4300mm宽厚板MULPIC自动化控制与维护策略分析
2024-05-30李英杰

作者:李英杰,男,33岁,工程师
收稿日期:2024-04-03
摘 要:介绍了山东钢铁集团日照有限公司4 300 mm宽厚板生产线MULPIC冷却系统的自动化控制系统及维护策略,以帮助提升技术技能水平。
关键词:MULPIC;自动化控制;维护策略
ANALYSIS OF AUTOMATION CONTROL AND MAINTENANCE STRATEGIES FOR 4 300 mm WIDE AND THICK PLATE MULPIC
Li Yingjie
(SD Steel Rizhao Co., Ltd. Rizhao 276800,China)
Abstract:This article introduces the automation control system and maintenance strategy of the MULPIC cooling system on the 4300mm wide and thick plate production line of Shandong Iron and Steel Group Rizhao Co., Ltd. to help improve technical skills.
Keywords: MULPIC; automation control; maintenance strategy
0 引 言
加速冷却过程是提高宽厚板产品性能的重要措施,冷却均匀程度、终冷温度控制精度是决定产品机械性能和组织性能的关键要素。MULPIC冷却系统的适应性比较广,仅仅一种设备既有实现在线快速冷却的能力也有直接淬火的功能,其自动化控制系统对MULPIC冷却系统各区域设备的动作执行的准确性及稳定性具有关键作用。
1 工艺及设备简介
1.1 宽厚板生产工艺流程
板坯加热→高压水除鳞→粗轧→精轧→(加速冷却)→矫直→冷却→切割→检验、喷号→(探伤)→入库。
控制轧制和控制冷却相配合(在控制轧制的基础上,设置在线冷却技术),在提高强度的同时,也改善了塑性和韧性,得到较高的综合力学性能(钢的组织细化、碳化物的析出强化、获得相变组织)。
1.2 MULPIC系统设备及功能简介
MULPIC系统水冷设备,由A、B、C、D四个冷却区组成,每个冷却区长度6 m,设备全长24 m,使用高密度喷嘴实现本设备的喷射冷却和层流冷却,喷嘴共计50 000多个,出入口配有热扫描式高温计,实现温度的监测、反馈及自适应。
具有多种冷却功能,其中A区为DQ区(采用DQ模式冷却时A区采用DQ泵供水),可以实现在线淬火功能,同时也可以配合B、C、D区实现ACC冷却功能,B、C、D区为常规冷却区域,使用高位水箱进行供水,用于常规的ACC冷却。
冷却模式分为DQ(直接淬火)、ACC(快速冷却)、OSC(游荡-用于厚板冷却)三种模式。
DQ:冷却水由水泵直接提供,为压力喷射冷却。
ACC:冷却水由高位水箱提供,为层流冷却。
OSC:钢板在MULPIC内部来回游荡冷却,根据钢板的厚度自动设定冷速,减少钢板冷却后表面与中心的温差。
2 主要自动化控制
2.1 过程控制系统
过程控制系统主要完成流量设定、自学习、自适应功能。过程控制系统的流量设定的目标是找到设定点,得到目标的冷卻速率和沿整个板材长度方向上的均匀的温度,进行冷却区域、集管数的设定、速度设定、上下集管的流量比设定、水凸度设定、边部遮蔽设定、头尾遮蔽设定。前馈功能是基于PDI,将板材分成1 m长一段,利用MULPIC入口扫描式高温计测量板材温度, 根据测量的实际数据进行流量修正。自适应控制在MULPIC系统冷却后,利用扫描式高温计对测量值和预计算比较,进行模型参数调整。
2.2 A区ACC和DQ模式控制
MULPIC自动化控制系统采用SIEMENS公司S7-400系列PLC,通过PLC控制两个进水阀来实现A区运行在ACC和DQ冷却模式之间转换。如果选择了ACC操作模式,那么,连接高压水箱的阀门打开,通往DQ泵组的阀门关闭;如果选择了DQ操作模式,那么,连接高压水箱的阀门关闭,通往DQ泵组的阀门打开。
2.3 上框架高度调节控制
MULPIC PLC控制A、B、C、D区每个上框架丝杠顶起(screw jack)的高度调整。自动模式下,上框架高度设定值来自MULPIC PAS。手动模式下,可以从HMI或从与MULPIC各区相邻的本地维护柜调整框架高度。MULPIC PLC根据要上框架要到达的位置设定值,要求上框架高度调整电机提升或降低框架。每个丝杠顶起(screw jack)上固定一个编码器,由编码器将上框架位置的实际值发送给MULPIC PLC。位置控制系统预算停车距离,并在到达设定点前,命令对应的电机停止。在框架高度调整执行器上安装一个旋转式限位开关,来检测完全上升/下降位置。限位开关可以用来避免移动位置越过操作极限。限位开关信号通过硬线连接到启动回路,并通过Profibus与MULPIC PLC通讯。
2.4 边部遮挡位置控制
边部遮挡功能适用于上部集管,通过遮挡钢板的边部来控制冷却效果。每个区都配备一对边部遮挡设备(驱动和操作侧)。每个区有两台鼠笼式感应电机分别驱动控制两侧的遮挡螺旋,两侧螺旋可以分别移动。电机的电源是由变频器驱动设备控制的。MULPIC PLC将根据MULPIC PAS设定值来调节每个边部遮挡丝杠顶起(screw jack)的位置。假设钢板位于辊道的中心,MULPIC PAS提供给每个边部遮挡单元一个位置给定值。驱动和操作侧的边部遮挡定位将同时启动,定位过程通过执行一个位置闭环控制器来实现。由于该系统采用调速电机,因此,MULPIC PLC 通过PID调节来控制电机的速度以获得设定的遮挡位置。边部遮挡单元进入预期位置的+/-5 mm范围内,将停止运动,实现最终控制冷却效果。
2.5 流量控制阀控制
每个集管的水流量是通过并联的一对阀控制实现的。两阀的大小不同,以实现在流量超限时对流量的完全控制。当流量设定值低于阈值时,投用小阀,当设定值超过给定阈值时,投用大阀。系统有两个阈值设定值,一个用于ACC模式,另一个用于DQ模式,在任何时间内,只有一个阀门打开来控制流量。
2.6 头尾部遮挡控制(A区)
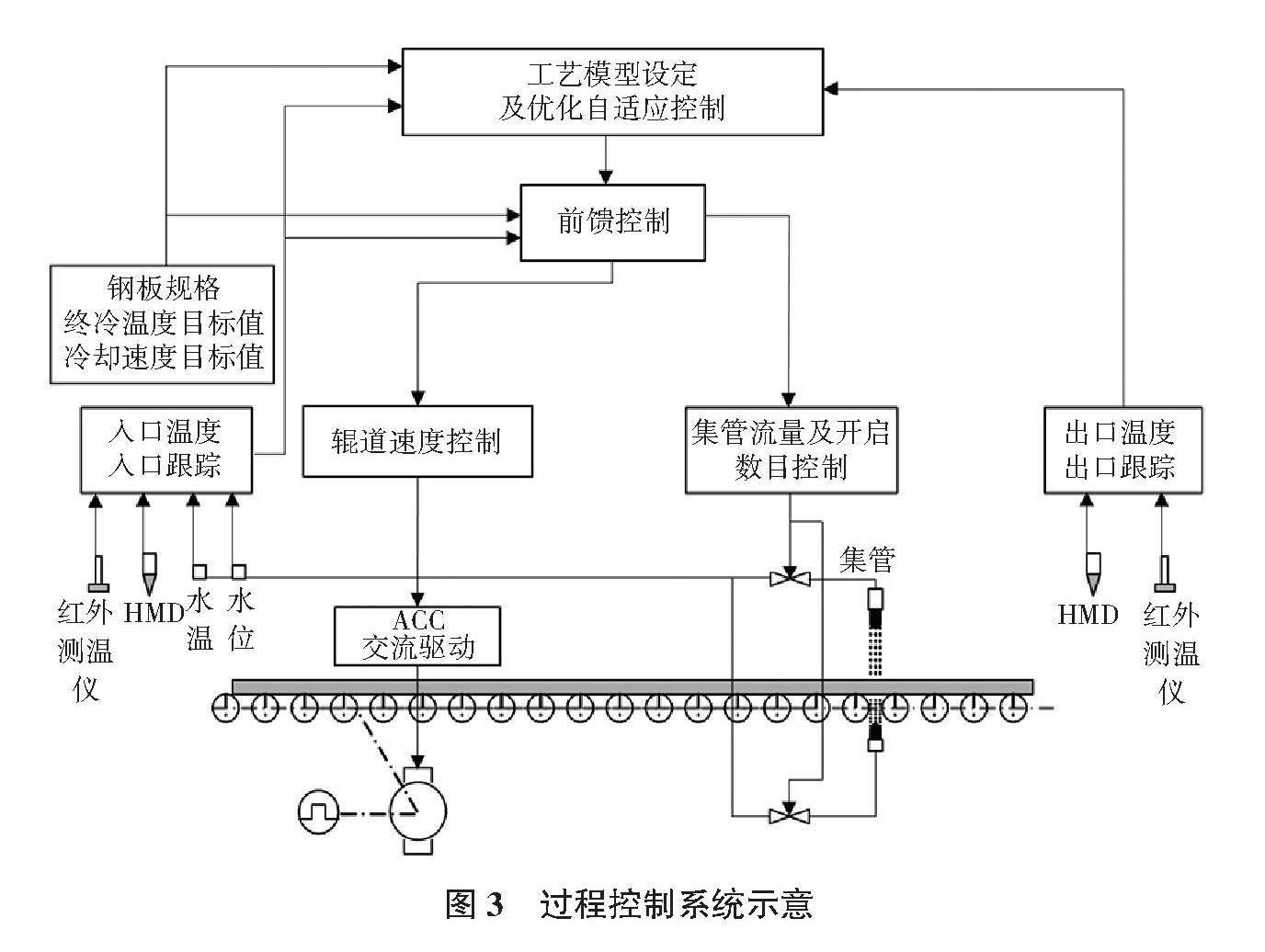
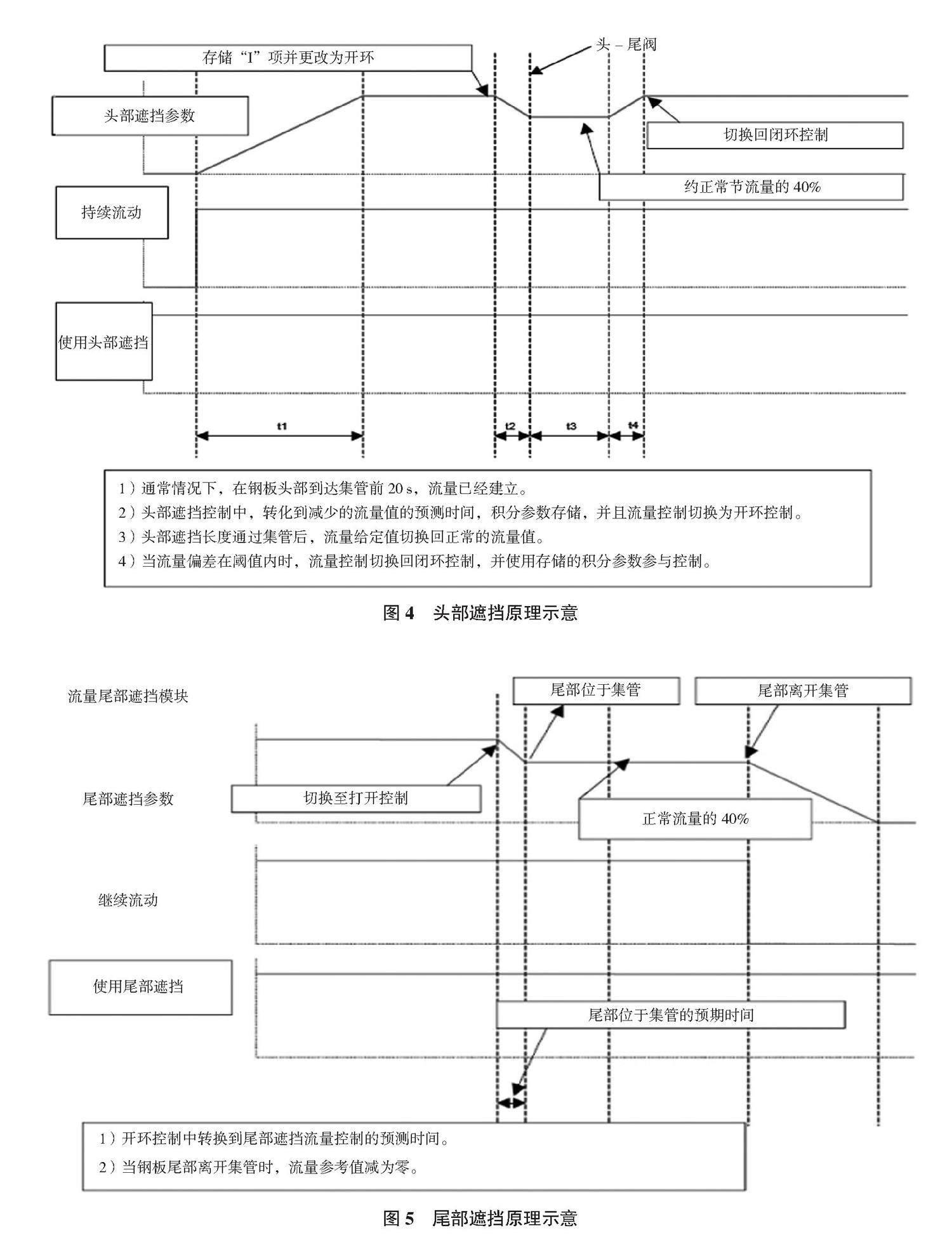
头尾部遮挡控制技术通过减少钢板头尾部的冷却量,以避免头尾部的过冷。该控制仅应用到A区。MULPIC PAS将对A区的每个集管发送头尾部遮挡流量参考值及头尾部遮挡长度的设定值,来实现对钢板头尾的遮挡控制。
头尾部遮挡原理分别如图4和图5所示。
2.7 超低流量控制
用于调整下部喷水高度,以获得底部集管的低流量。这些喷水口是为了避免鳞片进入下部集管的管口,并协助保持集管的冷却。该阀门为气动开关阀,每个阀有两个限位开关来判断阀门开启或关闭。在非冷却模式,这些阀门打开以避免对下部集管的热损坏。冷却模式下,当流量设定值低于阈值(通常20 L/s)时,阀门开启。
3 维护策略
MULPIC自动化控制系统现场检测元件及仪器仪表自动化设备较多,保证了MULPIC系统的稳定运行。但是在生产运行过程中也会遇到一些仪表及自动化设备损坏的问题,因而影响工作的正常进行。这一问题的出现不仅会影响正常生产,而且还会在一定程度上造成钢铁企业的经济损失。设备维护水平直接影响着设备的正常运转,因此要坚持日常点检、定期点检,不断提高现场检测元器件的稳定性及高温计的精度,做好以下几方面的工作:
3.1 日常维护
在日常的工作中,加强对自动化控制系统设备的维护管理工作可以有效地防治自动化设备故障的出现。为了避免现场检测元器件出现老化和松动的问题,要对检测设备进行定期的檢查,由于不同设备元件的使用寿命不同,要参照技术要求进行元器件的及时更换,并且做好详细的设备备件更换记录工作。另外,要定期做好电源接线的检查,并且要保持现场仪表自动化设备的整洁,做好日常清洁工作,重点做好现场检测元器件的防水。
3.2 周期性维护
除了要对仪表自动化设备进行日常维护外,还要进行周期性的维护管理。加强对设备的工作参数和人工检测记录数据进行对比,可以及时有效的发现设备运行中存在的问题。加强自动化设备的周期性维护可以在第一时间发现设备的故障问题并进行处理。在进行自动化设备的周期维护过程中,需要保证仪表接线的可靠性。可通过定期检修对设备进行周期性维护,对维护过程中的异常情况进行高度重视,将发现的故障及时排除解决。
3.3 预防性维护
自动化设备的预防性维护工作是有效预防设备故障的关键措施。这种维护主要是利用设备管理系统对生产维护措施进行全方位的管理,同时运用评估手段实现设备维护管理的优化。企业在采取预防性维护措施的时候,要加强对维护人员的培训管理,制定科学的设备操作、维护、保养和维修相关制度,加强预防性维护的科学合理性,有效降低自动化设备故障的发生几率。
自动化设备具体维护过程,可通过以下几方面工作,做好设备维护工作:
1)对设备进行定期点检,尤其是对生产过程中无法点检的部位要认真仔细;对现场检测元器件,包括限位开关、编码器及编码器联轴器、热电阻等定期进行检查,发现问题及时处理,保障现场检测元件稳定性。
2)紧固。对螺栓易松动的部位进行定期紧固,如编码器联轴器、现场元器件、端子接线、电机联轴器等,提高设备稳定性。
3)润滑。对手动加油点利用检修时间进行润滑,部位主要有:框架抬升电机、边部遮挡电机及框架丝杠等。
4)调整。适当调整设备运行过程中出现的不合理参数,做到设备运转平稳、冲击小。
5)清理。定期对设备进行清理,主要是清理影响设备正常运行的不合理环境因素、对设备有损害的灰尘以及一些不利于正常生产的其他问题。
4 结束语
MULPIC冷却系统是提高宽厚板产品性能的重要措施,操作人员和工程技术人员在了解设备结构、性能的同时,仍需做好各方面设备维护工作,通过不断提高设备稳定性及设备精度来保障MULPIC冷却系统运行的稳定性,保证产品力学性能和组织性能。
参考文献
[1] 杜平.基于MULPIC装置的宽厚板均匀冷却控制[J].轧钢,2012(6):7-10.