激光雕刻复合化学腐蚀技术在模具纹理加工应用的研究
2024-08-07侯志明


摘 要:近年来,随着光电子科技水平的快速发展,激光五轴设备的开发成功,激光雕刻技术还被应用到汽车模具的纹理加工中来。本文介绍了激光雕刻工作原理,并基于激光雕刻纹理技术、模具化学腐蚀纹理技术的特点,介绍了激光雕刻复合化学腐蚀技术在汽车纹理中的应用,希望对汽车纹理设计师有所启发。
关键词:模具纹理;激光雕刻;化学腐蚀
中图分类号:U466 文献标志码:A 文章编号:1005-2550(2024)04-0107-05
Application of Laser Engraving Composite Chemical Corrosion Technology in Mold Texture Processing: A Review
HOU Zhi-ming
( Dongfeng Liuzhou Motor Co., Ltd , Liuzhou 545007, China)
Abstract: With the rapid advancement of optoelectronic technology and the successful development of five-axis laser equipment in recent years, laser engraving technology has found application in texture processing for automotive molds. To inspire automotive texture designers with innovative approaches, this paper has delineated the operational principles of laser engraving and explores the utilization of laser engraving composite chemical corrosion technology in automotive textures, based on the distinctive features of laser engraving texture technology and mold chemical corrosion texture technology.
Key Word: Mold Texture; Laser Engraving; Chemical Corrosion
引 言
随着人们对汽车产品品质、外观需求提升,汽车主机厂对车辆内饰表面感官品质提出更高要求。传统化学腐蚀纹理工艺在模具表面残留的腐蚀性化学物质难于清除,特别是型面复杂的立柱护板和扶手的纹理,因菲林膜拉伸起皱扭曲变形、难实现3D纹理无痕拼接,导致内饰感官品质降低。而激光雕刻纹理工艺则受限于激光雕刻设备昂贵、激光雕刻加工成本高、周期长等因素影响,只有少部分如内饰假缝线、几何纹、激光纹纹理才会采用。
激光雕刻复合化学腐蚀纹理技术是一种新型汽车模具纹理制作技术,它结合了化学腐蚀和激光雕刻纹理工艺,具有皮纹无拼接线、无起皱扭曲变形、纹理排布调整方便、复制性与一致性好、开发周期相对短及成本相对低等特点,可适用于更复杂造型面的生产和制备。本文对三种模具纹理加工工艺、技术特点进行了综述介绍,以期对汽车纹理设计师有所启发。
1 化学腐蚀在模具纹理应用
1.1 化学腐蚀纹理加工工艺
化学腐蚀纹理加工工艺,工序相对较多,流程相对较长,其流程如图1所示。腐蚀皮纹前,先开展模具清洗,封胶,并做检查,规避钢料材质线、模具烧焊砂眼等问题,再将菲林膜贴在需蚀纹的模具表面,检查、修饰后,将菲林膜处理掉,使油墨图案保留在模具表面。将覆有油墨图案的模具放入化学腐蚀溶剂池内,通过腐蚀掉没有油墨覆盖的钢铁,使模具表面形成与菲林膜对应的纹理。
1.2 化学腐蚀纹理的技术局限性
化学腐蚀纹理加工,主要依赖有经验的技术工人通过手工操作完成。化学腐蚀纹理存在如下局限[1]:
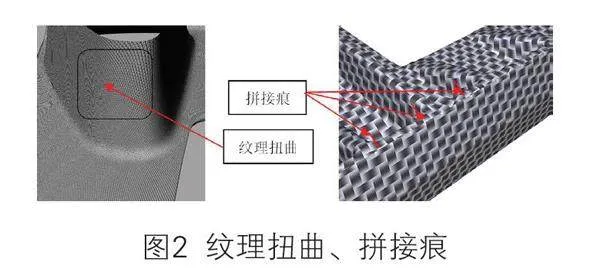
(1)皮纹缺乏3D立体感。化学蚀刻工艺只能加工平面形的皮纹, 3D立体效果皮纹在曲面上加工,需要将菲林膜拉伸或者拼接,导致菲林膜上的纹理扭曲、变形,并有拼接缝,如图2所示。最终化学腐蚀处的皮纹立体感相对较差,皮纹形式单一,扁平化地浮于表面。
(2)加工精度差。化学腐蚀纹理工艺整个加工过程是由技术工人手工操作完成,其贴菲林膜过程都是靠手工核对尺寸。因贴菲林膜过程的拉伸、菲林膜定位情况不一致,导致腐蚀效果,皮纹精度与设计有一定偏差。
(3)皮纹复制一致性差。受模具钢材料硬度、化学腐蚀时间等的影响,导致化学腐蚀速度不同,皮纹深度不同的问题。最终皮纹深度不一致,皮纹光泽度不一致。皮纹纹理相似度只有60%~80%,对于高端车型,这种差异会影响客户感官感觉。
2 激光雕刻在模具纹理应用
2.1 激光雕刻原理
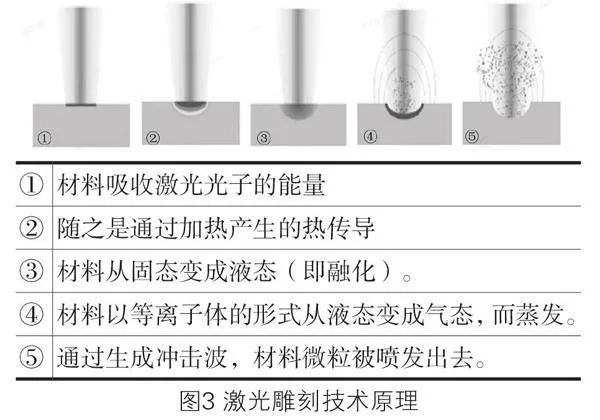
激光雕刻加工的原理是:通过极高能量的光束作用在材料表面,使材料发生物理化学变化,达到在材料表面加工出字符、图案,如图3所示:
① 材料吸收激光光子的能量
② 随之是通过加热产生的热传导
③ 材料从固态变成液态(即融化)。
④ 材料以等离子体的形式从液态变成气态,而蒸发。
⑤ 通过生成冲击波,材料微粒被喷发出去。
2.2 激光雕刻加工工艺流程
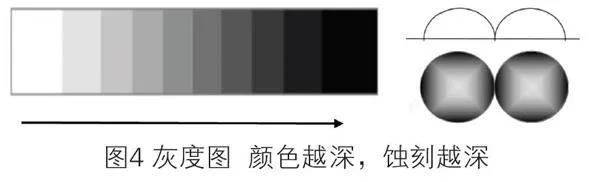
激光雕刻技术是利用CAD绘制纹理,通过灰度图产生模具零件表面雕刻深度的差异(白色是不雕刻,灰色是较深雕刻,黑色是最深雕刻,如图4),通过渐变灰度实现立体化效果。
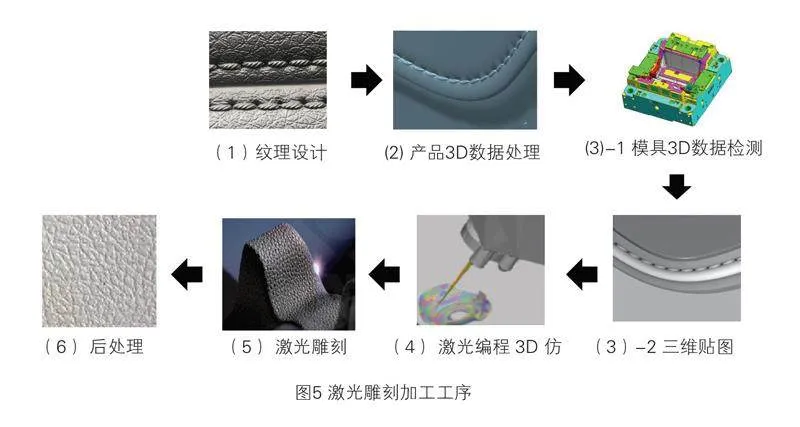
激光雕刻技术的加工工艺分为6个步骤[1],如图5所示:
(1)纹理设计,先确定产品表面所需纹理种类、细节;
(2)纹理仿真,利用3D软件,将所需纹理转移贴到产品表面,形成做好纹理的产品效果,用于前期纹理效果模拟方案,供造型部门评审确定;
(3)模具3D数据检测,LASER 3D三维贴图,利用3D软件编制激光灰度图,再采用3D模型软件把纹理灰度图均匀贴到模具3D数据,形成需要雕刻形状;
(4)激光编程3D仿真,对贴好纹理的零件3D图进行激光雕刻编程,加工模拟,防止在加工过程中出现加工不到位问题;
(5)激光雕刻,将编好的激光雕刻程序传输到五轴激光雕刻设备,装夹好零件,完成雕刻;
(6)后期处理,模具激光雕刻完成后,将附在表面的黑色碳化物清理干净,并通过喷砂工艺调整模具光泽度、增强耐刮擦性能;
2.3 激光雕刻蚀纹工艺参数
要实现模具纹理的激光雕刻,必须要遵循一定的操作步骤和设置一定的工艺参数。与激光雕刻加工有关的工艺参数有:激光功率、脉冲重复频率、激光波长、光束质量、雕刻深度、雕刻线速、雕刻线宽、重复精度、扫描速度、分辨率等待,其中与模具纹理雕刻相关的主要参数为:雕刻强度、雕刻脉冲重复频率、雕刻速度。[2]
2.3.1 激光雕刻强度
雕刻强度是指照射到加工工件表面的激光强度。随着激光雕刻功率增加,激光强度也会增大,激光与物质的热作用增大,雕刻的宽度加宽,雕刻的深度加深。激光功率不能无限加大,在激光功率增加到一定阈值时,激光雕刻的宽度、深度趋于平缓,不再增加。此时加工物品表面出现焦状物质,会阻碍激光进一步融化金属。所以选取合理的激光雕刻强度,可以达到更好的雕刻速度和外观质量。
2.3.2 激光雕刻脉冲重复频率
激光雕刻重复频率对雕刻线宽影响不明显,但对雕刻深度有较大影响,即脉冲重复频率在某一值时,雕刻深度最大。激光雕刻深度与激光雕刻纹理的效率成正比,雕刻深度越深,工作效率越高,单套模具激光雕刻纹理所耗费的时间越短。
2.3.3 激光雕刻速度
雕刻速度是指激光头移动的速度,通常用IPS(英寸/秒)来表示。在一定的雕刻强度下,速度越快,则加工效率越高,但表面加工深度会变浅,加工工件的表面效果不一定能够达到要求。
2.4 激光雕刻技术的特点
激光雕刻纹理加工相比于传统的化学腐蚀纹理加工方法,具有以下特点[3]:
(1)纹理设计自由度高。解决传统化学腐蚀模具纹理的扭曲变形、拼接缝问题,纹理深度自由可控;
(2)纹理可数字化仿真。通过仿真渲染3D立体效果,可提前获知纹理在产品表面的外观效果,可进行多种纹理设计方案的评估,减少产品打样、模拟皮纹制作所需的时间、费用损耗;
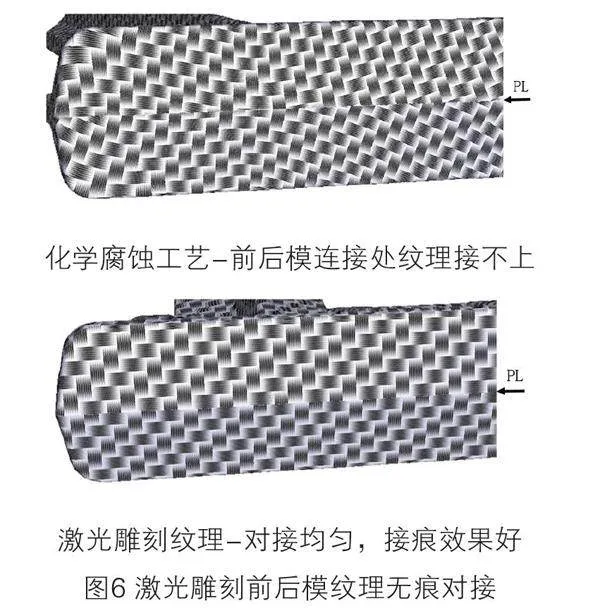
(3)纹理加工精度高,一致性好,重复性高。激光雕刻的精度可达到0.1μm,实现更加精密的多层次加工,肉眼难以区分的细节也能加工,突显纹理精细化和立体化。纹理设计可以任意复制不同形状、不同曲度的产品,并保持多个产品的纹理一致性。如可以实现前后模皮纹无痕对接,如图6所示:
(4)使用范围广,适用于金属及非金属材料,包括高硬度、高脆性和高熔点材料。仅需要调整激光雕刻工艺参数,就可以在不同硬度材料表面雕刻出一致的纹理,克服了模具材料表面硬度差异的问题;
(5)数控加工设备对环境、操作人员友好。设备加工效率高,加工程序和参数设定后,可不间断工作。整个加工过程为无接触,不存在“刀具”磨损,人员接触化学品问题。同时不使用化学腐蚀溶剂,不存在废水、废液等环境污染问题;
(6)汽车模具纹理所需的激光雕刻设备成本高,一次性投入大,且维护成本高;
(7)激光雕刻纹理相对化学腐蚀纹理成本高;
(8)纹理维修困难。模具纹理出现损伤后,需要重新用激光雕刻纹理,维修难度及成本高。
3 激光雕刻复合化学腐蚀在模具纹理应用
3.1 激光雕刻复合化学腐蚀原理介绍
激光雕刻复合化学腐蚀是基于化学腐蚀纹理加工和激光雕刻纹理加工的技术优点发展起来的一种新型纹理加工技术。其工作原理是:采用激光雕刻在涂覆耐腐蚀保护漆的模具表面上雕刻出纹理图案,替代传统化学腐蚀的菲林贴膜,再将模具放入化学腐蚀溶剂池中进行腐蚀处理。被激光雕刻处理过的位置,金属外露,被腐蚀溶剂腐蚀后,形成所需的纹理图案。其激光雕刻和化学腐蚀过程与上述内容一致。
3.2 激光雕刻复合化学腐蚀加工工艺流程
激光雕刻复合化学腐蚀纹理加工的主要工艺流程如下(如图7所示):模具纹理加工前,先开展模具清洗、封胶,并做检查,规避钢料材质线、模具烧焊砂眼等缺陷,并在需做纹理加工的模具表面上涂刷密封保护漆(该保护漆具有耐腐蚀,吸附力强,粘性低等优点见图8);利用模具3D数据,将所需加工纹理图案通过3D软件处理,均匀转移到模具数据表面,形成灰度图用于激光雕刻加工;完成激光雕刻编程仿真后,利用五轴激光镭雕机对油漆层雕刻去掉油漆形成图案;模具表面剩余的保护漆,就类似化学腐蚀贴好菲林膜后的状态,将模具放入化学腐蚀溶剂池内,腐蚀溶剂通过已雕刻区域接触到模具钢材表面,产生腐蚀效应,最终加工出所需的纹理图案。雕刻纹理工艺步骤可以重复多次进行,除了所谓的单层雕刻,还可多层重复雕刻,精准的花纹处理可以达到10层。
3.3 激光雕刻复合化学腐蚀工艺特点
激光雕刻复合化学腐蚀工艺相比于传统的化学腐蚀纹理加工方法或全激光雕刻纹理加工,具有以下特点:
(1)纹理贴图效果可以预见,贴图效果直观,便于提前发现问题;
(2)纹理图案无拼接线或纹理起皱变形问题,效果更精致;
(3)纹理可以轻松实现大圆角光顺过渡,能对更复杂的造型面进行皮纹雕刻,纹理变化过程可以通过全数字化、网格化修改控制,效果可控;
(4)纹理排布调整方便,可根据产品要求选择不同的纹理方向;
(5)激光雕刻复合化学腐蚀加工的模具纹理损伤,可实现无痕二次修复,修复难度低;
(6)激光雕刻复合化学腐蚀工艺纹理制作成本低于全激光雕刻纹理;
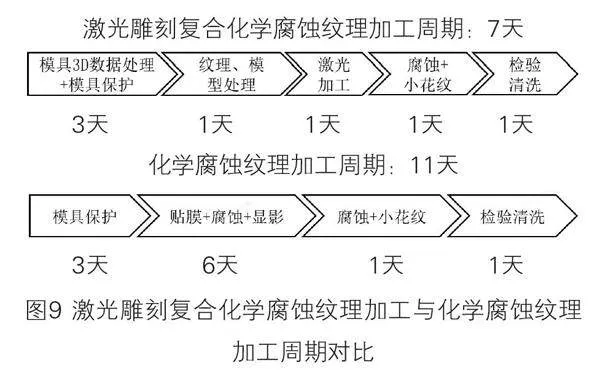
(7)激光雕刻复合化学腐蚀工艺纹理制作周期,相对化学腐蚀纹理短(见图9):
4 结束语
就汽车模具纹理加工而言,激光雕刻纹理是一项较新的技术,而激光雕刻复合化学腐蚀纹理加工技术,则是将新技术与传统工艺相结合,并在此基础上做创新开发。激光雕刻复合化学腐蚀纹理加工技术与全激光雕刻纹理相比,降低了汽车模具纹理加工成本、时间,使激光雕刻能在更多场合应用。激光雕刻复合化学腐蚀技术将在汽车内外饰件中发挥更大作用,并与其他领域技术相结合,开发更美观、超值的纹理作品。
参考文献:
[1]张森,袁林,贾宇霖,杨瑞树,汽车方向盘模具零件表面皮纹激光雕刻技术研究[J],模具工业2020年第46卷第9期.
[2]韦崇东,曾艳,基于激光雕刻技术的汽车纹理设计[J],大科技2018年2月(期刊).
[3]杨燕燕,裘洲通,张华,激光雕刻在汽车皮纹上的应用[J],模具制造2020年第1期.
侯志明
毕业于广西大学机械工程学院,材料成型及控制工程专业,本科学历,现就职于东风柳州汽车有限公司,任汽车非金属材料工艺开发主管,主要从事汽车内外饰件设计、模具开发相关工作,已发表文章数篇。
专家推荐语
康 明
东风商用车技术中心 工艺研究所所长
材料科学与工程 研究员级高级工程师
本文介绍了汽车内饰纹理模具制备所采用的激光雕刻纹理、化学腐蚀纹理以及激光雕刻复合化学腐蚀纹理等三种工艺的技术原理和特点,可对汽车纹理设计师选用和相关技术人员研发工作有一定技术启发作用。
本文理论正确,文字流畅,条理清楚,合乎逻辑,具有一定的技术借鉴作用。
