基于数字化的大型设备故障分析与应用
2024-04-23王申兆
王 丹,佘 柳,王申兆
(1.航天工程咨询(北京)有限公司,北京 100049;2.北京航天长征飞行器研究所,北京 100076;3.中国运载火箭技术研究院,北京 100076)
0 引言
近年来,随着国家供给侧结构性改革的深入,国有大型企业也在及时调整传统的发展思路,逐渐由外延式发展向内涵式发展转变。企业的设备管理工作也在与时俱进,利用数字化手段提高管理精细化水平,推动设备管理由阶段性向全生命周期转变,目标就是通过高质量管理,提高设备可靠性水平,降低使用成本,最大限度发挥设备效能,推动企业整体效益提升[1]。
以往大型企业的设备通常采取三级保养、事后维修、定期检测的传统管理方式[2],虽然记录了设备维修情况,但并没有对维修数据进行系统性分析,故障数据未发挥实际价值,对设备维修、保养实际操作和管理能力提升不能发挥积极作用[3]。同时,产品研制的可靠性设计通常采用试验数据进行分析,缺乏实际使用过程的故障数据积累与应用。设计、生产、使用、售后全流程优化意识淡薄,前后端信息缺乏共享,使用过程问题不能支撑设计生产优化。
本文立足企业新的发展阶段,利用数字化手段,结合设备可靠性原理,建立一种普适性强的故障分析方法,通过具体实践证明,该方法在提升设备可靠性水平、降低设备故障率方面发挥了积极的作用。
1 信息化平台建设
设备信息化管理平台建设最重要是优化管理流程,建立设备状态监控手段,将设备使用过程信息及时更新,完善设备数字化履历,保证信息的准确性、完整性和实效性,实现设备全寿命周期数字化管理,提升设备管理质效[4]。
设备信息化管理平台包含前期管理、台账管理、维修管理、维护管理、处置管理、现场管理、考核管理等10 个模块,嵌入31 项标准化管理流程,具备数据分析和多维度组合查询功能。其中维修、维护管理主要记录设备使用过程的维保情况,具体记录内容包括维保设备名称、编号、出厂日期、型号、厂家、责任部门、故障描述、故障解决措施、更换配件、维修时间等信息。通过信息化平台记录的采购、验收、分发、登记、维护、维修、检定、封存、启封、润滑、处置等全生命周期数据资源,为设备管理数字化转型奠定了基础。
2 故障分析方法研究
2.1 故障分析理论
为了定量描述设备故障情况,本文应用了设备管理的可靠性理论,将设备工作可靠度分为固有可靠度和使用可靠度[5]。
(1)设备可靠性:设备可靠性是指产品在规定条件、规定时间内完成规定功能的能力,规定条件是指环境条件、使用条件、维护保养条件;规定时间通常指经济寿命;规定功能是指设备应有的技术性能。
(2)设备可靠度R(t):产品在规定条件下和规定时间内完成规定功能的概率。可靠度表示为时间t 的函数,其值在0~1 之间。
其中,固有可靠度R1 是产品在设计、制造过程中形成的可靠度;使用可靠度R2 是操作及维护保养条件降低固有可靠度的概率;工作可靠度R0 是产品在规定条件下和规定时间内完成规定功能的概率。
(3)不可靠度(累积故障概率)F(t):产品在规定条件下和规定时间内不能完成规定功能的概率。
其中,R(0)=1,R(∞)=0;F(0)=0,F(∞)=1。
(3)平均故障间隔期MTBF:可修复系统相邻两次故障之间正常工作的平均时间。平均故障间隔期常用来表示可修复系统的可靠性。
(4)平均寿命MTTF:产品从开始使用到失效为止使用时间的平均值。平均寿命常用来表示不可修复系统的可靠性。
(5)故障率:产品寿命期内发生故障的概率。瞬时故障率λ(t)为到某一时刻t 为止尚未发生故障的产品在随后的dt 时间内可能发生故障的条件概率;平均故障率λ 为产品单位时间内发生故障的次数。
2.2 故障分析方法
本文基于可靠性理论结合数理统计分析方法,依托大量故障数据样本,形成了一种算法简单、结果直观、效果显著、通用性和可操作性较强的故障分析方法。对于提高设备维保质量,改善设备预防性维修效率,优化产品设计和生产工艺都具有指导作用。具体实现过程如下:
第一步,针对相同类型设备计算出不同型号的平均故障间隔时间,通过对比分析可以显示每种型号设备的可靠性水平。其结果对于采购决策具有支撑作用。
第二步,统计、分析和归集设备使用期间的故障信息,针对不同类型设备建立故障模式、故障原因、故障部位等故障描述标准数据字典。
第三步,对每一类故障信息建立数据分析模型,计算每类故障发生的比率,以此衡量设备的固有可靠度和使用可靠度水平。
第四步,利用计算结果,分析故障产生的主要原因,产品存在的质量缺陷,提出设计优化需求,产品装配制造质量控制建议,指出使用过程操作、维护注意事项。
3 应用实例
3.1 典型设备选取
根据设备特点,选取企业内部样本量最大、最具代表性、与科研生产紧密相关的200 套振动台和150 套试验箱近2000 次故障维修记录作为故障分析目标样本(图1)。应用信息平台记录的故障资源库,归纳故障原因、故障类别和影响程度,对型号、部位、原因、类型等不同维度进行分析。
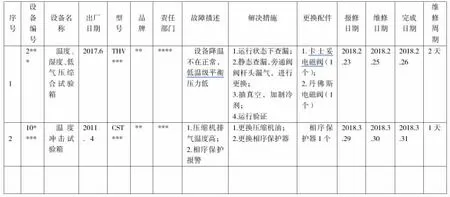
图1 设备故障记录数据样表
3.2 建立故障描述标准
根据振动台和试验箱本身特点建立适应此类设备专属的故障原因库、故障类别库、故障影响程度分类,将离散的故障信息进行分析归纳,形成可统计的故障信息库。
试验箱故障原因可分为:设计缺陷、制造缺陷、质量管理缺陷、维护不良、操作不当、超负荷运转、配件质量低,自然磨损、运输(包装)问题、其他。
试验箱故障类别可分为:降温速率不达标、升温速率不达标、温度不稳、温度达不到设定值、湿度不稳、湿度达不到设定值、试验箱漏水、制冷剂泄漏、电机损坏、跳闸故障、PT100 损坏、PLC 损坏、电磁阀损坏、PID 参数设置问题、其他。
振动台故障原因可分为:设备搬迁、操作不当、超负荷运转、量级过大、配件质量低、疲劳受损、设计缺陷、维护不良、自然磨损、自然老化、生产质量缺陷、其他。
振动台故障类别可分为:电气故障、打火、对中失效、功放报警、机械故障、接触不良、漏气、漏水、漏油、疲劳损坏、配件质量低、气路系统故障、水冷报警、温度报警、信号干扰、压力报警、其他。
3.3 故障数据统计
利用信息化平台设备维修故障数据,从设备型号、故障原因、故障类别等6 个维度进行故障统计分析。
3.3.1 按型号故障分析
以试验箱部分数据为例,统计不同型号试验箱的数量、故障数量、维修次数、统计周期,计算出平均故障间隔时间(MTBF)和平均故障率(λ),并通过柱状图直观表现统计结果(图2)。从图2 可看出TH5-**型号试验箱平均故障率远高于其他型号,生产厂家应重点对该型号试验箱的缺陷进行改进,使用单位在做采购决策时应慎重考虑。
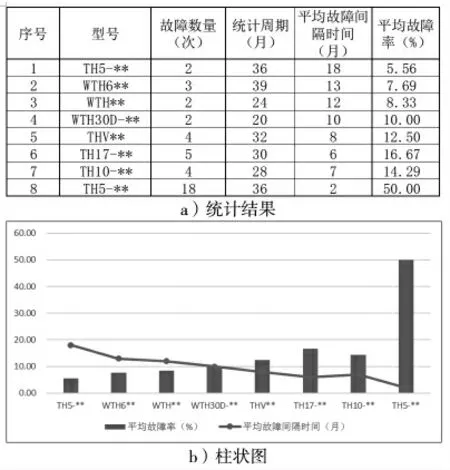
图2 故障型号统计
3.3.2 按故障部位统计
以试验箱部分数据为例,对试验箱发生故障的部位进行统计(图3),可分析出故障易发薄弱点和可靠性较差的元器件。从分析结果可以看出制冷管路和电气件发生故障的次数较多,在维护过程中应重点关注。

图3 故障部位统计
3.3.3 按故障类别统计
以振动台部分数据为例,对振动台故障类别进行统计分析(图4),结果可直观显示故障发生的主要现象。从分析结果可看出,振动台机械故障频率较高,在使用过程中应加强润滑保养,避免超负荷运转。
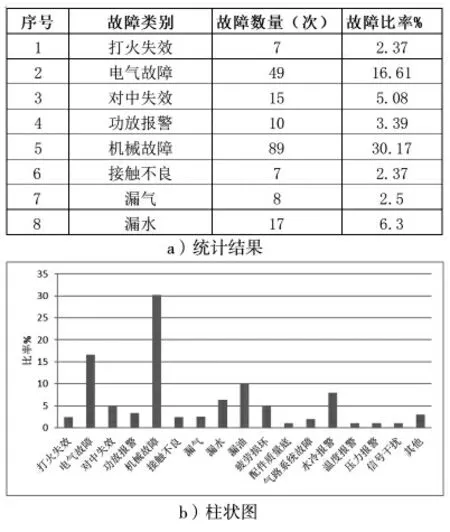
图4 故障类别统计
3.3.4 按故障原因统计
以振动台部分数据为例,故障原因可分为自然老化、操作不当、设计缺陷、超负荷运转等类型,从分析结果可提示故障产生的主要原因(图5)。通过分析可知,因操作不当产生的故障占比较高,直接提示应加强使用人员的操作培训,规范使用程序。
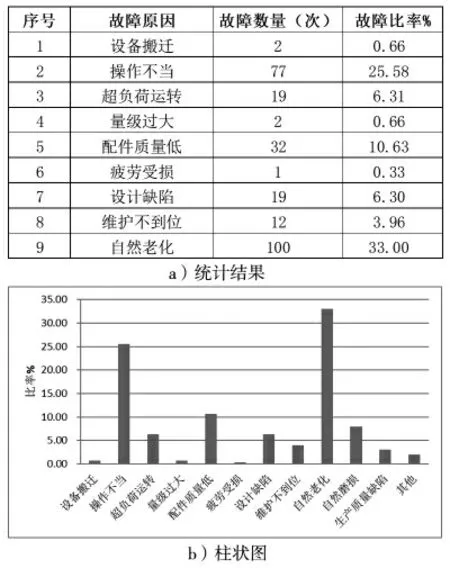
图5 故障原因统计
3.3.5 按更换配件统计
以试验箱部分数据为例,对重要配件和易损件的更换情况进行统计分析(图6),可得出振动台和试验箱在配件更换的比率和数量,对配件质量控制和备品备件配置提供依据。从分析结果可以看出,试验箱的电磁阀和继电器更换频率较高,提示生产厂家应进一步分析该配件频繁更换的原因是配件质量问题还是设计缺陷。

图6 易损件更换情况统计
3.3.6 按影响程度统计
根据试验箱和振动台维修产生的经费和维修周期将故障影响程度分为轻微故障(费用500 元以内,维修周期24 h 以内)、一般故障(500~2000 元,维修周期1周以内)、严重故障(2000~50 000 元,维修周期1 个月以内)、重大故障(5 万元以上,维修周期超过1 个月)。从分析结果可看出,大部分属于轻微和一般故障(图7)。
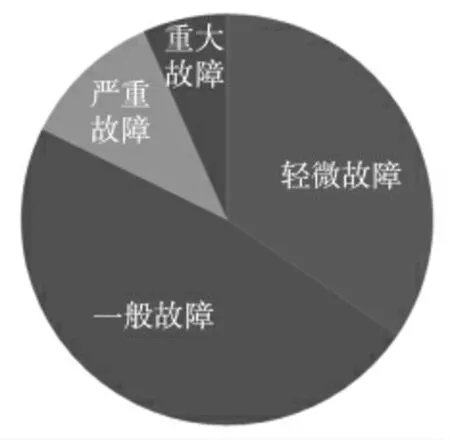
图7 故障占比
3.4 综合分析
从故障部位和更换配件的角度分析,试验箱的电机、压缩机等核心部件的更换频率很高,而且大部分在3 年内更换,这种情况严重影响了设备的使用,增加了维修经费支出,因此,厂家要严格控制此类核心部件的选用和入厂质量验收,避免后期频繁地更换和维修。同时鉴于电磁阀和继电器更换频率最为频繁,建议加大这两类器件库存,缩短配件准备时间,提高设备使用效率。
从故障原因角度分析,试验箱设计缺陷、生产加工和装配缺陷比率为33.8%,出厂配件质量缺陷为37.2%,因此,试验箱本身质量问题占全部故障的71%。由于操作不当、维护保养不到位、程序设置缺陷导致的故障为17.4%。自然老化、制冷剂不足等正常磨损只占故障的11.6%,分析结果表明,试验箱固有可靠性较低,应从产品设计和制造过程两个方面着手进行优化和改进。
3.5 应用效果分析
利用分析结果,可为所属单位规范设备使用,精准维护、维修提供依据,为生产单位优化产品设计、降低质量缺陷提供数据支持,对备品备件合理配置、动态库存管理提供准确信息。同时,通过不同年度故障变化的趋势对比,可分析产品质量改进,维护保养是否达到预期效果等(图8)。
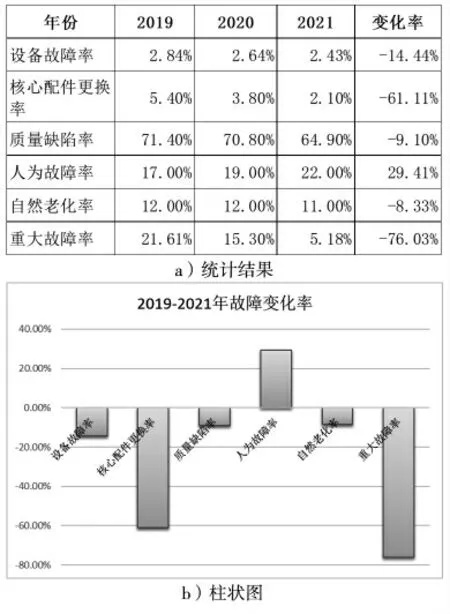
图8 故障变化趋势统计
从数据对比分析结果可以看出,试验箱和振动台在2021 年整体故障率有所下降,产品出厂质量缺陷导致的故障明显下降,核心配件更换的数量大幅减少,重大故障的比率较大程度下降。表明应用试验箱和振动台故障分析结果,对优化设计、加强生产薄弱环节质量控制,指导后期使用和维护产生了积极的作用。达到了降低设备故障率,提高设备完好性,充分发挥效益效能,降低成本支出,合理配置资源的目的。
4 结束语
基于使用阶段数据资源的大型设备故障分析方法尚处于探索阶段,尤其是用标准化语言描述不同类型设备的故障原因、故障类别等故障管理要素还未形成统一标准,增加了数据分析的难度。未来将以本文研究成果为基础,逐步扩大研究范围,覆盖更多类型设备,建立设备故障数字化管理体系,为提升设备使用效能、增加经营收益提供基础资源保障。
