卷烟综合测试台校准比对方式研究
2024-04-23李乾,谢勇,胡涛,李云,吕佳
李 乾,谢 勇,胡 涛,李 云,吕 佳
(红云红河(烟草)集团会泽卷烟厂,云南曲靖 654200)
0 引言
综合测试台测量滤棒、卷烟质量指标的综合测试仪器之一,可以完成质量、长度、圆周、总通风率、硬度等质量指标的检测,通过对卷烟或滤棒质量指标的日常离线或在线检测,可以监控生产过程中外在质量指标波动情况,及时排查可能影响产品质量指标的设备因素、烟用材料因素、人员操作技能等,指导生产过程控制,在一定程度上能有效控制卷烟的内在感官质量。目前比较常用的综合测试台有海意、瑞拓、KC综合测试台、QTM 综合测试台等。由于材料的不稳定、元器件的老化、使用中的磨损、环境的变动等,都有可能引起计量性能的变化[1]。另外,不同型号的综合测试台各个功能的校准标准件(标棒)检定的不确定度有差异。
云南中烟技术中心监控检验、集团监督检验、工厂技术监督科对卷包车间的出厂检验的检测数据直接影响卷烟物理指标缺陷率、物理指标绝对偏移量指标、包装与卷制得分满分率与精品率等关键绩效指标,车间自检、工厂工艺质量科过程专项检验综合测试台检测示值准确度和精确度对工厂制造过程精准控制至关重要,因此,从车间—工艺质量科—技术监督科—云南中烟技术中心/卷烟产品质量检测中心,按照规定频次进行比对,确保综合测试台间检测示值满足控制标准。
毛小斌利用Z-检验双样本均值对两台综合测试台一致性进行判定[2],高占勇等人利用自动取样装置、输送装置实现在线综合测试台与上级综合测试台检测一致性[3]。刘海文等人针对不同厂家的综合测试台烟支圆周利用配对数据检验进行比对[4]。
1 卷烟常见的比对测试方式
对比数据评价主要是利用En 值、误差、极差、标准偏差等,对比对效果进行分析、评价和监督,对存在的问题进行跟踪改进。目前卷烟常用的比对方法有3 种,分别为:①卷烟、滤棒量具比对方法;②溯源棒量具比对方法;③比对样试验方法。
综合测试台比对的前提是,综合测试台标棒在规定的周期内进行过校准:按照各型号卷烟、滤棒综合测试台使用说明书/操作规程中校准操作规范采用“校准标准件(标棒)”对综合测试台进行校准,综合测试台对标棒的测量值与在检定机构给出的检验周期内标准值误差符合校准标准,否则需要再次进行部门内的综合测试条校准。
1.1 卷烟、滤棒量具比对方法
由于卷烟被点燃端的烟丝在测量过程中容易掉落,因此大多数情况采用滤棒作为量具参与比对。滤棒需要经过均匀性试验:在稳定性较好的生产机台,选取机台生产的滤棒产品进行抽样,在外观质量符合标准要求前提下,各项质量指标标准偏差小于规定的预先设定的数值后,说明稳定性较好。根据参与比对的综合测试台数量进行连续取样,在标准实验室环境温湿度下平衡6~24 h,再用密封袋密封包装后进行分发,在综合测试台上进行检测。
1.1.1 滤棒测量一组
对滤棒表面标记序号,按照序号逐一进行测量,共30 支/综合测试台,根据产品质量管理职能,以上级产品检测部门综合测试台为参照综合测试台,测量均值作为参考平均值,结合其他参与比对的非参照综合测试台检测结果,与参测综合测试台的检测单元(质量、长度、压降、圆周等)测试平均值误差在控制标准内,说明参测综合测试台测量准确程度保持在规定的范围内,测量结果具有一致性性;否则需要参与综合测试台再进行维护、再校准。该方法简单高效,但是可能由于烟支异常测量值导致误差偏大,而且未考虑测量项的稳定性指标。
1.1.2 滤棒测量三组
无需对样本进行标记,对样品进行混合均匀后,按照30 支/组、3 组/综合测试台进行测量,将测量原始数据导入Excel 模版,根据特定En 值进行统计分析。
其中:S 为方差,Δ 为各测试项目的极限误差,XLAB和XREF分别为参加实验室的测量值、参考实验室的测量值;
该判定标准较为繁琐,需要计算En 值,再结合测试项平均值测试偏差、云南中烟检测中心测试平均值等综合研判。如果某个综合测试台测量结果具有较小的测量不确定度,可能导致En 值大于1,从而引发误判。
为了适应信息化测绘的发展趋势,满足测绘标准制修订信息化的需求,加强测绘标准制修订工作的管理,提高测绘标准制修订资源共享,需要为公众提供一个及时、准确了解测绘标准制修订的平台。
1.2 溯源棒量具比对方法
该方法利用计量检定的或云南中烟技术中心检测出稳定数据的溯源棒(虚拟烟支)作为量具进行比对,目前主要有3种方式。
1.2.1 均值比较
采用高棒、低棒各15 支,按照每个棒上的标号不同,对带有编号的溯源棒按照顺序逐一进行测量,通过极差判定是否满足量具质量指标稳定性要求控制标准,再对各测量项目均值与检定中心检定的均值误差与控制标准进行比较,该种方法类似上文中的“测量一组”,能清楚分析各综合测试台稳定性、示值误差波动情况,不需要进行量具稳定检验(在计量检定周期内的溯源棒无需进行稳定性检定)。由于所有溯源棒都按照编号参与测量,每个综合测试台次需要测量30 次,耗时较长。溯源棒属于非标量具,价格较高,如果其中某个棒出现异常则有可能影响比对测试评价。
1.2.2 溯源棒测量两组
集团工艺质量部对虚拟烟支进行排名,根据烟支规格(中支、常规)和棒编号形成”烟支规格+分类”,将溯源棒每支逐一测量3 次,记录溯源棒中心值并根据极差进行排名。每次对随机两个综合测试棒,在每个综合测试台分布测量3 次,记录测量项目数据。表1、表2 为局部测量数据,不包括圆周、长度和开吸测试项目。
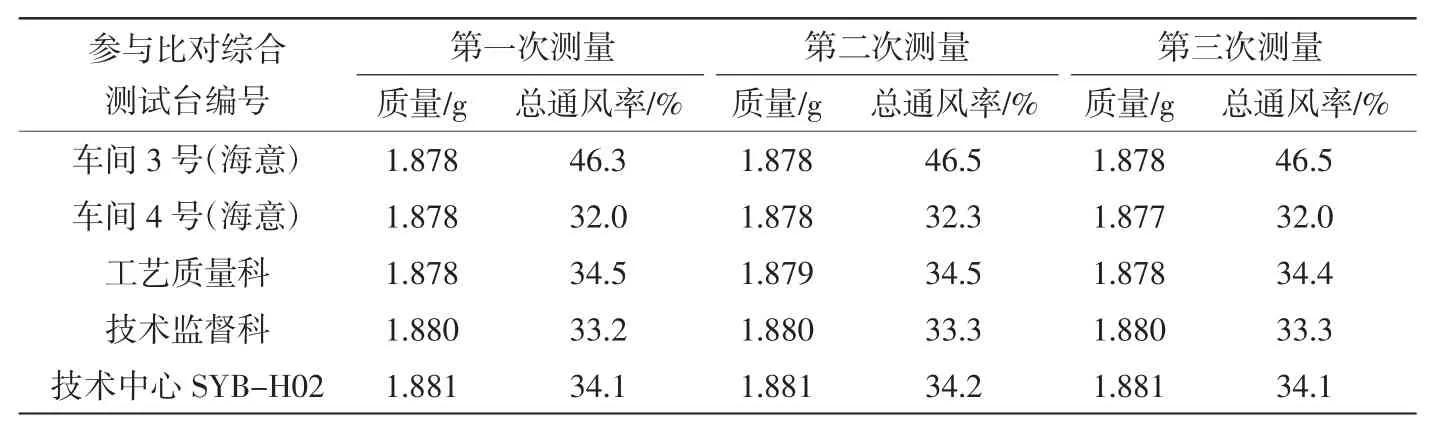
表1 比对测试数据(SYB-H02)
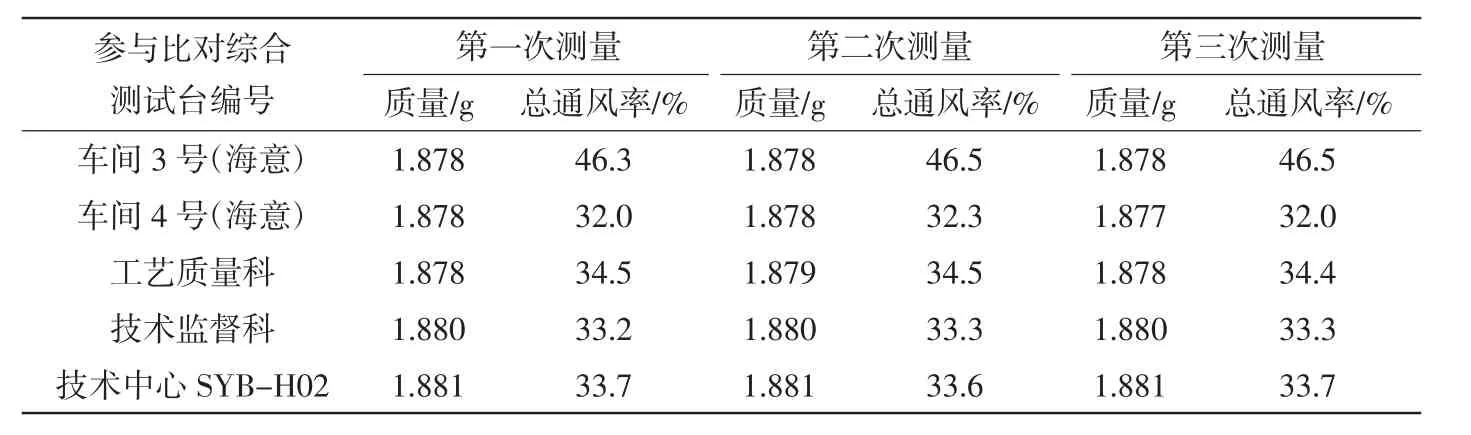
表2 比对测试数据(SYB-H01)
可以通过对表1、表2 计算各综合测试台测试项目均值,与技术中心SYB-H02、SYB-H01 虚拟烟支测试项目均值误差判定:质量误差小于0.005 g,通风率小于4.0%。从图1~图2 和表1~表2 可以看出,卷包车间常规烟3 号综合测试台总通风率检测单元与工艺质量科、技术监督科、技术中心检测一致性不足,技术监督科综合测试台重量检测稳定性不足。
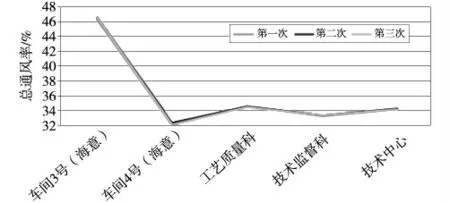
图1 SYB-H02 总通风测试项目比对
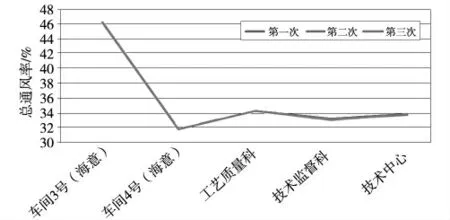
图2 SYB-H01 总通风测试项目比对
1.2.3 溯源棒测量三组
1.3 比对样试验方法
采用某一测试台逐支检测并编号的卷烟烟支或滤棒作为量具,在其他参试的综合测试台按照编号逐支检测进行比对检测,利用误差进行判定,这种方法除硬度指标外,可以测量其他指标,但是量具在经过多部门的测试、温湿度平衡、运输等,对后面测量综合测试台可能导致不确定度偏大,该方法实际使用较少,仅仅作为参考方法。
2 改进建议
溯源棒精确度与准确度较高,能快速地对各个综合测试台进行测量判定稳定性与一致性,不必等待车间与工艺质量科、技术监督科逐一进行比对,根据各个综合测试台任务量合理安排时间,最后判定测试数据。
建议在溯源棒刚检定完之后,利用技术监督科的综合测试对每个综合测试台进行测量10 次,根据测试项目极差进行排序,对于每支带有编号溯源棒的测试项目,根据加权公式进行计算:吸阻极差×1+质量极差×0.2+圆周极差×0.5+长度极差×0.2+总通风率×0.2,对加权结果进行综合排序。
将2 个溯源棒逐一在综合测试台测量6 次,利用MES(Manufacturing Execution System,制造执行系统)提取综合测试台的数据,利用格拉布斯准则进行判定有无异常值,如果有异常值,从人员、设备、环境、气压和方法方面,根据具体问题具体分析,采取对应的措施;如无异常值则根据各个综合测试台的每个溯源棒测量数据的标准偏差与极差,判定综合测试台准确程度是否在规定的范围内。
对于比对结果不满意的综合测试台,需要遵循“优先查验,标定为主,修正为辅”方式进行维保和调校,同时利用比对测试,能及时发现、剔除超过最大允许误差的溯源棒。
针对烟支综合测试台个别物理指标一致性偏低的问题,应做好综合测试台各单元检定和标定工作,制定比对规程,定期开展多层级的比对试验,针对差异指标及时进行修正及调校,确保测量指标的一致性和准确性。
