定宽机在6月正常运行后,解决了梯形坯的割废和判废。统计全年2台双流板坯连铸机调宽数据如表4所示。铸机在线热调宽技术全年节能Q7=(Q1+Q2+Q3)×7×8=(6 250 kWh+38 605.3 kWh+11 515.68 kWh)×7×8=3 156 774.88l kWh。压力定宽机技术全年节能Q8=Q4×(358-53)+Q5×(976-14)+Q6×(1 334-67)=189.02 kWh×305+7 873.41 kWh×962+5 345.65 kWh×1 267=14 404 810.07 kWh。铸机热调宽配套定宽压力机工艺互相耦合下全年节能Q9=Q7+Q8=3 156 774.88 kWh+14 404 810.07 kWh=17 561 584.95 kWh。铸机热调宽配套定宽压力机工艺节能降明显,具有重要的推广意义。
参考文献
[1] 何杨开,梁日成,程晓恬,等.小方坯连铸高拉速自动开浇技术的应用实践[J].广西节能,2021(4):32-33.
[2] 李俊慧,刘才,董敏,等.1 880压力调宽机砧型的改造研究[J].钢铁,2010(5):57-60.
[3] 谷世群.板坯连铸在线热调宽节能效果分析[J].连铸,2016,41(5):39-41.
[4] YB/T 4242-2011中华人民共和国工业和信息化部钢铁企业轧钢加热炉节能设计技术规范[S].