烟草制丝工艺质量影响因素及控制措施分析★
2024-05-27刘赐德叶丽琴
刘赐德, 叶丽琴, 叶 楠, 卢 迪
(江西中烟工业有限责任公司赣州卷烟厂, 江西 赣州 341000)
0 引言
在卷烟加工过程中,制丝属于卷烟加工中十分重要的一道工序,与卷接、包装等环节相比,制丝工艺流程长,工序繁琐,加工设备以及加工方法比较繁杂[1-2]。制丝工艺作为整个卷烟生产过程的核心,约占整个生产过程的70%,其效果的优劣不仅仅影响产品的质量,还直接影响着成本消耗以及卷烟设备的作业效率[3]。由于烟草制丝加工过程环节较多,而每个环节的生产加工都将对卷烟产品产生影响,因此,为提高对制丝工艺质量的控制水平,需要深入分析制丝过程中各阶段的质量控制要点,并对各环节的质量进行管控。从当前卷烟制丝工艺质量控制的角度来看,对其影响较大的常见因素主要为水分、流量、温度及组分四个方面[4-8],本文就烟草制丝加工工业过程中工艺质量的四个主要影响因素及其控制措施进行了分析与探讨。
1 水分因素及其控制措施
卷烟制丝工艺主要涉及加水、加温、脱水等操作,水分的科学控制是保障制丝科学性的重要基础,水分不仅能够影响烟叶的光泽、颜色、填充力、结构等物理性质的改变以及物料损耗,还可影响卷烟产品的可燃性、烟气成分及感官特性等方面。
在制丝生产线上,水分作为制丝加工生产过程中重要的参与者,不同工序对含水率的要求不同,在卷烟制丝工艺中一定要保证各工序水分的均匀、稳定。为做好各工序水分的控制工作,首先需要确定对不同烟丝牌号生产过程中各工序的含水率指标,在卷烟工艺规范中,对制丝各工序的含水率指标进行了规定,如表1 所示。在设备方面,为了能够便于控制和及时反应各工序水分控制情况,设置了非接触型红外水分仪来监测加工过程水分控制情况,可实时在线显示并可以作为中控调节参数的依据。为了能够保障非接触型红外水分仪对水分监测的准确性,质检员和工艺人员会定期、定时来对红外水分仪进行校准、核对,确保水分控制的准确性和均匀性,提高对水分的控制能力。
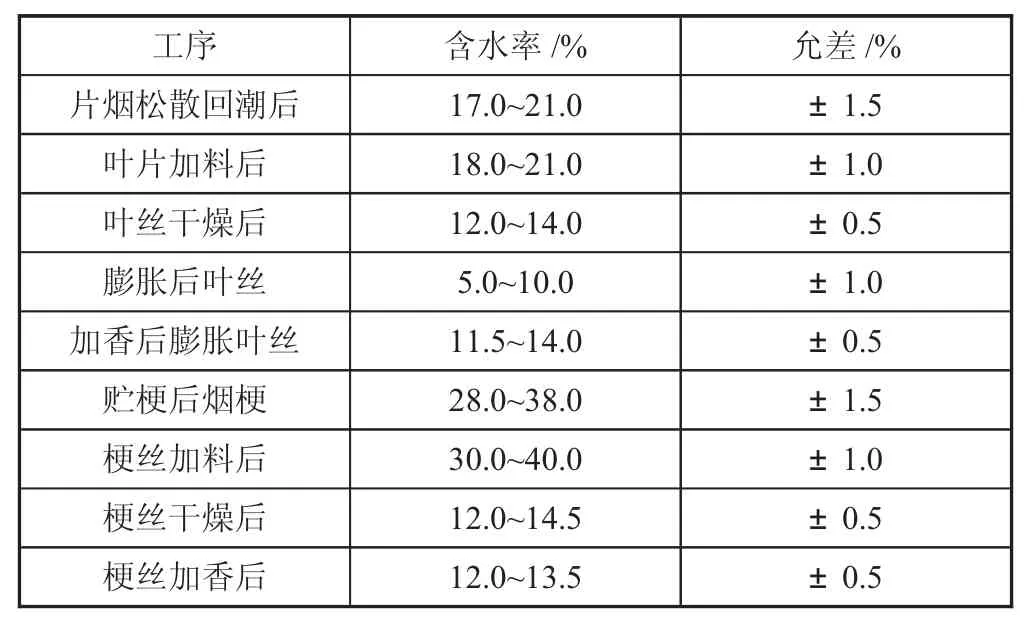
表1 制丝各工序含水率及允差
2 流量因素及其控制措施
在制丝生产线上,流量包括物料的流量以及流量计的流量,两者对制丝工艺质量的影响都极为明显。物料流量影响加工过程中增温、增湿、干燥、加香和加料的均匀度,所以要求物料流量要求稳定、均匀,其精度控制能够在0.5%以内。而流量计是控制添加蒸汽、水以及香精香料的流量,直接影响到水分和温度的稳定性以及加香、加料的精度,要求其流量计精度应在0.5%以内。
通常情况下对于物料流量的控制办法是将重量和体积相结合进行控制,利用喂料机、计量管和电子秤组合而成的定量喂料设备:
对于喂料机和电子秤而言,在具体控制过程中,需要对所用的喂料机进行定期维护以及定期对电子秤进行校准,否则就会在很大程度上影响配比的精确度以及控制效果,其中电子秤的精度一般需要控制在5%以内。
对于流量计而言,对其的控制可以通过PID 控制算法进行控制处理。PID 控制算法是一种基于比例、积分、微分的反馈控制算法,通过对流量差异的反馈进行调节,使得流量控制达到精确和稳定。同时,还可以通过PLC 控制器进行控制,实现对流量的自动化控制。为了保证流量计的精度,需要定期对其进行校准:水和料液流量计通常采用称重法,将被检流量计到称重容器中,对称重容器水的重量称重,利用流量计累计量和水质量进行比对;蒸汽流量计则通常采用容积法进行校准,将被检流量计安装到试验管路中,利用试管容积体积和流量计累计量进行比对。
因此,在卷烟工艺规范中,要求各工序的物料来料流量均匀稳定及流量计计量精度符合要求,对流量变异系数和加香加料精度及瞬时比例变异系数进行规定进行了规定,分别如表2 和表3 所示。
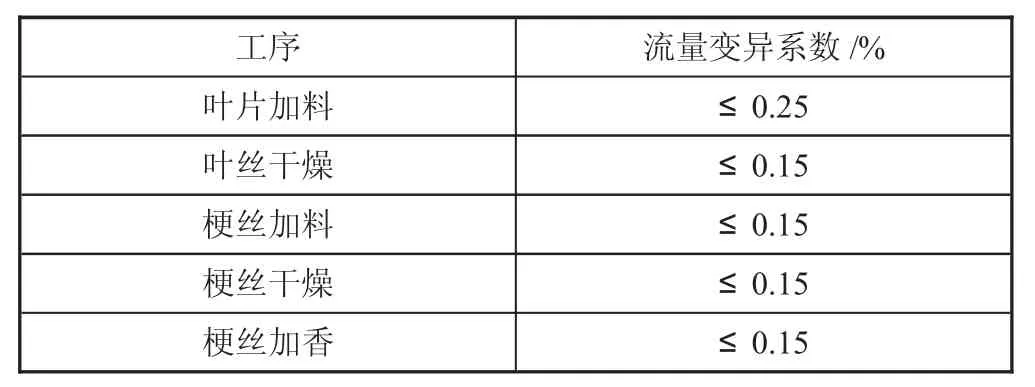
表2 制丝各工序物料来料流量变异系数要求
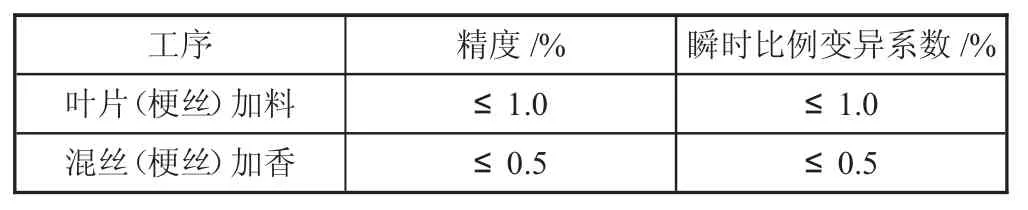
表3 加香加料精度及瞬时比例变异系数要求
3 温度因素及其控制措施
在卷烟制丝过程中还需要注意温度的控制,产品的理化性能、质量指标以及可加工性和温度有着密切关系,温度的高低直接影响着烟丝的质量,因此温度的控制也是保证制丝工艺质量的重中之重。
在制丝生产过程中,大多数工序的温度热源是通过外部蒸汽管路供应的蒸汽,包括直接通过喷射蒸汽对烟丝增温增湿,如SIROX,以及经过热交换器以热风为载体进入滚筒,与滚筒内的物料接触,如叶片回潮、叶片加料、叶丝回潮等。除此之外还有通过直接燃烧天然气或液化石油气,通过热交换设备将热量传递给通过的工艺气体,使工艺气体温度升高至所需要的温度,工艺气体对烟丝进行增温干燥,如气流烘丝机。
对于温度的控制,其控制原理较多,主要的措施包括:设定合适的加热系统、热交换器和温度传感器确保烟叶在生产过程中受热均匀且在适宜的温度下进行;对卷烟制丝工艺中的各个步骤进行综合性的优化和调整,包括来料状态、出料所需要的工艺指标参数等对设备进行精细调整,以实现最佳的温度控制效果。在卷烟工艺规范中,对各工序的温度要求作了如表4 所示的规定。

表4 加香加料精度及瞬时比例变异系数要求
4 组分因素及其控制措施
组分的稳定和均匀性决定卷烟内在品质,是影响烟丝质量和感官质量的重要因素。就目前实际而言,配比工序主要基于原料叶组的配比、糖料与香精的配比以及叶丝与HDT 气流叶丝、膨胀烟丝、梗丝的配比,这就需要通过一系列的工艺和配方调制,使得烟丝能够达到预期的效果。
针对叶组配方的控制需要在投料前通过获取原料高架库系统预投料的片烟等级、薄片等级和对应批次号,逐一跟叶组配方BOM进行对比。如果出现物料错误或者重量偏差超出范围的话,应先向中控进行报警,同时对高架库和出料设备进行控制,以停止出料,由高架库将错误的片烟或薄片进行替换,正确后重新开始生产。
针对掺配工序中的控制,应该在掺配工序掺配前,对预掺配物料储柜中的物料牌号信息、批次信息以及重量信息进行验证,确定是否与掺配配方设计一致、重量是否满足批次掺配生产要求,如果掺配物料信息出现错误,应该先向中控进行报警,同时向生产设备发送停机指令,由人工确认正确后再继续生产。
针对糖料与香精的配比控制,应该在加香加料前,对罐中的物料信息、重量进行验证,确定物料是否与配方设计一致、备料量是否满足批次生产要求。如果信息出现错误,应先向中控进行报警,同时发送停机指令,由人工替换为正确料罐,由人工确认后再继续生产。
5 结语
烟草制丝工艺质量的有效控制是提高卷烟产品质量水平的重要手段,其中水分、流量、温度以及组分这四个方面是保障烟草制丝工艺质量的控制要点。在制丝实际生产中,应积极关注水分、流量、温度以及组分的变化情况,及时作出优化调整,提高烟草制丝工艺质量控制水平和控制效果,保障卷烟产品质量得到稳步提升。
