真空自耗电弧炉防爆设计与安全生产研究
2024-08-22王建磊

摘 要:真空自耗电弧炉是钛及钛合金制备的主要设备,但在熔炼过程中存在严重的爆炸风险。该文对钛及钛合金真空自耗熔炼爆炸机理进行研究,简要分析引发爆炸的几种情况,通过对爆炸威力的计算,研究包括水冷结晶器、真空熔炼室、X-Y调节机构等在内的设备主体方面,以及包括防爆墙、泄爆口和防爆门等在内的设备基础方面的防爆设计,在操作系统中设置防爆预警,并针对防范重点提出相应的安全生产建议措施,避免熔炼爆炸事故的发生。
关键词:钛合金;真空自耗;爆炸;TNT当量;安全生产
中图分类号:TF823 文献标志码:A 文章编号:2095-2945(2024)24-0118-04
Abstract: Vacuum consumable arc furnace is the main equipment for the preparation of titanium and titanium alloys, but there is a serious risk of explosion in the melting process. In this paper, the explosion mechanism of titanium and titanium alloy vacuum consumable melting is studied, and several situations causing the explosion are briefly analyzed. Through the calculation of explosion power, this paper studies the explosion-proof design of the main body of equipment, including water-cooled mould, vacuum melting chamber, X-Y regulating mechanism, as well as explosion-proof design of equipment foundation, including explosion-proof wall, explosion vent and explosion-proof door, etc., and sets explosion-proof early warning in the operating system. According to the key points of prevention, the corresponding safety production suggestions and measures are put forward to avoid the occurrence of smelting explosion.
Keywords: titanium alloy; vacuum self-consumption; explosion; TNT equivalent; safe production
钛及钛合金具有比强度高、耐腐蚀性好、耐高温和生物相容性好等显著特点,被广泛应用于航空航天、舰船制造、化学工业、交通车辆、建筑装饰、海洋建筑、体育用品和生物医学等各领域。钛及钛合金化学性质活泼[1],在熔炼温度下易发生氧化和受接触污染,熔炼必须在真空中或惰性气氛保护下进行,真空自耗电弧炉是获得钛及钛合金锭材的专用设备。真空自耗电弧炉是在真空中,自耗电极通过电弧在高温下熔化,形成熔池并进行搅拌,一些易挥发杂质将加速扩散到熔池表面被去除,合金的化学成分经过搅拌可达到充分均匀,从而得到精炼后的高质量钛合金。
熔炼过程中的高温钛液具有遇水易发生爆炸的特性,且爆炸威力巨大,不仅会对设备结构、配套设施、厂房建筑等造成破坏,严重的甚至造成人员伤亡事故。国内外已多次出现真空自耗熔炼设备本体或者油增压泵在钛合金熔炼过程中发生爆炸的生产事故。20世纪,宝鸡902厂发生电极杆熔穿爆炸,无人员伤亡。2013年11月山东某钛业公司发生熔炼过程坩埚击穿爆炸,造成真空自耗电弧炉设备和厂房严重损坏,无人员伤亡。爆炸事故是真空自耗电弧炉车间破坏性最强的事故类型,为了提高现场安全生产管理水平,本文对某真空自耗电弧炉设备的防爆设计问题进行研究,并对相应安全问题提出改善建议。
1 爆炸机理
1.1 自耗炉发生故障引发氢氧燃烧爆炸
1.1.1 爆炸原理
在真空自耗电弧熔炼过程中,熔化状态的钛合金温度高达1 600 ℃,弧光区温度高达2 000 ℃,一旦炉体系统的3大热部件(上炉膛、电极杆和铜结晶器)发生故障性穿透,使冷却水进入铜结晶器,冷却水遇到高温状态钛液迅速气化成水蒸气,同时水与结晶器内部的高温熔化钛液发生剧烈的氧化还原反应,反应过程将产生大量的氢气,化学反应
Ti+2H2O→TiO2+2H2+163 285 J。
如果此时炉膛的内压力超过0.1 MPa,氢气将通过泄爆口排入大气,进而引发氢氧燃烧爆炸,化学反应
2H2+O2→+2H2O+483 994 J。
当含氢量达到爆炸极限范围(18.2%~58.9%),在高温条件下产生剧烈的化学连锁反应,瞬间放出大量热量和产生大量的气体,体积迅速膨胀几十倍或几百倍,压力和温度骤然升高,产生以每秒2 000~3 000 m速度扩展的爆炸波[2],在密封的自耗炉炉体内,设备就会被涨爆,威力非常巨大。
1.1.2 主要原因
第一,在熔炼过程中,操作员对异常情况的判断不及时。此种原因主要发生在以下3种情形:在熔炼一次锭(电极为海绵钛压制)时,放气量较大,容易产生侧弧;熔炼不规则电极时(比如回收料焊接电极),有可能产生较强的侧弧;电极在熔炼过程中发生断裂。操作员必须能对以上情况做出及时判断并正确处置,否则极有可能引发铜结晶器被电弧击穿,从而引发漏水爆炸。
第二,在熔炼过程中,操作员发生错误操作。这些错误操作包括:需要执行压弧操作,而实际执行了提升电极杆操作;将电极杆熔化,这是一种恶性的特例操作错误。这种情况虽然危害很大,但经培训合格、有基本操作经验的操作者就可以避免熔炼过程的错误操作。
1.2 油增压泵故障引发爆炸
1.2.1 爆炸原理
设备真空系统一般配置一台油增压泵,油增压泵的前级要配维持泵保持一定真空度,如果在油温200 ℃以上时,增压泵的泵腔内进入空气,就会与油蒸气混合燃烧而发生爆炸。
1.2.2 主要原因
第一,人员操作失误主要有以下2种:在炉膛压强高于10 Pa时,打开增压泵的进气阀,导致大气进入增压泵泵腔,引发爆炸;当增压泵油温较高在200 ℃以上时,操作员操作失误在高压强10 Pa情况下开启进气阀。
第二,设备故障主要有以下2种:增压泵控制系统保护联锁装置失效;旋片泵失效,增压泵内部的油蒸气无法排出,持续积累而压强升高,有可能顶开进气阀,使高温油蒸气直接与大气接触爆炸。
2 防爆设计
2.1 爆炸威力
当熔炼过程中发生爆炸时,爆炸能量为炉内压缩气体的能量由定容绝热状态转变为压缩能,压缩能急剧膨胀对外做功,作用于周围气体介质,通过叠加产生冲击波。氢气爆炸总能量由下式计算
E=1.8aVQ,
式中:1.8为地面爆炸系数;a为可燃气体蒸气云的当量系数,取0.04;V为事故发生时氢气体积,此处为炉内结晶器加上炉膛容积;Q为氢气燃烧热,12 770 kJ/m3。
真空自耗炉使用的?覫610mm结晶器高度为2 800 mm,容积为0.8 m3,上炉膛容积约为2.7 m3,合计容积约为3.5 m3,计算得到熔炼爆炸总能量E为3 218.04 kJ。
由于密闭容器破裂爆炸产生的冲击波情况复杂,爆炸能量一般根据同等能量的TNT爆炸试验数据按相似法原则来确定,换算TNT当量由下式计算
WTNT=E/QTNT,
式中:QTNT为TNT当量爆炸热,取4 520 kJ/kg。
计算得到氢气爆炸TNT当量WTNT为0.7 kgTNT当量。
有关资料[3]显示,400~500 mm厚钢筋混凝土墙,按冲击波载荷强度计算,可承受27 kgTNT当量破坏力。
2.2 设备主体防爆设计
真空自耗炉设备主体主要由水冷结晶器、真空熔炼室、回转提升龙门架机构、自动炉体转位机构、电极杆升降机构、称重机构、X-Y调节机构、电极杆密封、真空系统、坩埚充氦系统、水冷系统、气动系统、液压系统、电控系统和熔炼电源等组成,各系统的设计均考虑到安全可靠的防爆要求,重点介绍以下系统部分的设计。
2.2.1 水冷结晶器
水冷结晶器一般为铜制坩埚,坩埚外侧装有隔水筒,该隔水筒可增加冷却水在坩埚外壁的流速,使结晶器的冷却效果更好,从而减少安全事故的发生。隔水筒外侧装有稳弧线圈筒,其外围缠有稳弧线圈,该线圈提供的磁场使电弧稳定,减少偏弧、侧弧及爬弧的发生概率。坩埚侧面设有快冷充氦管路,该管路直通坩埚底部,使氦气沿导管通入坩埚底的环形槽,这可使氦气均匀地布满坩埚,防止堵塞进气孔。
2.2.2 真空熔炼室
炉盖上设有电子摄像观察窗、称重机构及电极升降动密封箱,熔炼时摄像头通过观察窗可观察到电弧放电状态和熔炼情况。炉体下部装有导电水冷铜法兰。炉体侧面分别开有2个孔,用于更换挡尘玻璃及维修动密封箱的辅助装卸孔。炉体与真空管道部分相连处一般设计有炉体泄爆口,可将爆炸能量导出。
2.2.3 X-Y调节机构
X-Y调节机构是用来调节电极杆与坩埚内圆同心度的机构,当自耗电极焊接时出现偏差(即电极与辅助电极不在同一轴心上)时,可适当调节X-Y调整机构使自耗电极与坩埚内圆基本同心,达到可安全熔炼的目的。当熔炼结束后X-Y调节机构将自动把电极杆调整到与坩埚同心的零位上。
2.2.4 水冷系统
该系统提供设备全部冷却部位的用水,包括熔炼室、导电铜法兰、电极杆、坩埚、水冷电缆及真空泵等部位的冷却水,在该系统在坩埚进水管处设有进水温度测量热偶和电接点压力表,在坩埚回水管处设有回水温度测量热偶,并在坩埚放气口处设有温度测量热偶。这样可监控坩埚工作状态。并且,在总水路及各主要分水路装有水压表及挡板式流量开关。坩埚冷却系统还另配用一套制冷循环系统,可满足熔炼时结晶器的进水温度及出水温度恒定的冷却要求。
2.2.5 电气控制系统
电气控制部分设计应操作简单,可实现熔炼的手自动操作,且在工作的时候,在不影响整体工作的情况下,可以对个别运行部件在出现问题时进行检查和维修。控制主机采用PLC(可编程控制器)来实现对整个工作过程的控制。熔炼系统采用伺服驱动器和伺服电机,通过PLC对伺服驱动器的调节实现整个熔炼过程手动与自动的闭环控制。设备采用通用变频器,可将炉体转动速度控制在最佳范围内。本套设备具有过载、短路、超温及断水等保护功能,并且在出现故障时能自动显示报警。
2.3 设备基础防爆设计
2.3.1 防爆墙设计
为防止偶然发生的爆炸事故,真空自耗电弧炉设备的周围必须设计防爆墙,以保护附近人员和厂房的安全。设备所有防爆墙均设计为300 mm厚度的钢筋混凝土墙,且均设计预埋地基,与现场实际测量墙体厚度一致。操作间为设备操作人员操作炉体设备的房间,紧邻炉体工位,需设置为防爆房间,对其进行加固处理,因此,其与相邻工位之间防爆墙工程方法有不同,防爆房间配筋砖墙以M5水泥混合砂浆砌筑,墙体两侧挂Φ6@200 mm×200 mm钢筋网,墙内埋设双向间距500 mm的Φ6弯勾钢筋,与墙体两侧的钢筋网绑扎牢固,分层抹40 mm厚1∶2.5水泥砂浆。
2.3.2 地坑泄爆口设计
设备地坑属于地下的安装维修空间,结晶器如果发生爆炸,密闭的空间爆炸能量释放不出去,会对厂房和设备造成更大破坏,因此需要设计地坑泄爆口,将爆炸能量导出厂房外。泄爆口设计为“L”形,竖直方向面积1 000 mm×1 000 mm,水平方向面积1 800 mm×1 000 mm,泄爆通道四周为厚度300 mm的钢筋混凝土。泄爆口方向不应有其他建筑物或人的活动区。
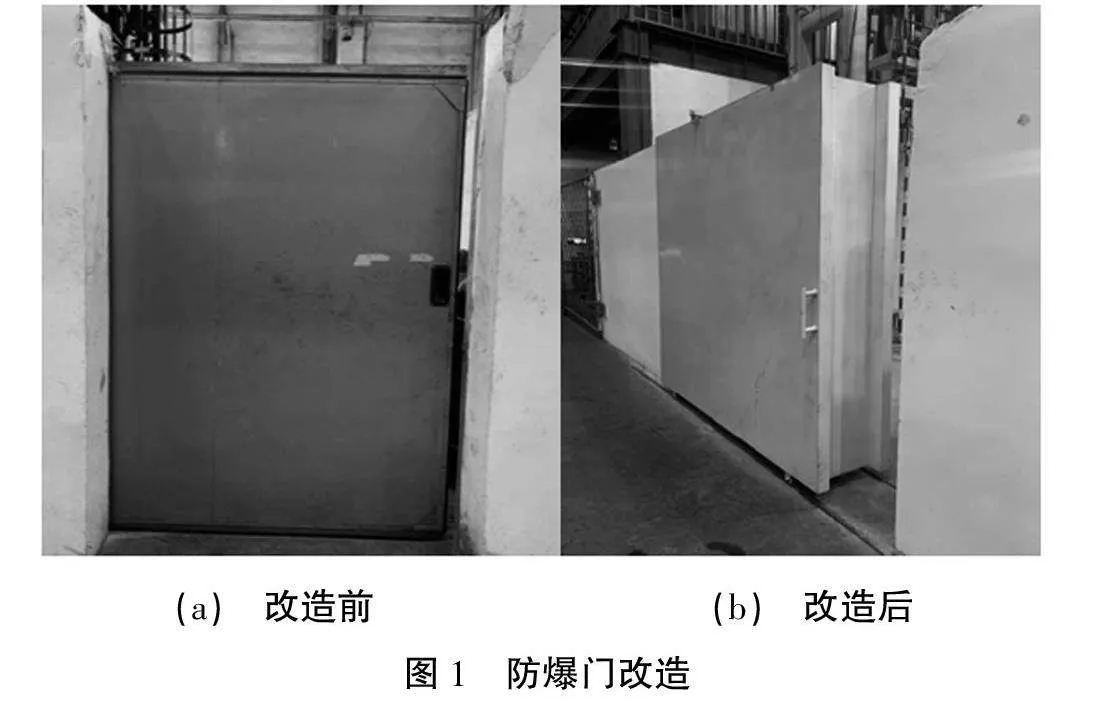
2.3.3 防爆安全门设计
设备工位出入口是防爆薄弱环节,对真空自耗炉设备现场2个工位的防爆安全门进行改造,如图1所示。改造前为单层,改造后为双层加固钢板门,且可以卡进墙体,有效阻止爆炸波冲击。同时增加防爆门开关与熔炼信号的互锁功能,当熔炼电压电流信号给定时,防爆门无法直接开启,防止有人误闯进熔炼工位,造成安全隐患。
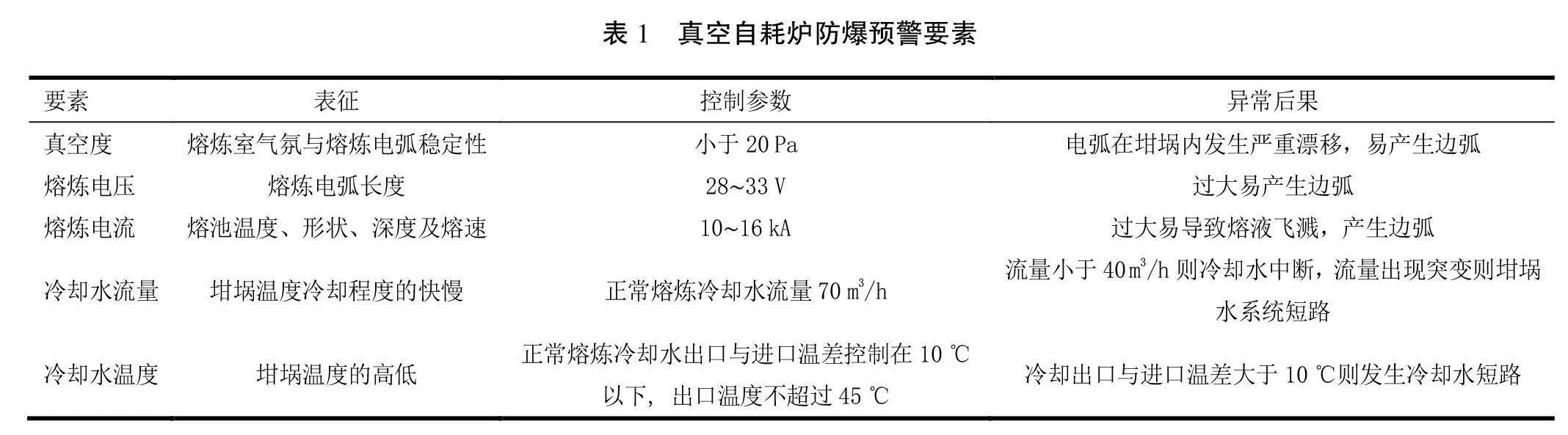
2.4 防爆预警要素设计
钛及钛合金真空自耗熔炼爆炸的前提是熔炼过程中发生坩埚击穿, 冷却水进入坩埚,根据真空自耗电弧炉熔炼工艺数据分析,确定了5个防爆预警要素,见表1。根据防爆预警要素,在操作系统中,添加自动报警指示,要素数据发生异常时,开启声光电信号报警,提示操作人员及时做出应急指令动作。
3 安全生产措施
3.1 针对坩埚击穿爆炸重点防范
严格执行每炉起弧前点检和记录制度,确保坩埚循环水供应正常、流量正常、压力正常。同时,坩埚循环水的压力、流量、温度都有硬件互锁和临界值报警。互锁和报警有效性检查,要求每天进行一次。
3.2 针对电极杆熔穿爆炸重点防范
严格执行每炉起弧前点检和记录制度,确保电极杆循环水供应正常、流量正常、压力正常。同时,电极杆循环水的压力、流量、温度都有硬件互锁和临界值报警。
3.3 系统真空报警及自动断电
无论坩埚击穿还是电极杆熔穿,一旦发生漏水,真空度必然会有显著反应,从真空异常到最终发生氢爆。针对此情况,厂家技术人员在真空自耗炉系统加装了真空报警自动断电设施,当炉内真空度达到0.1 atm时,系统自动断电,避免爆炸发生。
3.4 熔炼停电风险防范
在熔炼过程中,如果发生意外停电,需要进行应急处置。意外停电的风险在于循环水停止流动,此时坩埚里有大量高温金属,需要尽快启动应急循环水,恢复坩埚水的流动。应急供水失效可能导致的危害有坩埚过热变形(报废)、搅拌线圈受热损坏、坩埚密封圈烧损等。
应急供水规范为,确保在5 min以内实现供水,满足坩埚水流量5~10 t/h,水压无要求。针对意外停电风险,制定相关制度,自耗炉的循环水系统,都配置了应急柴油泵,确保在意外停电的情况下,能及时启动应急供水。每个泵都进行定期启动测试,规定每周2次,每次运行时间1~3 min,且现场储备1~2桶柴油,可以确保柴油泵能够连续运行4 h以上。
3.5 关键岗位的人员培训
灌输设备爆炸的相关理论知识和操作防范经验,特别强调了爆炸前的真空度异常处置规范。无论坩埚击穿还是电极杆熔穿,一旦发生漏水,真空度必然会有显著反应,从真空异常到最终发生氢爆,操作响应时间大约有60~90 s。因此,只要熔炼操作手能够认真观察熔池状况、关注真空度异常,完全能把爆炸风险概率降低到极低。
4 结束语
本文简要分析了真空自耗电弧炉熔炼钛合金时可能引发爆炸的几种情况,并分析了爆炸发生的作用机理,通过对爆炸威力的计算,研究了设备主体和设备基础条件的防爆设计,包括水冷结晶器、真空熔炼室、X-Y调节机构、防爆墙、泄爆口和防爆门等,根据防爆预警要素,在操作系统中设置声光电报警信号,最后针对防范重点提出了相应的安全生产措施,以保证将爆炸风险降到最低。
参考文献:
[1] 丁小明,高星,张宁,等.激光选区熔化成形TC4钛合金的热处理组织演变机理[J].热加工工艺,2023(14):126-130.
[2] 张文政.真空自耗炉熔炼钛时发生爆炸的原因分析[J].工业炉,2015(5):54-56.
[3] 李增儒.真空自耗电弧炉的防爆技术[J].稀有金属材料与工程,1983(4):60-64.