垃圾焚烧发电厂污废水“零排放”技术分析
2024-04-24徐龙洋杨超刘双月
徐龙洋 杨超 刘双月
[中节能(临沂)环保能源有限公司兰山分公司,山东 临沂 276000]
1 引言
近年来,由于垃圾焚烧发电处理技术兼具无害化、减量化、资源化的特点且效果显著,逐步成为国内生活垃圾处理的主要手段[1-2]。随着社会对环境保护意识不断提高,生活垃圾焚烧发电厂的选址大部分远离城市市区,从而导致取水排水困难。因此合理利用污废水,提高用水效率,实现生活垃圾焚烧发电厂污废水“零排放”尤为重要。污废水的“零排放”,是指污废水经过工艺设备将废水里面的盐分污染物分离出来,得到的水全部回收利用,不外排。污废水提取的盐分污染物以固体形式送至垃圾填埋场填埋或将其回收作为化工原料[3-4]。随着环保要求的提高,垃圾焚烧发电厂污废水“零排放”将是垃圾焚烧发电行业的发展方向[5]。
2 项目水系统简况
临沂兰山某生活垃圾焚烧发电项目地处填埋场院内,位于丘陵地带,厂内全部生产生活用水均由市政自来水公司提供,距离全长7.8 km,取水成本较高。另外,项目厂区附近无市政污水处理厂,根据环评批复,项目渗滤液经处理须达到GB/T 19923—2005《城市污水再生利用工业用水水质》中敞开式循环水冷却水系统补水水质指标,处理后的达标水全部回用,不外排。
2.1 给水系统
生产给水系统主要包括生产用水、生活用水、循环冷却用水系统,如图1 所示。其中,循环冷却用水系统分为汽机循环水系统(汽轮机凝汽器、空气冷却器及油冷却器冷却用水)和设备循环水系统(汽水取样器、冷却风机、液压驱动装置、雾化器、引风机、高压水泵及空压机站等处的冷却用水)。

图1 生产给水系统
2.2 污废水排水系统设计情况
全厂污废水系统包括渗滤液处理系统、雨水排水系统以及洁净排水系统。
垃圾仓渗滤液、生产废水、生活废水及初期雨水(初期雨水收集完成后,清水经过雨水管道排入雨水管网)收集后输送到渗滤液站处理;循环水排污水及化水车间反洗排水经洁净排水系统絮凝沉淀过滤后,输送至渗滤液膜系统处理;最后经碟管式反渗透(DTRO)深度处理系统处理产生的膜浓缩液由强制循环蒸发器(简称“MVR 蒸发器”)处理,排除少量的母液回喷锅炉。渗滤液处理后的出水达到GB/T 19923—2005《城市污水再生利用工业用水水质》标准。
3 污废水处理工艺分析
项目的污废水系统主要包括渗滤液处理系统、膜浓缩液蒸发系统、洁净排水系统和循环水电极化电除盐系统,其中渗滤液处理系统、膜浓缩液蒸发系统、洁净排水系统于2020 年建设完成,并调试运行,实现了全厂污废水“零排放”。
项目于2022 年11 月开始对外供热,循环水排污量及化水浓水产生量急剧增加,洁净排水系统无法处理,给项目公司环保带来了巨大压力和挑战。为此项目公司于2023 年6 月增加了一套循环水电极化电除盐系统。循环水电极化电除盐系统投用后,循环水及化水浓水不需要排污至洁净排水系统处理,减少甚至停止循环水缓蚀阻垢剂的投加量,降低了废水处理成本。循环水水质符合GB/T 50050—2017《工业循环冷却水处理设计规范》要求,设备无结垢腐蚀现象。
3.1 渗滤液处理系统
渗滤液处理系统采用预处理+上流式厌氧污泥床(UASB)+膜生物反应器(MBR)系统+DTRO 系统,生化系统处理规模为750 t/d,膜系统设计处理规模为1 000 t/d。渗滤液处理系统工艺流程见图2。
垃圾渗滤液经UASB 厌氧系统进行厌氧反应,将高分子有机物降解为小分子物质,出水经好氧系统降解,进一步去除有机物和氨氮,再经超滤(UF)系统和DTRO 系统去除水中胶体、有机物、无机离子及细菌病毒等杂质,出水达标回用。垃圾渗滤液处理系统设计出水水质指标见表1。

表1 垃圾渗滤液处理系统设计出水水质指标mg/L
3.2 膜浓缩液蒸发系统
膜浓缩液蒸发系统采用MVR 蒸发器和阳树脂深度处理设备,系统配备2 套100 t/d 的蒸发器。MVR 简易工艺流程见图3。
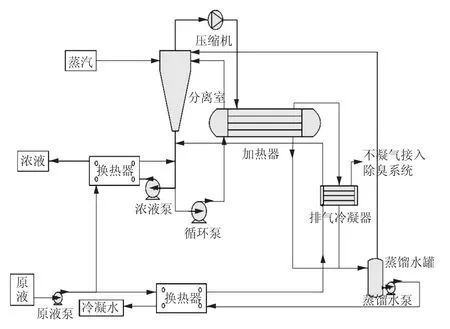
图3 MVR 简易工艺流程
卧式MVR 强制循环蒸发器是将DTRO 膜浓缩液经过预热后与循环液进行混合,经强制循环泵输送至换热器每根管束内,高流速运行,降低结垢概率。管程中的循环液由加热器壳程中的蒸汽加热升温,循环液在管程中压力高于该温度下的饱和蒸汽压力,循环液在管程内不沸腾、不蒸发。加热后的循环液从加热器流出到低压的分离室中,由于压力瞬间降低,高温循环液在分离室中发生闪蒸,循环液得到浓缩。
分离室产生的低品位的蒸汽经过除雾网后,由蒸汽压缩机升温升压,升温的蒸汽作为加热器的热源;升温的蒸汽进入换热期壳程以后,与换热管内高速流动的循环液进行换热,给循环液升温,释放自身热量并冷凝成水,产生的蒸馏水由于氨氮含量较高,达不到循环水回用标准,需要输送至阳树脂深度处理单元去除氨氮,产水最终达到GB 16889—2008《生活垃圾填埋场污染控制标准》中表3 和GB/T 19923—2005《城市污水再生利用工业用水水质》中敞开式循环冷却水补给水标准。膜浓缩液蒸发处理系统设计出水水质指标见表1。
3.3 洁净排水处理系统
洁净排水系统采用“(双碱法软化)絮凝沉淀+多介质过滤+外置式超滤膜+DTRO”的处理工艺,处理规模为500 t/d。洁净排水出水水质设计达到GB/T 19923—2005《城市污水再生利用工业用水水质》中冷却回用水标准。其水质指标见表1。
3.4 循环水电极化电除盐系统
3.4.1 循环水电极化系统
电极化设备主要有控制器主机和耦合器两部分。
(1)阻垢原理。采用特殊的交变电磁场,通常模块捆绑在设备冷却水泵的出口和凝汽器的进水口。电磁场的信号以水为载体,在强大的交变电磁场的作用下,水里面的分子部分氢键被破坏后,凝汽器、换热器管壁不会生成新垢。
(2)杀菌灭藻原理。电极化设备发出的高频交变电磁场,对细胞质产生电解作用,影响细菌细胞内各种酶的产生,从而破坏细胞的正常代谢,达到灭活细菌的目的。
3.4.2 电除盐设备
循环冷却水以旁路的形式进入电除盐设备(见图4),经装置充分电解后,循环水中钙、镁等离子在阴极板表面与碳酸根、氢氧根等离子结合后以固体垢的形式被析出,水中菌藻、悬浮物、生物黏泥等污染物,被阳极板电解产生的羟基自由基(·OH)、氧自由基(·O)、氯气、臭氧、H2O2以及次氯酸等强氧化性物质直接催化氧化以及灭活,从而彻底失去活性,无悬浮和附着能力,最终形成絮凝沉积物被排出循环水系统,循环水中COD、NH3-N、氯离子等有害物质,经电解后也可得到较好的去除效果。处理后的水质优于循环水现行国标GB/T 50050—2017《工业循环冷却水处理设计规范》,同时在电解过程中会产生大量的阻垢小分子,可起到非常好的阻垢效果。循环水系统长期使用电化学技术,可使系统管道和换热设备管壁表面生成四氧化三铁(Fe3O4)致密的保护膜,起到较好的系统防腐作用(碳钢设备腐蚀速率≤0.075;合金和不锈钢设备腐蚀速率≤0.005)。电化学装置连续运行时,可使循环水系统长期安全、稳定、节能、零污染运行。

图4 电除盐设备工艺流程
使用电极化电除盐设备后,循环水水质优于循环水现行国标GB/T 50050—2017《工业循环冷却水处理设计规范》,综合节水率可达50%~70%,提高换热效率20%以上,降低循环水系统运行成本70%左右,节约水处理药剂80%~100%。
4 污废水系统“零排放”运行效果
4.1 全厂污废水“零排放”平衡图
4.1.1 技改前污废水“零排放”全厂水平衡
项目未供热前的全厂污废水平衡图见图5,最大用水量为3 123 m3/d,渗滤液处理系统、膜浓缩液蒸发系统、洁净排水系统的产水满足GB/T 19923—2005《城市污水再生利用工业用水水质》敞开式循环冷却水系统补充水要求后,回用于冷却塔补水。
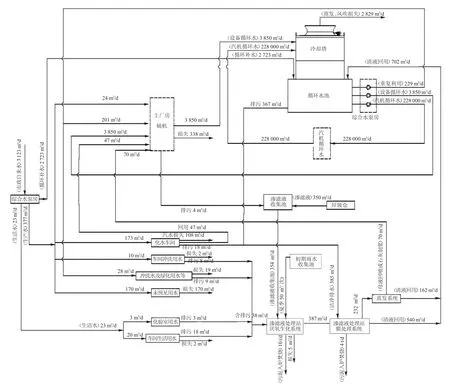
图5 项目未供热前的全厂污废水平衡图
项目对外供热后,现场对工艺进行了优化。工艺优化后最大用水量为3 559 m3/d,经过对现场实际产水量和用水量进行分析,并解决出现的问题,最后通过实践论证制定全厂污废水“零排放”水平衡图,如图6 所示。渗滤液处理系统、膜浓缩液蒸发系统、洁净排水系统的产水满足GB/T 19923—2005《城市污水再生利用工业用水水质》敞开式循环冷却水补充水要求。

图6 项目工艺优化后全厂污废水“零排放”水平衡图
循环水系统安装使用电极化电除盐设备后,确保循环冷却水系统在更苛刻的水质条件下长期平稳运行,循环水指标控制见表2。
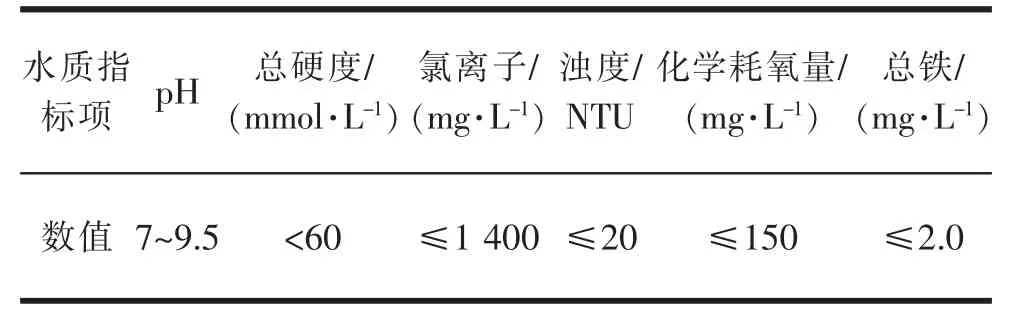
表2 循环水控制主要指标参数
4.2 经济效益和社会效益分析
4.2.1 经济效益分析
4.2.1.1 项目对外供热前后经济效益分析
(1)传统工艺每年循环水药剂费用53 万元。
(2)传统工艺洁净排水吨水处理成本见表3。
表3 洁净排水吨水处理成本元
供热后洁净排水每天少处理355 m3水,每年减少处理费用约88.8 万元。
(3)传统工艺浓缩液蒸发吨水处理成本见表4。
长期疾病相关心理问题是影响糖尿病治疗的另一重要因素。调查研究显示,糖尿病18个月的相关心理痛苦的发生率为38%~48%,在不同程度上影响糖尿病患者的治疗依从性、自我管理行为、血糖控制[8]。且针对住院的糖尿病患者的研究表明[2],糖尿病新住院患者普遍存在不同程度的心理痛苦,患者的回避应对和屈服应对水平越高,心理痛苦程度越大。因此,可以从健康教育着手,提高患者对疾病的认识,消除不必要的恐惧和排斥,让患者以正性的态度对待糖尿病,减轻心理痛苦,自然能改善治疗效果。

表4 浓缩液蒸发吨水处理成本元
供热前与供热后比较(参考图5 和图6),供热后浓缩液蒸发系统每天少处理77 m3水,每年减少浓缩液处理费用约84.5 万元。
项目供热后,在膜浓缩液蒸发系统和渗滤液处理系统稳定运行的情况下,产水量约380 t/d,临沂市自来水水价为3.35 元/t,每年降低生产成本45.828万元。安装完电极化电除盐设备后,每天至洁净排水的循环水排污及化水浓水量将由385 t 下降为30 t,每年可减少洁净水处理费用88.8 万元,减少浓缩液处理费用84.5 万元;安装后每年可节省循环水处理药剂费用53 万元;每年共节省运行费用272.128 万元。
4.2.1.2 电极化电除盐设备成本分析
电极化电除盐设备投资326 万元,每年运行成本约53 万元,设备设计使用寿命15 a。通过以上比较,循环水电极化电除盐设备前期虽投资较大,但后期运行费用低。
经济效益与回报周期分析见表5。由表5 可知,采用电极化电除盐设备后,第二年运行成本加投资成本为432 万元,低于传统工艺运行成本(544.256万元),效益可观。

表5 经济效益与回报周期分析万元
4.2.2 社会效益分析
淡水资源消耗量急剧增加,重复利用率低、工业废水污染严重,是我国工业用水领域的突出问题。节约用水,使水资源最大化地循环利用,是工业领域节水工作的重点。污废水“零排放”技术提高了污废水的利用率,与国家环保要求一致,与未来环保发展方向相一致。
4.3 水质分析
电极化电除盐设备于2023 年6 月投用后,缓释阻垢剂和杀菌剂投加量逐渐降低,第1 个月降低40%的投加量,第2 个月降低80%,第3 个月降低剩余的20%,以后停止加药。电化学设备运行初期,循环水水质一般会有小幅度的恶化,需适当增加置换水,因此设备运行第1 个月无需减排,可加快电化学设备对系统清洗,运行第2 个月减少50%的排水量,运行第3 个月减少100%的排水量。
电极化电除盐设备投用后,水质指标变化趋势见图7。
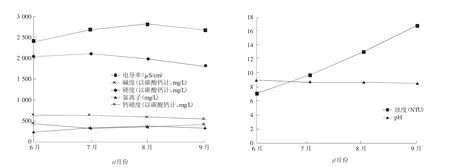
图7 2023 年6—9 月循环水水质指标变化趋势
由图7 可知,2023 年6—9 月的水质指标满足电极化电除盐的控制指标,并且循化水总硬度、钙硬度及pH 逐月降低,说明电除盐设备起到了明显的除垢作用。碱度、电导率及氯离子等参数基本持平。
项目凝汽器采用铜管且壁厚为1 mm。凝汽器打开后,铜管管壁没有明显的结垢,见图8。
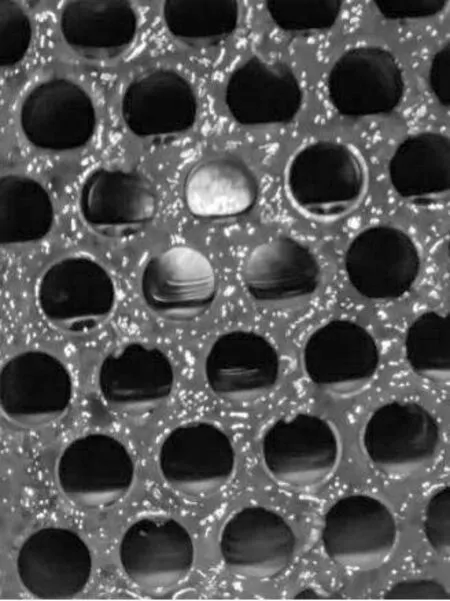
图8 凝汽器铜管
5 污废水“零排放”存在的问题及建议
(1)污废水水质、水量随季节、地域等因素变化较大,运行经验匮乏,工艺设备不够成熟等因素导致“零排放”运行困难。
(2)根据厂内水量消耗情况,尽量从源头减少污废水的产生,剩余的污废水尽量在可以使用的工艺工段中使用,最后无法消纳的污废水经过污水处理设备处理,达标回用循环水池。同时加强对污废水处理站产生的膜浓缩液减量化及回用等管控,采用先进的工艺技术尽量减少循环水池处理的排污水量,减少膜浓缩液的产生量,确保生活垃圾焚烧发电项目闭环运行。
(3)从管理方面,加强对水处理专业的技术人员及运行人员的培训,提高人员操作水平。成立技术攻关小组,对污废水“零排放”技术运行中遇到的棘手问题进行攻关。
6 结语
生活垃圾焚烧发电项目污废水处理技术、设备和工艺的不断更新发展,使得污废水“零排放”技术可以实行。以临沂兰山某生活垃圾焚烧发电项目为实例,对污废水处理系统及“零排放”的水平衡图、经济效益、社会效益以及水质等方面进行分析,明确了污废水“零排放”对生活垃圾焚烧发电项目的重要性。污废水“零排放”技术需要结合厂内各工艺环节用水量和用水水质情况,高效利用各种污废水。优化厂内工艺,形成一套符合自身的水平衡图,达到污废水“零排放”的目的。