白车身焊装线内置式主夹具的规划开发及应用技术研究
2024-10-31张武黄娇美和丽梅于文湖陈雨

关键词:汽车;白车身;主夹具;内置式
中图分类号:U466 文献标识码:A
0 引言
乘着“大力发展新能源汽车”的新风,造车新势力如雨后春笋般涌出,给汽车市场注入了新的活力。各大传统主机厂为抢占市场份额,也纷纷加入“内卷”行列,各种新车型的推出应接不暇,旧车型“焕新”也不甘落后。在市场终端快节奏的冲击下,制造系统也面临着巨大的挑战。
为满足市场终端的需求,适应汽车车型多样化生产、成本控制和精益制造的要求,国内各大汽车主机厂开始建设柔性生产线,这意味着同一条生产线需要兼容生产多种车型,以某公司某基地车身车间为例,某生产线的设计兼容车型为6 个。待产车型的工装在有限的场地中存放存在极大的失效风险和安全问题,尤其是在车身线总拼工位中用于下车体总成和侧围总成焊接工位的主夹具。传统主夹具存在占地面积大,主夹具切换时间长等问题,极大地限制了生产线的柔性最大化和生产效率,难以适应目前的市场快节奏。
1 总拼工位工艺分析
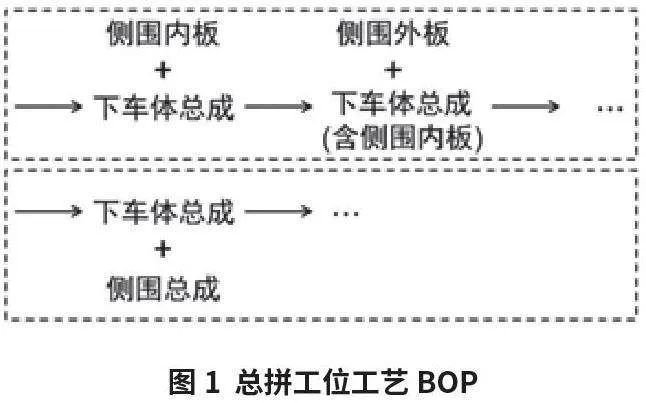
国内各个汽车主机厂在车身线主拼工位的工艺BOP 不尽相同,目前的总拼工位工艺BOP 主要分为两大类,两者的区别如图1 所示[1]。
(1)一类是侧围内板和侧围外板分开装配焊接,先把侧围内板和下车体总成进行焊接,再把侧围外板装配到含侧围内板的下车体总成上进行焊接。
(2)另一类是先把侧围内板和侧围外板等其余侧围零件焊装好形成一个侧围总成,再把侧围总成直接焊接在下车体总成上。
2 内置式总拼主夹具工艺分析
装夹顺序是:下车体总成送至总拼线—侧围预装放置在下车体总成上—主夹具降下定位夹紧焊接。该种总拼方式去掉了传统的侧围夹具框架,整个夹具是从无顶盖的白车身上方进入车厢内部,夹具的夹头从内部夹紧。这种内置式的夹具结构所占空间小,焊接机器人更容易靠近焊接部位,焊接工艺性强[2]。
3 内置式主夹具的规划开发
总拼主夹具主要根据相应生产线工艺流程做规划,受到车间场地面积,需求共线柔性生产车型数量,开发成本与时间等因素制约影响;在需求共线柔性生产的车型数量上,按现有车型的开发数量与迭代速度,一条白车身生产线需6 种车型共线是较为理想的,即要求在总拼线未来至多6 套工装主夹具。
内置式总拼主夹具的各定位组件安装在一个框架上,仅占用一个工位,作业时主夹具布置在白车身内侧,从内侧定位零件,外部夹紧,不占用白车身外侧空间,大大提升了焊接机器人的机焊接空间和焊接效率,从而更好地保证了白车身焊接质量。内置式主夹具采用空中夹具库的储存和切换的形式,通过电控实现不同车型主夹具的快速切换,柔性化程度高,占用生产线面积小,切换简单快速。
结合以上场地面积、开发成本、焊接可达性、焊接质量和柔性化程度等综合分析,采用内置式主夹具方案最优,能最大程度的符合企业未来乘用车规划。
4 内置主夹具设计要求
4.1 夹具的设计要满足车身零件的定位要求
主夹具设计前,确认定位单元组件构成,结合工艺发布的一致性基准定位策略(CDLS),分析各定位组件夹具的位置,以绝对坐标为基准,建立基准平面,确定边界条件、安全距离以及排除相互干涉等内容,保证零件的定位要求。
4.2 夹具的设计要满足焊接要求
白车身的零件主要是通过电阻点焊焊接而成,设计夹具的一个重要目的就是满足白车身零件的焊接要求[2]。
(1)操作高度(人工焊接)。操作高度即指地面到焊钳把手之间的高度。当操作者的身高为1 750 mm,操作高度焊钳平放时操作高度一般为800.00 ~ 1 100.00 mm ,焊钳立放时操作高度一般为1 200.00 ~ 1 500.00 mm[3]。
(2)焊钳通过性。要尽可能少的进枪与退枪,焊接过程中容易焊接且不与夹具干涉。
4.3 夹具的设计要满足生产的规划要求
夹具的设计要满足汽车生产的规划要求,譬如生产节拍、焊点分配、夹具在生产线的布置[4]、车身零件的焊接顺序、夹紧焊接过程的分析等,这些都是夹具设计要考虑的因素,也是夹具设计必须满足的要求。当夹具设计与这些因素发生矛盾时,我们要及时与相关区域进行沟通和协调,必要时做出适当的更改,更改夹具或者调整相应的内容。
5 内置式主夹具的设计应用
内置式主夹具的设计可分为两部分,分别是定位单元和框架,下文对白车身典型结构的定位单元和框架进行分析。
5.1 定位单元
为了能够实现定位的可靠和精度,保证焊接过程的夹紧力和零件完整性需求,需要设计比较复杂的运动机构,设计难度较高,主要表现在以下几点。
(1)主定位设置,气缸同步作滑移和翻转运动。
(2)为了简化空间和工装结构,部分工装采用四连杆机构,可以实现气缸短行程夹长运动轨迹。
(3)为了布局优化,许多定位组件共用1 个气缸作为动力源等。
根据汽车白车身的结构特征,大致可将主夹具的基本定位单元按如下分布。
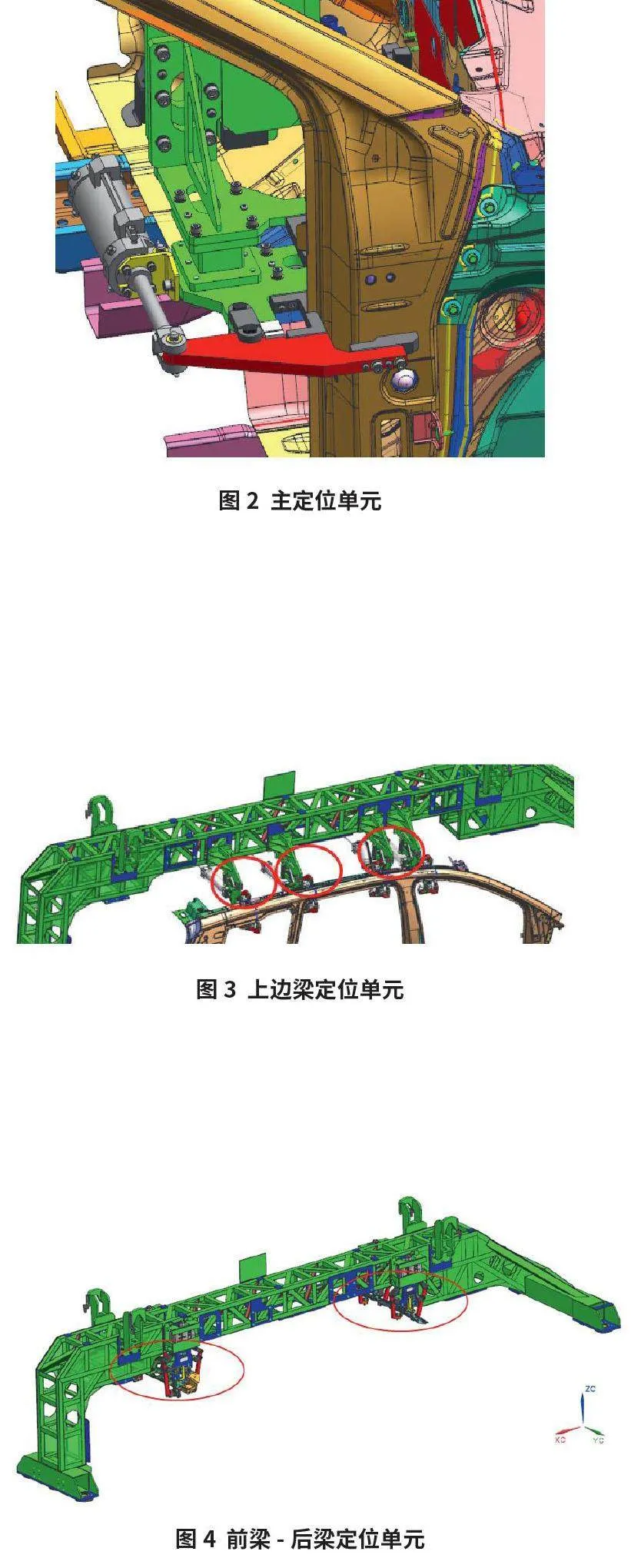
5.1.1 主定位单元
主定位单元一般布置在车身前部A 柱附近(图2),由定位块、定位销和压臂组成,其工作逻辑分两级,定位单元先随主框架落下至车身内,中心框架气缸推出,定位销进定位孔、定位块定位,最后压臂夹紧,达到定位侧围A 柱的作用。
(1)上边梁/ 前梁/ 后梁定位单元(图3)。上边梁定位单元以主框架为中心左右对称,根据具体车型和其他产品信息输入确定单元数量(图例为3 组),其结构相似,动作时序一致,其工作逻辑同样分两级,一级动作为定位块定位,二级为压臂夹紧。
(2)前后横梁定位单元结构相同,设计原理相同(图4)。动作时序:前后横梁定位单元有销定位,在主框架到位后,前后横梁气缸打开,夹具动作时,先进销再夹紧。
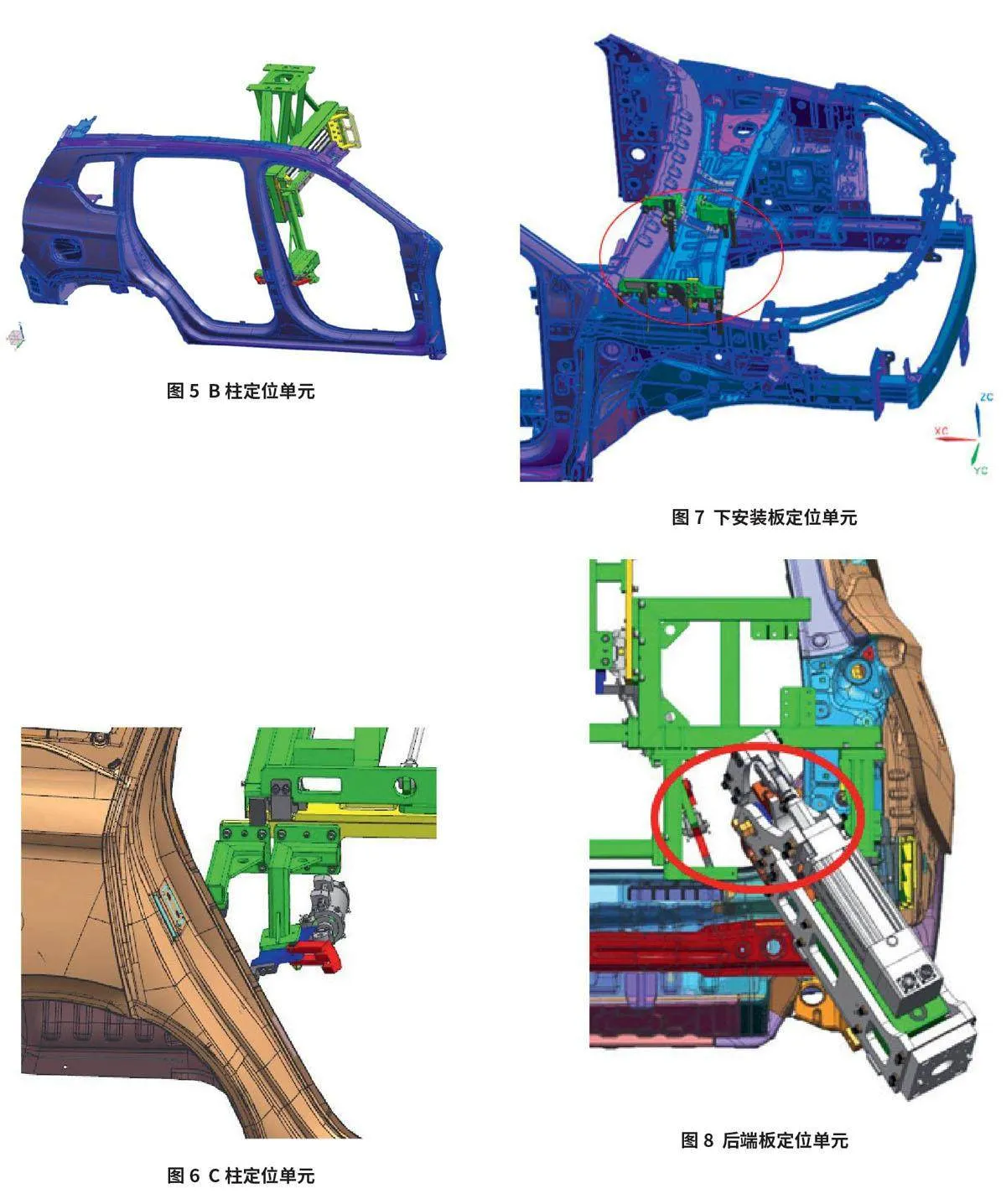
5.1.2 B 柱定位单元、C 柱定位单元
(1)B 柱定位单元安装在B 柱或B/C 柱框架上(图5),有些车型B 和C 柱的定位单元集成在一个框架上面。由气缸推动连接板,再由连接板推动压臂,绕铰链板旋转,夹紧产品。
(2)如图6 所示,C 柱定位夹紧单元由两个定位点和一个夹紧点组成,连接在C 柱框架或B/C 柱集成框架上面,满足车身C 柱位置的定位和夹紧,保证侧围C 柱的位置度。动作时序:当C 柱定位夹紧单元夹紧部分处于打开状态,连同C 柱框架或B/C 柱集成框架Z 方向下降到工作位, B、C 柱框架进行Y 方向滑移,滑移到位后,定位块到位,销子进销,然后C 柱定位夹紧单元气缸夹紧,从而整个单元达到定位夹紧的工作状态。
5.1.3 下安装板定位单元、后端板定位单元
(1)下安装板定位单元(图7)用于前车体焊合件的定位与压紧,两个单元集成在下安装板框架上面,框架动作时带动单元整体下移,完成定位与压紧。
(2)后端板定位单元。在设计时需要考虑定位块布置的位置,定位块需布置在后端板如图8 所示的位置,侧围和后端板搭接处,保证后端板和侧围之间没有间隙以及后端板位置的正确性;考虑定位块周边和产品的安全距离,确保滑移过程中不会产品发生干涉;确保定位单元和框架连接的便捷性和强度。CJsMqP65LOvvF3mh90g26w==
5.2 框架
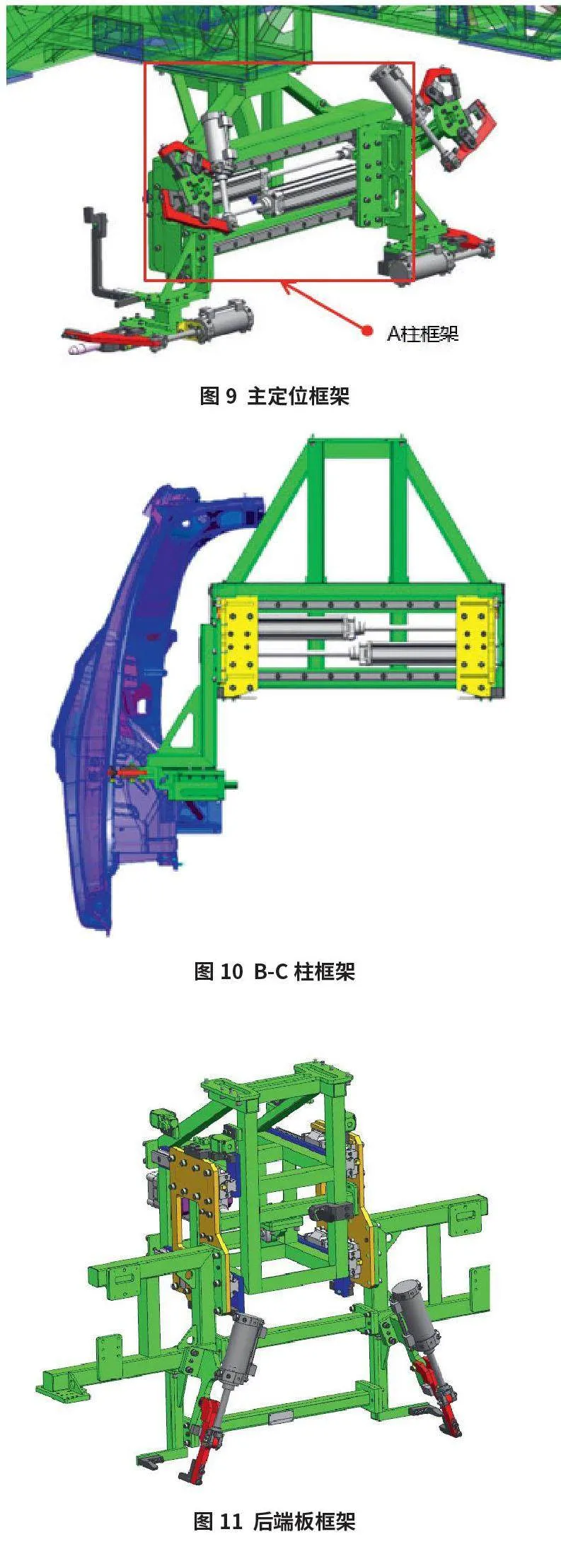
5.2.1 主定位框架(A 柱框架)
A 柱框架位于车身前部A 柱附近(图9),连接主定位单元安装面、上边梁左/ 右定位单元安装面,要求安装面尽可能大且销钉对角布置,使主定位单元、上边梁定位单元方便安装,悬臂较短且结构稳定。框架中由两个气缸对向拉伸安装座,将两侧单元收回框架中心。
5.2.2 B/C 柱框架、后端板框架
(1)B/C 柱框架(图10)用于B 柱和C 柱定位单元的工作与退回,有些车型B 柱、C 柱框架是独立与主框架连接,有些车型B 柱、C 柱框架则是集成在一起与主框架连接。
(2)后端板框架(图11),保证结构强度,为导轨和安装支架提供安装面。
6 内置主夹具的安装调试
工装夹具设计与制造过程存在尺寸链和制造误差,因此在新焊装夹具投入生产之前,需要调试验证至合格状态。
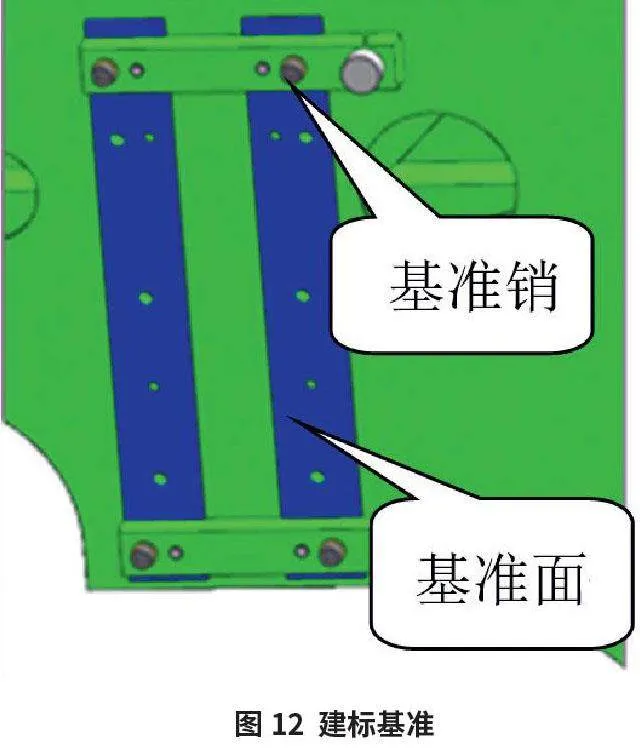
6.1 三坐标测量
在主夹具供应商加工并装配完成之后,需要对工装进行三坐标测量。因为主夹具是一个整体框架式结构,没有直接安装在底板上,无法直接在底板上建立坐标系,所以采用在框架上设立建标基准,利用激光测量仪进行初步扫描,确保各工装部件加工无误。建标基准见图12,整个框架上有4 个这样的基准,确保建标精确。
6.2 主夹具的组件安装
主夹具是个相对独立的系统,因此在主夹具进厂后,可离线对主夹具系统进行电路、气路的安装调试工作,可在生产线外接临时电、气验证检查各工装组件的动作,确认并解决干涉、卡滞、电控信号、动作逻辑顺序等问题,然后再接入生产线主线的主夹具切换系统,通过快插接口快速实现主夹具快速切换工作。最后,在新车型导入过程中根据实际情况完善主夹具各个机构的定位,保证白车身装配和焊接质量。
6.3 框架定位单元组件安装
主夹具通过安装于底板上的四个定位组件来保证各定位单元与下车体的尺寸关系,因此这四个组件安装精度非常高(图13)。在将各定位组件安装到底板上之后,需要三坐标测量仪器设备精确调整各定位销和定位面,保证定位销于下车体主定位销尺寸误差在±0.10 mm,定位面与下车体定位面尺寸误差在±0.15 mm,各定位销之间尺寸误差在±0.15 mm,各定位面平行度在±0.20 mm。在将各定位销和定位面调整完毕之后,实配销将各组件固定。
因为各定位组件安装在主夹具框架上,主夹具框架定位在安装于底板上的4 个定位柱上,这样就有多重累计误差。为了消除各累计误差,需要在底板上建测量基准,以确保下车体定位工装和主夹具工装定位一致性。
7 结束语
内置式主夹具是车身制造创新设计的一种新型定位工装,柔性化程度高,可以做到多款车型共线生产,各车型工装主夹具在非使用状态时放置在空中区域,不同车型主夹具切换在180 s 就可以完成,大大节约了生产空间。本文从多年的实践应用中,总结了内置主夹具的优异特性,并详细地阐述了设计安装调试技术。在规划开发过程中,注重对知识的积累与创新,从而更好地提高技术。
作者简介:张武,本科,工程师,研究方向为汽车集成制造技术。黄娇美,本科,工程师,研究方向为汽车集成制造技术。
