粘接方式方法设计与粘接过程控制管理研究
2024-05-07聂敏李刚
聂敏 李刚

摘 要:介绍了在粘接设计过程中需要考虑的重要因素和遵循的设计原则。粘接设计前,需要考虑粘接影响因素分析、主要承受载荷的分析、基本设计规则和粘接接头承载能力分析等方面。同时从人、机、料、法、环五个维度介绍了粘接的过程控制原则,即必须根据产品特点、功能要求和发展趋势来设计;必须考虑到强度、耐久性、可维护性和经济性等方面的因素;需要选择合适的设计流程和方法來提高设计的效率和质量;还需要根据工程实际情况进行不断的调整和优化。
关键词:粘接方式方法设计;载荷;承载能力;接头设计;过程控制
中图分类号:TQ43;TG49
文献标志码:A文章编号:1001-5922(2024)03-0023-04
Design of bonding methods and research on bonding process control management
NIE Min,LI Gang
(TechnicalCenter,CRRC DaTong Co.,Ltd.,Datong 037038,Shanxi China)
Abstract:The important factors to be considered and the design principles to be followed in the adhesive design process is introduced.Before the bonding design,it is necessary to consider the analysis of bonding influencing factors and the main loads,the basic design rules and the analysis of the bearing capacity of the bonding joint.At the same time,the process control principle of bonding is introduced from the five dimensions of man,machine,material,method and environment,that is,it must be designed according to product characteristics,functional requirements and development trends.Factors such as strength,durability,maintainability,and economy must be considered.It is necessary to choose appropriate design processes and methods to improve the efficiency and quality of design.Continuous adjustments and optimizations are needed based on the actual situation of the project.
Key words:bonding design;load;carrying capacity;direct drive;joint design;process control.
随着科技的不断进步和人们对产品质量的要求日益提高,粘接设计已经成为了工程设计中不可或缺的一部分。因此,对粘接方式的设计和粘接过程的控制尤为重要,以实现产品的高强度、高可靠性和高性能。同时,粘接设计还可以减少产品的重量和成本,提高生产效率和产品的可维护性。粘接设计已经被广泛应用于轨道交通、汽车、航空、船舶、电子、建筑等领域[1-2]。然而,粘接设计也存在一些挑战和难点。例如,粘接材料的选择需要考虑到材料的性能、环境因素和使用寿命等因素[3],粘接方式的设计需要考虑到粘接面的形状、大小和表面处理等因素[4],粘接过程的控制需要考虑到温度、压力和时间等因素[5-6]。因此,粘接设计需要设计师具备丰富的知识和经验,以确保产品的质量和可靠性。
1 粘接方式方法设计
1.1 列出需求清单
1.1.1 列出接头所承受的载荷
(1)机械力:恒定载荷、动态载荷以及高速状态下的载荷(碰撞);
(2)化学载荷:湿度、不同的介质(溶剂、盐类等);
(3)温度(极限,变化频率);
(4)辐射(紫外线);
1.1.2 粘接件特性
(1)基材的物理和化学特性:表面粘附性、热膨胀系数等;
(2)几何尺寸:粘接件的长度、宽度、高度、外形等;
(3)运动学:粘接件的使用速度、加速度、相对运动方向等;
(4)力:力的大小、方向、频率,力矩,引起的变形,共振受力等;
(5)能量:能量的损耗、摩擦阻力等;
(6)胶粘剂的固化原理、条件和时间,流动性,种类等;
1.1.3 生产过程
(1)生产条件:生产设备,生产线可以生产的最大尺寸,首选的生产方式等;
(2)安全:操作安全性,运行安全性,环境安全性等;
(3)人机工程:人机界面、操作类型等;
(4)验证:计算,部件测试,有限元分析,测量和测试设备等;
(5)装配:特殊装配标准、安装、基础等;
1.1.4 其他应用环节
(1)运输:运输过程中的处理,运输的类型和条款;
(2)使用:低噪声,磨损率,使用地点(含硫大气、热带等),老化(紫外线等),媒介(清洗剂等),阻燃要求等;
(3)维护:免维护或维护、检查、更换、保养、涂层及清洁时间的间隔;
(4)再循环:重复使用,拆解、处置等;
(5)成本:允许的最大生产成本,工具成本,投资和分期偿还;
(6)期限:技术设计和施工设计时间,交付时间。
1.2 载荷与承载能力分析
1.2.1 部件载荷分析
粘接结构载荷包括:
(1)标准规定的载荷:标准EN 12663-1、EN 13749和UIC 566规定了一定载荷下车体、转向架和零部件结构受力情况;
(2)除标准规定外的其他载荷(如重力、牵引力、压力波等):通过分析载荷情况,进行粘接结构的具体功能分析,包括接头是否能够传递力;接头的主要功能是否为密封;以及在特定载荷情况下,接头的主要功能是否能够实现。
1.2.2 承载能力分析
基材的承载能力应进行如下优化来满足部件的载荷需求:
(1)当基材为指定材料时,通过改变结构满足部件的承载能力;
(2)当基材为非指定材料时(多种材料均可满足部件承载能力),通过材料性能、经济性、可操作性等因素择优选择。
1.3 设计规则、原理和指南
1.3.1 设计规则
设计遵循簡单、清晰、安全的规则。安全原则包括安全-寿命行为、失效-安全行为和冗余设计3个方面。
(1)安全-寿命行为准则:
安全-寿命行为准则认为设计本质上是安全的;所有的部件和连接能够承受所有可能的使用条件,不会有失效或故障。保证安全-寿命行为的方法:
1)对载荷以及环境条件进行合理的评估,例如力,持续时间,介质等;
2)根据已经证实的理论和计算方法进行设计;
3)生产过程中进行周密的检查和控制;
4)进行部件和系统测试,确认在大载荷以及相应外部条件下的耐久性;
5)定义散差之外可能发生意外失效的应用区域。
(2)失效-安全行为准则:
是指在安全相关的系统中,当部件出现故障或破裂时,其失效模式不会导致严重的后果,但是仍需要保留有限的功能,以防止发生更危险的情况。此外,失效的部件需要能够继续维持运转,或者以某种方式被替代,直到整体部件停止运行。失效或故障必须能够被检测到,并且失效部位必须能够保证整体安全的评估。
部分功能的失效可能是可以接受的,例如松动的部件,但有些失效在任何情况下都是需要避免的,因为它们与安全有关,例如轨道车辆的前窗、侧窗。
(3)冗余设计:
是通过具备多重功能的系统来实现的,任何一个系统的故障都不会引起危险。这些系统平行或串连工作,并在失效系统失去功能时替代其工作。
1.3.2 设计原理
在产品设计过程中,可以遵循以下原理:
(1)力传递原理:在设计过程中,应努力避免由于尖锐弯曲和截面突变引起的力传递变化,以减少开裂风险。通过对设计和材料的选择,可以保证在工作寿命内的高使用性和强度。
(2)优化材料使用原理:通过对设计和材料的选择,可以保证在工作寿命内的高使用性和强度,从而优化材料使用。
(3)变形匹配原理:在设计部件时,根据变形匹配原理,通过匹配变形,以保证有足够的弥补量,相对变形越小越好。
(4)平衡力原理:使用平衡单元或对称结构来尽可能地减少二次力(主要的力一起存在),保证结构复杂度的损耗越小越好。
1.3.3 设计指南
在设计指南中,必须考虑以下要素:
(1)膨胀、温度变化或载荷会导致部件长度变化,不同材料的表现可能不同,需要注意变形和功能丧失。
(2)蠕变和松弛也需要考虑,因为这些现象会影响材料的粘接性能,设计部件时需要注意。
(3)腐蚀是材料和结构受到介质影响的问题,需要注意其限制和结构失效
(4)设计部件必须适合生产。
(5)尽管无法完全消除缺陷和异常,但应尽力保持在可能的极限之外。
1.4 粘接接头承载能力分析
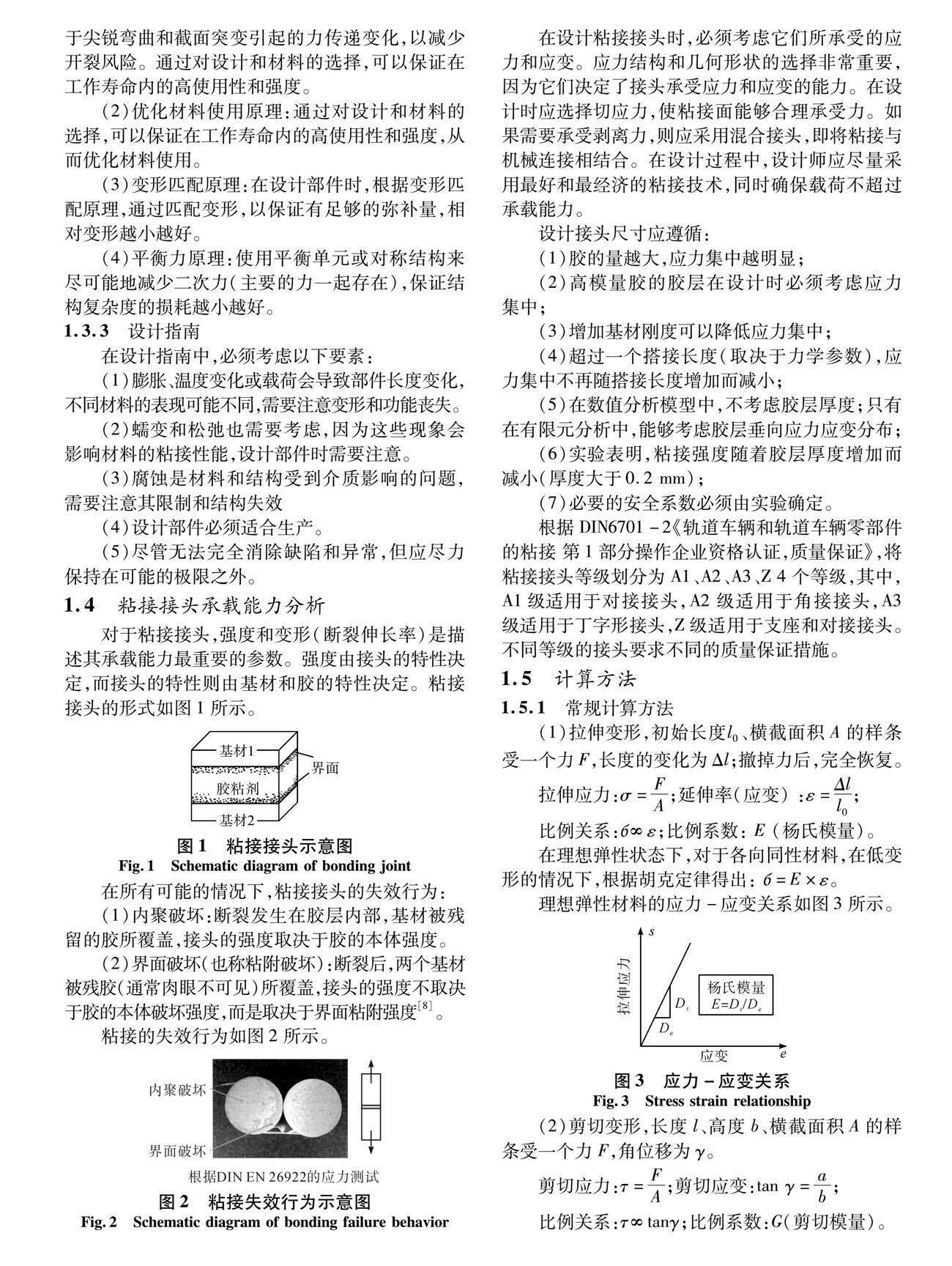
对于粘接接头,强度和变形(断裂伸长率)是描述其承载能力最重要的参数。强度由接头的特性决定,而接头的特性则由基材和胶的特性决定。粘接接头的形式如图1所示。
在所有可能的情况下,粘接接头的失效行为:
(1)内聚破坏:断裂发生在胶层内部,基材被残留的胶所覆盖,接头的强度取决于胶的本体强度。
(2)界面破坏(也称粘附破坏):断裂后,两个基材被残胶(通常肉眼不可见)所覆盖,接头的强度不取决于胶的本体破坏强度,而是取决于界面粘附强度[8]。
粘接的失效行为如图2所示。
在设计粘接接头时,必须考虑它们所承受的应力和应变。应力结构和几何形状的选择非常重要,因为它们决定了接头承受应力和应变的能力。在设计时应选择切应力,使粘接面能够合理承受力。如果需要承受剥离力,则应采用混合接头,即将粘接与机械连接相结合。在设计过程中,设计师应尽量采用最好和最经济的粘接技术,同时确保载荷不超过承载能力。
设计接头尺寸应遵循:
(1)胶的量越大,应力集中越明显;
(2)高模量胶的胶层在设计时必须考虑应力集中;
(3)增加基材刚度可以降低应力集中;
(4)超过一个搭接长度(取决于力学参数),应力集中不再随搭接长度增加而减小;
(5)在数值分析模型中,不考虑胶层厚度;只有在有限元分析中,能够考虑胶层垂向应力应变分布;
(6)实验表明,粘接强度随着胶层厚度增加而减小(厚度大于0.2 mm);
(7)必要的安全系数必须由实验确定。
根据DIN6701-2《轨道车辆和轨道车辆零部件的粘接 第1部分操作企业资格认证,质量保证》,将粘接接头等级划分为A1、A2、A3、Z 4个等级,其中,A1级适用于对接接头,A2级适用于角接接头,A3级适用于丁字形接头,Z级适用于支座和对接接头。不同等级的接头要求不同的质量保证措施。
1.5 计算方法
1.5.1 常规计算方法
(1)拉伸变形,初始长度l0、横截面积A的样条受一个力F,长度的变化为Δl;撤掉力后,完全恢复。
拉伸应力:σ=FA;延伸率(应变) :ε=Δll0;
比例关系:б∞ε;
比例系数: E (杨氏模量)。
在理想弹性状态下,对于各向同性材料,在低变形的情况下,根据胡克定律得出: б=E×ε。
理想弹性材料的应力-应变关系如图3所示。
(2)剪切变形,长度l、高度b、横截面积A的样条受一个力F,角位移为γ。
剪切应力:τ=FA;
剪切应变:tan γ=ab;
比例关系:τ∞tanγ;
比例系数:G(剪切模量)。
在理想弹性状态下,对于各向同性材料,在低变形的情况下,根据胡克定律得出:τ=G×tanγ。
(3)温差引起的变形,初始温度T0、初始长度l0、横截面积A;加热到温度T1,长度变化Δl。
ε=Δll0
相对长度变化假设该材料的热膨胀系数为a,则ε=a×(T1-T0)。
很多材料都可以认为是均一的、各向同性的、弹性的连续体,在小变形时表现出线弹性。杨氏模量E、剪切模量G和泊松比v是线弹性材料行为的特征参数,其关系为:
G=E2(1+v)
1.5.2 其他分析方法
(1)有限元分析[9]:通过计算机用数值的方法把整个问题分解成更小的部分,它要求高效的硬件、便捷的软件(如ANSYS等);可以简化复杂问题、对事先定义的材料特性计算、精确预测局部效应和现象。
(2)数值分析法[10]:如Bigwood-Crocombe,倾向于低模量胶的计算,在特定条件下,运用公式,计算出粘接强度。
1.6 安全论证
(1)对于A1、A2接头,可采用有限元分析方法进行计算验证。验证时,综合所有相关的应力和影响以确定粘接接头的承载能力。粘接接头的粘接面和压力集中度,以及接合零件的特性和其表面决定了接头的承载力。通过验证接头载荷与承载能力的关系来推断设计的正确与否。只有载荷小于承载能力,才说明粘接接头设计是正确的;
(2)对于A3、Z接头,可采用卷边剥离测试、拉剪试验(相同材料和表面情况)或可对比的经验和知识进行接头载荷与承载能力关系的验证。
2 粘接过程控制
在粘接过程中,合适的粘接过程对于预期的粘接效果至关重要[11-14]。从人、机、料、法、环5个方面入手,对整个粘接过程进行过程控制管理,可以确保达到预期的粘接效果。
人员管理:粘接过程操作人员必须持有公司内部粘接过程培训合格证书(培训内容应包括胶粘剂固化机理、基材表面处理、施胶方法等方面)。
机械设备管理:机械设备和工艺装备等工具应符合相关管理要求,确保它们可以正确地用于粘接过程。
材料管理:
涉及到基材、胶粘剂、清洗剂、底涂等材料时,应重点控制它们的有效期、材质、表面处理方式以及存储环境温度等影响粘接质量的因素,并对它们提出具体的控制要求。
工艺流程管理:
工艺参数必须是经过工艺评定后的参数,工艺设计人员应根据工艺评定确定的工艺参数设计相应的工艺规程。
施工环境管理:
通常工作环境温度为10~35 ℃,相对湿度为40%~70%。如果胶粘剂产品说明书对施工现场有特殊要求,则应以产品说明书为准。
3 结语
粘接设计及粘接过程控制对于确保粘接质量至关重要。通过理论计算或有限元分析等方法,对粘接强度进行校核,确保强度和变形均满足机车运营要求。粘接设计在现代制造中具有广泛的应用,它可以用于连接各种材料和形状的部件,并具有很高的可靠性和经济性。通过仔细的载荷分析、粘接接头设计和过程控制,可以确保所制造的粘接接头具有足够的承载能力和质量稳定性,以满足各种工程要求。这项技术已被广泛应用于新产品的研发制造中,今后将有更多产品采用这项技术,让机车运行更加安全可靠。
【参考文献】
[1] 魏培欣,宗艳,常虹,等.胶粘剂在轨道交通车辆上的应用[J]。粘接,2016(1):79-81.
[2] 孔静波,杨晓芳.胶粘剂在机车产品中的选型及应用[J]。铁道机车与动车,2016(5):43-45.
[3] 苗蓉丽,王汝敏.某型号有机硅胶粘剂使用寿命的评估[J].粘接,2009(5):63-65.
[4] 王明磊.表面处理对热硫化硅橡胶粘接性能的影响[J].粘接,2013(1):51-54.
[5] 吴惠惠,魏培欣.轨道交通生产制造过程中粘接特殊过程的确认[J].粘接,2017(10):69-71.
[6] 金剑峰,周一兰.轨道客车粘接质量控制原则分析[J].电力机车与城轨车辆,2016(4):59-65.
[7] 李唯,刘民军,孙玉英,等.轨道车辆结构粘接耐久性评估方法的研究[J].铁道车辆,2022(6):50-53.
[8] 胡生祥,曹兴园,屈雪艳,等.环氧胶粘剂粘接接头拉伸剪切疲劳性能的研究[J].粘接,2022(11):1-5.
[9] 赵亚峰,杭翔,韩东旭,等.有轨电车头罩粘接结构的有限元仿真分析[J].粘接,2019(2):43-46.
[10] 郑小玲,孔凡荣,游敏,等.胶层厚度对拉伸试样应力分布影响的数值分析[J].粘接,2004(5):47-49.
[11] 赵世红,冯新颖,张猛,等.地铁车辆粘接失效原因分析及预防措施[J].粘接,2018(11):60-62.
[12] 趙辉,侯敏俏,孙玉英,等.轨道客车弹性粘接技术及工艺研究[J].粘接,2017(6):62-64.
[13] 王成,周保菊,张津源.轨道客车车顶复合材料板粘接工艺质量提升研究[J].粘接,2021(11):9-11.
[14] 易兆祥,殷盛福,瞿江波,等.文华.动车3C产品外罩玻璃粘接工艺优化[J].粘接,2022(2):34-38.
收稿日期:2023-10-20;修回日期:2024-01-20
作者简介:聂 敏(1989-),男,高级工程师,研究方向:机车总体技术研究;E-mail:014000024896@crrcgc.cc。
引文格式:聂 敏,李 刚.粘接方式方法设计与粘接过程控制管理研究[J].粘接,2024,51(3):23-26.