本钢板材炼钢厂氧枪喷头工作参数分析
2024-05-30张弘弼薛长江王子铮
张弘弼 薛长江 王子铮


作者:张弘弼,男,34岁,炼钢工程师
收稿日期:2024-01-30
摘 要:氧枪是氧气转炉中的最重要工艺设备之一,其性能特征直接影响到冶炼效果和吹炼时间,从而影响最终的钢材性能和钢产量。氧枪通过氧气射流流股与熔池的相互作用来实现吹炼交互,这种作用取决于氧气射流达到熔池表面时的速度大小和其冲击面积、冲击深度,因此优化氧枪喷头的工艺参数和合理的结构设计非常重要。通过对本钢板材炼钢厂的氧枪喷头工作参数进行计算,结合现场的实际工况,得出最适合本钢的操作模式。
关键词:氧枪喷头;冲击深度;冲击面积;供氧流量
ANALYSIS OF OXYGEN LANCE NOZZLES WORKING PARAMETERS OF BENSTEEL SHEET STEELMAKING PLANT
Zhang Hongbi Xue Changjiang Wang Zizheng
(Steelmaking Plant of BenSteel Plate Co., Ltd. Benxi 117000,China)
Abstract:As one of the most important process equipment in oxygen converters, the smelting effect and blowing time were directly affected by oxygen lances , their performance will thereby have impacted on the final steel performance and output. As we all know, oxygen lances function by interactive blowing through the interaction between oxygen jet stream and molten pools, which depends on the oxygen impingement speed, area and depth when it reaches the surface of molten pools; thus, it is of great significance to optimize the process parameters and reasonable structural design of oxygen nozzles. This article calculated the working parameters of the oxygen lance nozzles in Bensteel sheet steelmaking plant, combined with the actual working conditions on site, and obtained the most suitable operating mode for Bensteel.
Key words: oxygen lance nozzles;impact depth;impact area;oxygen supply flow rate
0 前 言
本鋼板材炼钢厂现有180 t顶底复吹转炉7座,年生产能力在1 000万t以上。为了更好地了解和使用现有氧枪喷头,对炼钢厂现阶段使用的氧枪喷头相关工作参数做出一系列计算,并根据计算结果规范氧枪操作制度。
“软吹”是由于使用氧压P用低于设计氧压P0时,氧气流股在氧孔出口断面上射流过分膨胀,在氧孔出口处产生斜激波,大大地降低了对熔池的穿透能力和搅拌能力,射流的性能很不稳定,致使吹炼操作很不稳定。操作氧压过低时,熔池搅拌减弱,渣中TFe含量过高,氧气利用率降低。同时由于喷头端面和氧孔内造成负压,极易吸入钢渣,造成喷头损坏。因此,软吹在转炉操作中,危害很大,是要极力避免的。
“硬吹”就是在使用氧压P用高于设计氧压P0 20%左右时,氧气射流的特性不会发生明显变化。硬吹时,氧气射流的动量大,穿透能力强,搅拌力度大,吹炼效果较好。但是如果操作氧压过高时,造成化渣不好、喷溅增加,能量损失增加,氧流也不稳定,所以不能用过高的氧压操作。
“硬吹”和“软吹”是相对的[1]。
1 现阶段使用氧枪喷头参数
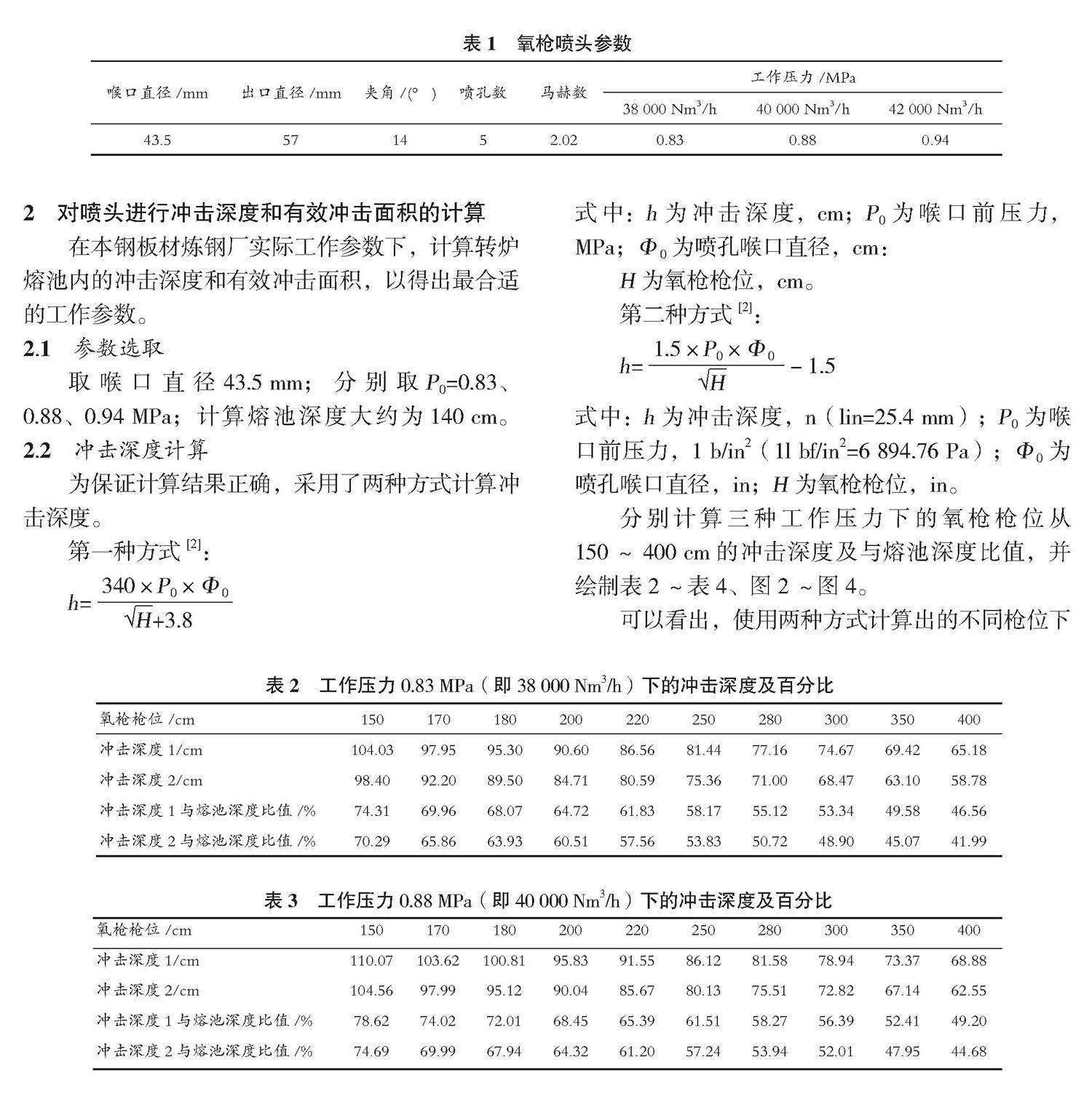
本钢板材炼钢厂现阶段所采用的氧枪喷头结构及参数如图1及表1所示,为锻压组装式拉瓦尔型五孔喷头,喷头夹角为14 °,马赫数为2.02。
2 对喷头进行冲击深度和有效冲击面积的计算
在本钢板材炼钢厂实际工作参数下,计算转炉熔池内的冲击深度和有效冲击面积,以得出最合适的工作参数。
2.1 参数选取
取喉口直径43.5 mm;分别取P0=0.83、0.88、0.94 MPa;计算熔池深度大约为140 cm。
2.2 冲击深度计算
为保证计算结果正确,采用了两种方式计算冲击深度。
第一种方式[2]:
340×P0×Φ0
h= ——————
√H+3.8
式中:h为冲击深度,cm;P0为喉口前压力,MPa;Φ0为喷孔喉口直径,cm:
H为氧枪枪位,cm。
第二种方式[2]:
1.5×P0×Φ0
h= —————— - 1.5
√H
式中:h为冲击深度,n(lin=25.4 mm);P0为喉口前压力,1 b/in2(1l bf/in2=6 894.76 Pa);Φ0为喷孔喉口直径,in;H为氧枪枪位,in。
分别计算三种工作压力下的氧枪枪位从150~400 cm的冲击深度及与熔池深度比值,并绘制表2~表4、图2~图4。
可以看出,使用两种方式计算出的不同枪位下冲击深度及与熔池深度比值趋势是一致的,都是随着氧枪枪位的提高,冲击深度逐渐降低,且氧枪工作压力越大,在相同的枪位条件下,冲击深度越深。
2.3 计算有效冲击面积
为保证计算结果正确,采用了两种方式计算有效冲击半径。
第一种方式[2]:
5×h2×g×ρ铁
R效=————————
2×V2 max×ρ氧气
式中:R效为有效冲击半径,m;h为冲击深度,m;g为重力加速度,9.81 m/s2;ρ铁为铁水比重,7 000 kg/m3;ρ氧气为氧气比重,1.429 kg/m3;Vmax为液面氧射流中心流速,m/s。
V出×d出×P0
Vmax= ——————
0.404×H
式中:V出为氧射流在出口处的流速m/s;d出为喷头出口直径,m;H为氧枪枪位,m;P0为喉口前压力,MPa。
第二种方式[2]:
h2
R效=5×2.41×10 000×——
V2 max
式中:R效为有效冲击半径,m;h为冲击深度,m;Vmax为液面氧射流中心流速,m/s。
V出×d出×P0
Vmax= ——————
0.404×H
式中:V出为氧射流在出口处的流速, m/s;d出为喷头出口直径,m ;H为氧枪枪位,m;P0为喉口前压力,MPa。
分别计算三种工作压力下的氧枪枪位,从150~400 cm的有效冲击半径及有效冲击面积,发现在不同工作压力下有效冲击半径及有效冲击面积变化不大,故只取一种工作压力(0.83 MPa)下的结果,并绘制表5、图5~图6。
可以看出,使用两种方式算出的不同枪位下有效冲击半径、有效冲击面积变化趋势是一致的,都是随着氧枪枪位的提高,冲击半径逐渐增大。
2.4 根据计算结果确定合理枪位
如图7所示,确定合适的枪位主要考虑两个因素[3-4]:一是要有一定的冲击面积;二是在保证炉底不被损坏的条件下,有一定的冲击深度。枪位过高射流的冲击面积大,但冲击深度减小,熔池搅拌减弱,渣中TFe含量增加,吹炼时间延长。枪位过低,冲击面积小,冲击深度加大,渣中TFe含量减少,不利化渣,易损坏炉底。
通常冲击深度L与熔池L0之比为60%~70%较为合理,若冲击深度过浅,脱碳速度与氧气利用率降低;若冲击深度过深,易损坏炉底,造成严重喷溅。
冲击深度60%为较低水平,冲击深度75%为较深水平[5-6]。由表2、表3、表4可以看出,在38 000 Nm3/h下吹炼,枪位在250 cm以上的冲击深度都较低,枪位在150 cm的沖击深度较深;在40 000 Nm3/h下吹炼,枪位在280 cm以上的冲击深度都较低,枪位在170 cm以下的冲击深度较深;在42 000 Nm3/h下吹炼,枪位在300 cm以上的冲击深度较低,枪位在180 cm以下的冲击深度较深。
本钢板材炼钢厂转炉熔池半径为2.615 m。由表5~表6可以看出,在枪位280 cm以上的时候,氧枪有效冲击半径偏大,占熔池半径的30%以上。
根据理论计算合适的氧枪高度为H=(35~50)×d喉,即152~218 cm。此项数据作为参考。
3 结 论
目前炼钢厂氧枪的设计供氧流量为38 000 Nm3/h,因为回收系统的限制、废钢装配过多、吹炼过程溢渣等问题导致班组在吹炼时常使用36 000~38 000 Nm3/h吹炼,也就是说一直处于“软吹”状态,软吹会大大地降低氧气对熔池的穿透能力和搅拌能力,射流的性能很不稳定,致使吹炼过程操作很不稳定,同时由于喷头端面和氧孔内造成负压,极易吸入钢渣,造成喷头损坏。因此,在吹炼中应尽量杜绝“软吹”,保证实际供氧流量在设计流量38 000 Nm3/h以上。
在供氧流量为38 000 Nm3/h时,化渣枪位范围建议为170~220 cm,拉碳枪位为150 cm;在供氧流量为40 000 Nm3/h时,化渣枪位范围建议为180~250 cm,拉碳枪位为170 cm;在供氧流量为42 000 Nm3/h时,化渣枪位范围建议为200~280 cm,拉碳枪位为180 cm。
参考文献
[1] 王新华.钢铁冶金[M].北京:高等教育出版社,2010.
[2] 张岩,张红文.氧气转炉炼钢工艺与设备[M].北京:冶金工业出版社,2019.
[3] 刘锟,刘浏,何平,等.转炉生产低磷钢的脱磷反应热力学[J].钢铁,2012,47(1):34-39.
[4] Double Slag Operation Dephosphorization in BOF for Producing Low Phosphorus Steel[J]. Journal of Iron and Steel Research (International),2009,16(3):6-14.
[5] 阚永海,范鼎东,任茂勇,等.120 t转炉氧枪喷吹射流特性及其冶金效果[J].天津冶金,2019(6):1-5.
[6] 周振宇,唐萍,周遵传,等.200t提钒复吹转炉氧枪喷头优化[J].钢铁,2019(9): 50-56,105.