保温杯盖热流道塑料模具设计
2024-08-19张玉军


摘 "要:对保温杯盖的结构进行了分析,并根据产品的结构设计两板模结构,采用热流道浇注系统。针对产品上的外螺纹,采用Half滑块成型。为了提高生产效率,采用一模八腔。为了防止产品出现注塑不饱满的现象,在定模镶件内部再设置小镶件。为了防止产品产生缩水,设计了一套冷却效果良好的冷却系统:在动模型芯的内部设置两头螺纹的螺杆;在定模内、外镶件上沿外圆柱面各设置了一道环状冷却水路;在滑块上设置随形直通式水路。为了使排气系统避开定模小镶件外圆柱面上的冷却水路,在小镶件内部开设排气孔,通过排气孔将型腔中的空气排出。根据产品结构与模具结构,采用推件板将产品顶出。为了不影响外螺纹滑块的结构,将推件板设置在动模镶件表面的方框内,并利用动模型芯作为导向机构,可防止推件板在运动过程中出现卡死的现象。
关键词:保温杯盖;外螺纹;热流道;顶出机构;冷却系统
中图分类号:TQ76 """""""文献标志码:B
Design of plastic mould for hot runner of insulated cup cover
ZHANG Yujun
(Taizhou Technician College, Taizhou 318000, Zhejiang, China)
Abstract: The structure of the lid is analyzed, and the twoplate mold structure is designed according to the structure of the product, and the hot runner pouring system is adopted. For the external thread on the product, the Half slider is used to form. In order to improve production efficiency, a mold with eight cavities is used.In order to prevent the product from being not full in injection molding, a small insert is arranged inside the fixed mold insert. In order to prevent the shrinkage of the product, a cooling system with good cooling effect is designed: a screw with two threads is arranged inside the moving model core;A circular cooling water channel is arranged along the outer cylinder surface in the fixed die and on the outer insert; A straight through waterway is provided on the slider.In order to make the exhaust system avoid the cooling water channel on the outer cylinder of the fixed die small insert, an exhaust hole is set up inside the small insert and the air in the mold cavity is discharged through the exhaust hole. According to the structure of the product and the mold structure, the product is pushed out by the pushing plate. In order not to affect the structure of the external thread slider, the pusher plate is set in the box on the surface of the moving die insert, and the moving model core is used as the guiding mechanism to prevent the phenomenon of sticking during the movement of the pusher plate.
Key words: thermal cup lid; external thread; hot runner; ejector mechanism; cooling system
0 "引 "言
通常塑料产品的壁厚比较均匀,而且较薄,一般为2.0~2.5mm。但有一些比较特殊的产品,为了迎合人们的某些需求,产品的壁厚极不均匀,而且壁厚较厚。比如人们日常生活中常用的保温杯,不仅要求具有良好的保温效果,还要求外形美观、大方,不允许有缩水、变形。为了使保温杯具有保温效果,产品的壁厚比常见的塑料件厚很多,而且不均匀。为了能够与杯身配合,在保温杯盖的口部设置了外螺纹。现以某品牌的保温杯盖为例,详细介绍保温杯盖的产品结构和模具结构[1-2]。
1 "产品结构分析
该品牌的保温杯盖结构如图1所示,尺寸为71mm×44mm,外圆柱面明显起一个台阶。较大的圆柱面为外观面,外表面比较光滑。在较小的圆柱面上设置了M56的外螺纹。注塑材质为聚丙烯(PP),缩水率为0.15‰。杯盖圆柱的壁厚为10mm,盖口外螺纹处的壁厚为3mm。杯盖顶面的内、外表面都为球面,并且内、外球面的球心不同心,分别位于盖杯顶部的上、下两侧,因此盖顶的壁厚不均匀,内表面的球半径为71mm,外表面的球半径为612mm,杯盖顶面最薄处的壁厚为4mm,最厚处的壁厚为9mm。由于杯盖的壁厚非常厚,而且壁厚极不均匀,容易产生缩水。由于杯盖属于外观件,不允许出现缩水等异常现象,为防止杯盖出现缩水,设计合理的冷却系统是这套模具的难点。
2 "模具结构
2.1 "外螺纹采用Half滑块结构脱模
对于杯盖口部的外螺纹,采用由斜导柱驱
(a) 立体图
(b) 结构图
动的Half滑块结构脱模[3-4],如图2所示。由于杯盖属于外观件,不允许在杯盖的外圆柱面上出现分型线,因此滑块只成型产品口部的外螺纹,而不是将整个产品的外表面全部用滑块成型。为了方便加工,Half滑块采用分体式结构,即将滑块的成型位用螺栓、定位销等固定在滑块座上。为了方便修模,滑槽的T形槽由耐磨性与润滑性较好的材料(如调质后的45钢)制造成压条,并用螺栓将压条固定在动模板滑槽的两侧。为了增加滑块运动的稳定性,在滑槽的中间位置设置导向条。
2.2 "型腔布局
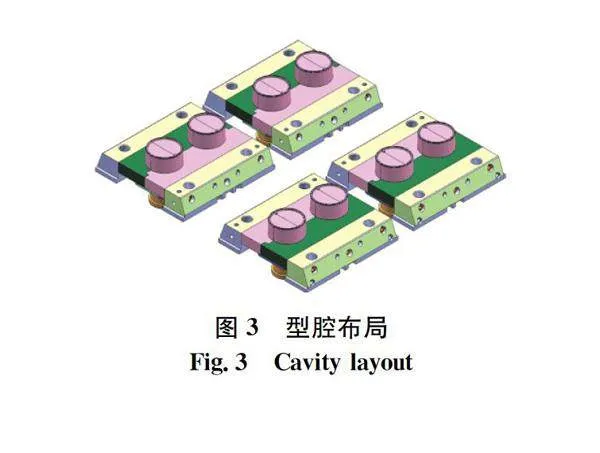
为了提高生产效率,采用一模八腔的布局,将型腔分成两排,每排各排4个产品。为了加强滑块的刚度和刚性,将8个产品分为4组,两两一组,每两个产品共用一副Half滑块,共分为4副Half滑块,如图3所示,位于中间的滑块共用一个斜压块。
2.3 "浇注系统
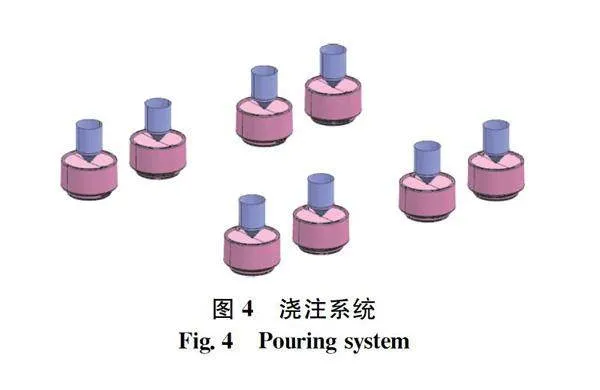
由于产品的壁厚较厚,而且极不均匀,在注塑时容易产生缩水。为了克服冷流道的注塑缺陷,采用热流道浇注系统,每个产品对应一个热流道,从产品圆弧形顶面的中心位置进胶,如图4所示。
2.4 "定模镶件结构
由于杯盖的外圆柱面上不允许有分模线,因此杯盖外螺纹以上的外圆柱面和盖顶部分由定模型腔成型。为了加工方便,定模型腔采用圆柱形镶件结构。由于产品的壁厚达到10mm,非常厚,型腔体积较大,容易困气。为了加强排气,定模镶件由两块材料拼接而成,在大镶件内部再设置一个圆形小镶件,大、小镶件的贴合面位于产品筋位的轮廓线处,如图5所示。
2.5 "冷却系统设计
由于这个产品的壁厚非常厚,而且壁厚极不均匀,在注塑时容易产生缩水,因此设计合理的冷却水路、防止产品缩水是这套模具的重点。由于该模具采用的是热流道浇注系统,热流道管的温度较高,达到220℃以上,而且热流道喷嘴周围的镶件又是杯盖顶面的成型件,热流道管的温度容易传到热流道喷嘴周围的镶件。为了使模温均匀,应对热流道喷嘴周围的镶件设置冷却水路,具体办法是在定模小镶件的外圆柱面上设置环形的冷却水路①;为使产品快速冷却定型,以防止产品产生缩水,在定模大镶件的外圆柱面上设置环形的冷却水路②,如图6(a)所示。在这套模具的动模型芯内部设置双头螺纹螺杆,如图6(b)所示。冷却水沿着其中一条螺纹螺旋进入,再沿着另一条螺纹螺旋流出,可以使动模型芯的模温更加均匀。由于Half滑块的材料厚度比较薄,适合采用直通式水路。由于每个滑块上有两个产品,为了使滑块成型位的模温均匀,适合采用折线式随形水路,如图6(c)所示。
2.6 "排气系统
由于产品的壁厚达到10mm,非常厚,型腔
(a) 定模冷却水路
(b) 动模冷却水路
(c) 滑块冷却水路
体积较大,应设计一套效果良好的排气系统,以免产生困气等现象。由于空气从定模大、小镶件的贴合面处排出时,需要避开定模小镶件外圆柱面上设置的冷却水路,因此在小镶件②内部设置4个排气孔,排气孔的进口位于环形水路①与产品之间,先沿径向钻孔,再沿轴向钻孔,定模排气结构如图6(a)所示,通过排气孔将型腔中的空气排出。
2.7 "顶出系统设计
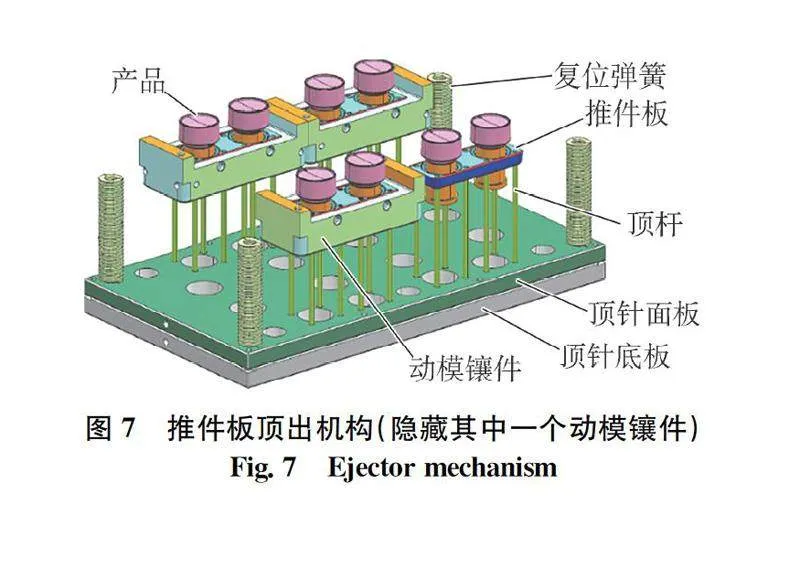
由于在动模镶件内部已设置了如图6(b)所示的螺杆冷却水路,不适合用顶杆顶出,因此这套模具适合采用推件板顶出机构脱膜,顶出系统的结构如图7所示,由动模型芯、推件板、顶杆(顶杆与推件板用螺栓连接在一起)、复位弹簧、顶针底板、顶针面板等模具零件组成。根据模具结构,这套模具的推件板分为4个小推件板,每两个产品共用一块小推件板。当定模与动模分开,并且Half滑块脱模后,注塑机的脱膜机构驱动模具的顶出机构(包括顶杆、复位弹簧、顶针底板、顶针面板)运动,顶杆驱动推件板将产品顶出[5-6]。一般情况下,为了防止推件板在上、下运动过程中卡死,需要在推件板上设置导柱导套,用于推件板上、下运动的导向机构。但这套模具的推件板较小,而且每个推件板内部已经存在两个动模型芯,动模型芯可以作为导柱使用,当推件板上、下运动时,不会出现卡死现象。
由于产品口部的外螺纹需要用Half滑块脱模,因此模具在复位状态时,在推件板与产品之间设置了Half滑块。为了不影响滑块在动模镶件的滑槽内滑动,在动模镶件表面开设一个方坑,将推件板设置在动模镶件表面的方坑内。当开模时,滑块向两侧运动完成脱模,并让出推件板的运动空间后,推件板才能从动模镶件表面的方坑伸出,将产品顶出。当合模时,推件板先复位,埋在动模表面的方框内,然后滑块才开模复位。
3 "模具结构
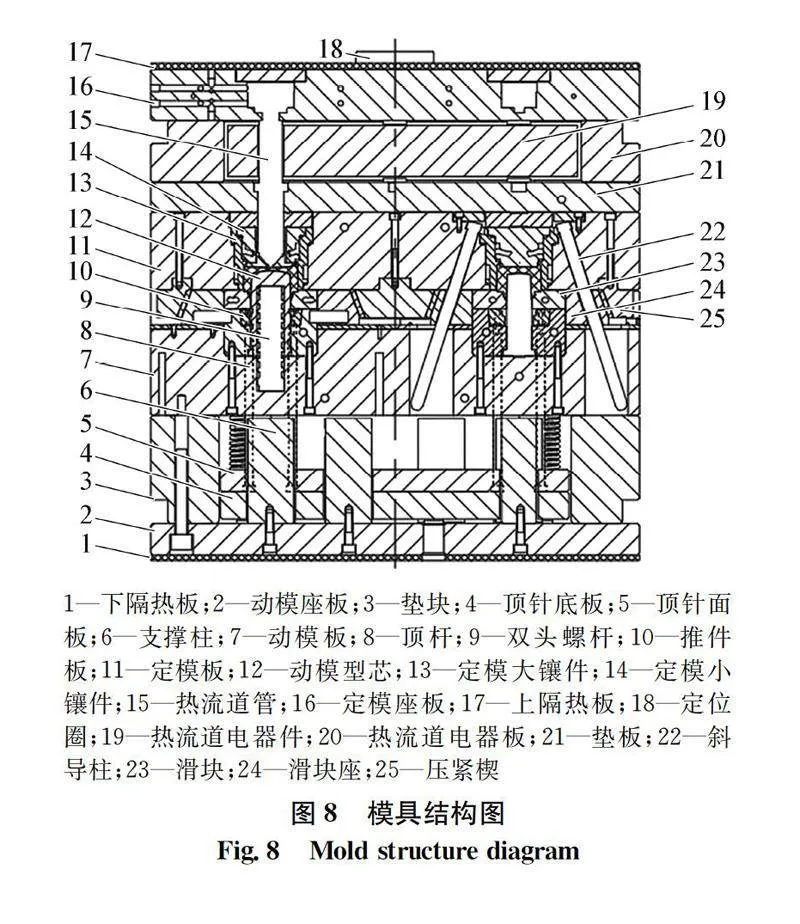
根据产品的结构,设计了一套一模八腔、两板模结构的塑料模具,采用热流道浇注系统。为了方便加工,存放热流道电器件的框为通框,因此在热流道电器件板的下面设置垫板,模具结构如图8所示。
模具工作过程:当注塑完成后,模具在定模板11和动模板7之间分开,同时,斜导柱22推动滑块23向两边分开,使产品上的外螺纹脱模。在定模与动模完全分开之后,注塑机的顶出机构推动模具的脱模机构(包括顶针底板4、顶针面板5、顶杆8、推件板10)运动,从而将产品从动模型芯12中推出。将产品取出之后,在复位弹簧的作用下,模具的脱模机构复位,然后动模与定模开始合模,在合模过程中,斜导柱推1—下隔热板;2—动模座板;3—垫块;4—顶针底板;5—顶针面板;6—支撑柱;7—动模板;8—顶杆;9—双头螺杆;10—推件板;11—定模板;12—动模型芯;13—定模大镶件;14—定模小镶件;15—热流道管;16—定模座板;17—上隔热板;18—定位圈;19—热流道电器件;20—热流道电器板;21—垫板;22—斜导柱;23—滑块;24—滑块座;25—压紧楔动模具的滑块复位。模具完全复位后,可进行下一次注塑过程。
4 "总 "结
根据产品结构,设计了一套两板模结构的塑料模具,为了提高生产效率,模具采用一模八腔,模架尺寸为800mm×600mm,由于杯盖的外观质量较高,不能有收缩痕和浇口痕,采用热流道浇注,每个产品对应一个热流道管。为了尽可能选用工作台较小的注塑机,选用直身模架。为了使产品上的外螺纹脱模,采用由斜导柱驱动的Half滑块结构。根据产品结构,杯盖用推件板顶出脱模,将推件板设置在动模板内,利用动模型芯作为导柱,可以防止推件板在上、下运动过程中卡死。为了防止产品出现注塑不饱满的现象,改善排气,在定模镶件内部再设置小镶件。由于产品的壁厚非常厚,且不均匀,为保证模温均匀,在模具的定模型芯、定模腔、动模型芯、滑块等关键模具零件上都设计了冷却水路。为了避开定模小镶件外圆柱面的冷却水路,在定模小镶件上开设排气孔,通过排气孔将型腔中的空气排出。经生产验证,该模具生产效率高,产品质量稳定,外表面没有缩水等不良注塑现象。
参考文献:
[1]王颖,陈开源,陈建平,等.带有外凹槽的内螺纹管接头注塑模具设计[J].工程塑料应用,2021,49(4):89-93.
WANG Y, CHEN K Y, CHEN J P, et al. Design of injection mould for internal thread pipe joint with external groove [J]. Engineering Plastics Application,49(4):89-93.
[2]丁海,王英姿,翟德梅.内外螺纹接头模具设计[J].塑料科技,2014,42(6):97-99.
DING H, WANG Y Z, ZHAI D M. Design on mould for internal and external screw adaptor [J]. Plastics Science and Technology,2014,42(6):97-99.
[3]胡清根,邹彩平,周先保.一种多抽芯面壳注射模设计[J].模具制造,2021,21(6):36-39.
HU Q G, ZOU C P, ZHOU X B. Design of injection mold for multicorepulling surface shell [J]. Die amp; Mould Manufacture,2021,21(6):36-39.
[4]张维合,冯国树,宋东阳,等.塑料螺钉外螺纹自动脱模机构设计[J].模具工业,2022,48(3):47-50,54.
ZHANG W H, FENG G S, SONG D Y, et al. Design of automatic demoulding mechanism for external thread of plastic screw[J].Die amp; Mould Industry,2022,48(3):47-50,54.
[5]黄智.外螺纹喷水枪座注射模设计[J].模具制造,2020,20(11):45-49.
HUANG Z. Design of injection mould for water gun base with external thread[J].Die amp; Mould Manufacture,2020,20(11):45-49.
[6]王波,杨亮.外螺纹接头注塑模具设计[J].塑料工业,2010,41(10):32-34.
WANG B, YANG L. Design of injection mould for male screw adaptor [J]. China Plastics Industry,2010,41(10):32-34.
[7]邵树锋.基于UG10.0软件的车用吸尘器盖注塑模具设计[J].工程塑料应用,2018,46(8):75-80.
SHAO S F. Design of injection mould for car vacuum cleaner box based on UG10.0 software [J]. Engineering Plastics Application,2018,46(8):75-80.
[8]池寅生,张翔,孙庆东,等.瓶坯三板式注塑模具设计[J].工程塑料应用,2020,48(10):100-105,115.
CHI Y S, ZHANG X, SUN Q D, et al. A threeplate injection mould design for a bottle preform [J]. Engineering Plastics Application,2020,48(10):100-105,115.
[9]许傲,黄力.医用接插头前模四面抽芯脱模注塑模具设计[J].塑料,2017,46(2):110-113.
XU A, HUANG L. Design of injection mould for the medical plug with four sides extracting [J]. Plastics,2017,46(2):110-113.
[10]韩宝菊.汽车灯座热流道斜抽芯注塑模设计[J].工程塑料应用,2018,26(6):89-93.
HAN B J. Design of injection mold with hot runner oblique and core pulling mechanism for automobile lamp holder [J]. Engineering Plastics Application,2018,26(6):89-93.
[11]邵树锋,林占强.基于ZWCAD的奶瓶盖多腔螺纹抽芯注塑模设计[J].工程塑料应用,2020,48(9):92-97.
SHAO S F, LIN Z Q. Design of injection mold with multicavity thread extracting for milk bottle cap based on ZWCAD [J]. Engineering Plastics Application,2020,48(9):92-97.
[12]姜文革.PCB外壳注射模设计与模拟分析[J].模具工业,2019,45(8):44-48.
JIANG W G. Design of injection mould for PCB shell and the simulation analysis[J].Die amp; Mould Industry,2019,45(8):44-48.
[13]廖应学,赵佳萌,周明理,等.串珠机物流套注射模设计[J].模具工业,2021,47(2):53-55.
LIAO Y X, ZHAO J M, ZHOU M L, et al.Design of injection mould for beading machine logistics set [J]. Die amp; Mould Industry,2019,45(8):44-48.
[14]惠华先,张悦辉,吴延艳.基于计算机辅助技术的智能烟雾报警器模具设计[J].塑料科技,2021,49(4):62-65.
HUI H X, ZHANG Y H, WU Y Y. Design of intelligent smoke alarm mold based on computer aided technology [J]. Plastics Science and Technology,2021,49(4):62-65.
[15]王涵.应用于冷藏运输的智能温度仪注塑模具设计[J].塑料科技,2021,49(8):87-90.
WANG H. Design of injection mold for intelligent thermometer applied in refrigerated transportation [J]. Plastics Science and Technology,2021,49(8):87-90.
作者简介:张玉军,高级技术,助理讲师,主要从事模具CAD/CAM方面的研究。
(台州技师学院,台州 "浙江 "318000)
