重卷机组生产线设计探讨
2024-04-23严文超邰阿媛柳美玲
严文超,邰阿媛,柳美玲
(1.马鞍山学院智造工程学院,安徽马鞍山 243100;2.安徽冶金科技职业学院冶金工程系,安徽马鞍山 243000)
0 引言
板带钢可以随意切割分离和拼凑组合,具有通用钢材之称。板带钢具有巨大的包容和覆盖能力,并且能够承受弯曲、冲压等深度加工,其用途十分广泛,其中薄板的需求量也越来越多,在如汽车制造、电器产品[1]、紧密仪表、食品罐头等产品中广泛使用。
为了改善薄板带钢的平直度、表面质量[2],满足客户不同宽度规格的需求,采用重卷机组生产线能起到积极作用。重卷机列主要由开卷机、入口夹送偏导辊、切头剪、入口展平辊、圆盘剪、破碎机、出口展平辊、液压切尾剪、出口偏导辊及卷取机等设备组成。
某钢轧总厂新增一条重卷机组生产线[3],机组生产线具有拉矫、切边、表面检查、涂油、分卷等相关功能,以达到改善薄板带钢质量、满足客户要求。
1 确定生产线技术数据
为了设计的重卷机组能够充分适应生产线整体生产节奏,设计时应充分了解、确定相关技术数据。
1.1 产品大纲及产量计算
该钢轧总厂每年拟处理带钢(机组入口量)30 万吨,其中汽车外板16 万吨。随后根据品种(CQ、DQ、DDQ、EDDQ、SEDDQ、HSS 等)、规格(厚度、宽度)确定产品大纲,其中年有效工作时间见表1。

表1 重卷机组年有效工作时间统计 h
对不同的产品规格分布和机组工艺参数,分别计算卷重、卷数、实际产量、速度、工作时间、间隙时间、每卷生产时间、小时卷数、生产时间(产量对应的生产时间)、小时产量等,最后校核、调整不同产品大纲计算的产量和年度额定工作时间。
1.2 相关生产参数
根据生产使用的原料及工艺情况,确定相关参数,主要包括:原料抗拉强度、屈服强度、产品品种、表面钝化处理(无铬/有铬)、耐指纹处理、表面涂油;入、出口处钢卷规格,如带钢厚度、宽度和钢卷内径、外径及重量;需拉矫的带材规格(带钢厚度、宽度、屈服强度、速度);机组主要技术数据,如带钢运行方向及作业线标高、穿带速度、机组运行速度、正常生产时的开机及停机加减速时间、快速/紧急停机时间、切边宽度、废边卷尺寸等。
1.3 张力的计算和控制
在带钢通过开卷机、拉矫机、卷取机单机设备时,必须进行张力控制、使板带具有一定的张力,以确保板带的平整度指标并防止带钢跑偏。但张力超过一定范围,则有可能会出现断带情况,而张力过小又易引起带钢跑偏而影响产品质量。经过计算及选取,确定的张力及机组速度如表2 所示。
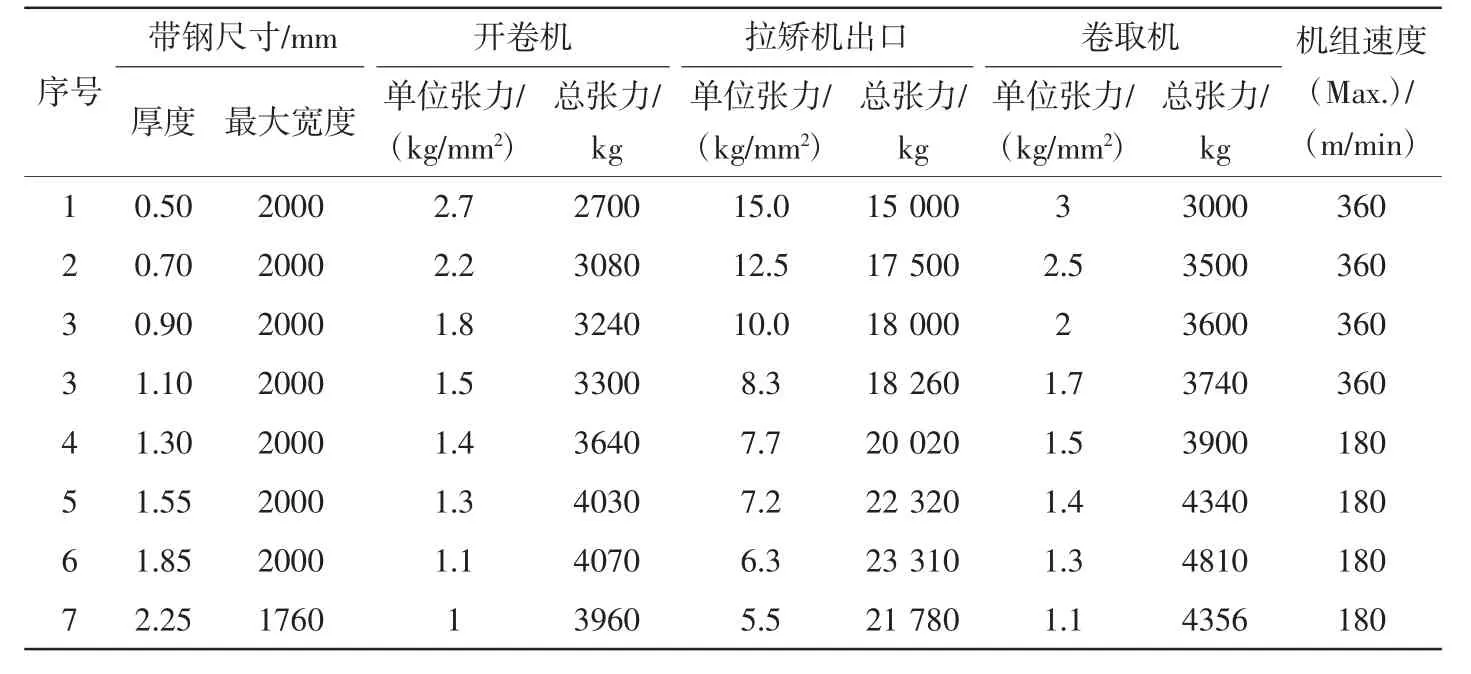
表2 张力及机组速度
2 工艺流程
生产汽车外板产品时,拉矫机辊系打开,不具有拉矫功能。但在生产普通规格板带的工况下,带材厚度为0.40~2.0 mm(最大宽度2000 mm)、2.0~2.5 mm(最大宽度1550 mm)时拉矫机可以投入,在带材厚度1.3 mm 时拉矫最大延伸率可达到2%。机组中的切头剪和分切剪的剪切能力按厚度2.8 mm 设计。
具体工艺流程为:①上卷,重卷检查机组的来料带卷由吊车运到机组入口的固定鞍座上,再由上卷小车进行输送,上卷过程中测径、测宽;②开卷,机组采用手自一体的上开卷和手动下开卷工作方式,开卷机将带卷打开、开头机将带头打开并开始送料、CPC 系统开始工作将带材和机组中心对准;③矫平带头、带尾;④切除废带头,同时收集废料;⑤穿带;⑥焊接带材的卷与卷头尾;⑦剪切边部焊接焊缝并冲剖分孔;⑧矫直带材,拉矫机中间挤干并吹扫带材的表面水分、检测出入口张力;⑨检查带材上、下表面的质量;⑩如果需要剖分,剖分带材;⑪剖分后分离;⑫带材表面涂油;⑬分切,将带材切断或取样(收集废料及取样料,为了带材卷齐使用EPC 系统);⑭带材转向或剖分带材导向;⑮带材卷取;⑯打捆、称重;⑰成品钢卷存放。
3 主要设备及技术参数
根据厂房结构,对重卷机组生产线进行产线布置(产线自右往左布置)。根据工艺流程及生产线设计,该套重卷机组生产线包含如下设备单机:鞍座和上卷小车;开卷机,包括下压辊、轴头支承;配备了CPC支架的开头机、五辊矫直机;切头剪,包括1#废料小车、切头导板;1#夹送辊;焊机;月牙剪;吸油辊;2#夹送辊;入口张力辊;矫直机(拉伸弯曲);挤干辊+风干装置;张力计辊+出口张力辊;1#转向辊;纠偏辊+纠偏CPC 支架;2#转向辊;圆盘剖分剪;卷边机;圆盘剪后导板;检查站(转向辊组及反光镜);张力辊;3#夹送辊;静电涂油机;分切剪;取样小车;2#废料小车;1#出口转向辊及EPC 光电架;卷取轴头支撑;1#卸卷小车及鞍座;1#卷取机;卷取下压辊;1#皮带助卷器;卷取过渡平台;卷取钢结构平台;2#出口转向辊及EPC 光电架;2#卷取机;2#卸卷小车及鞍座;2#皮带助卷器;自动打捆机;转运小车;称重装置等。
设计时需要详细了解该重卷机组生产线的单机设备技术参数,本文将以开卷机为例详细介绍。
3.1 开卷机主要技术参数
(1)带卷,外径为2150 mm(最大)、内径为610 mm,最大卷重45 t。
(2)带材,宽800~2000 mm,厚0.4~2.5 mm。
(3)开卷张力分别为9~30 kN(带厚0.4~1.3 mm)、30~50 kN(带厚1.3~2.5 mm),穿带速度为30 m/min。
(4)最大工作速度360 m/min(带厚0.4~1.3 mm)、180 m/min(带厚1.3~2.5 mm)。
(5)卷筒涨缩范围、橡胶套筒,需要和生产线整体规格范围保持一致。
(6)压辊尺寸为Φ250×800 mm,本体浮动范围为±150 mm。
(7)开卷机主电机为交流变频电机,功率为450 kW。
(8)液压缸方面,卷筒涨缩液压缸规格为Φ250/Φ100×142 mm,本体浮动液压缸规格为Φ200/Φ110×220 mm,压辊摆动液压缸规格为Φ63/Φ45×320 mm,3种液压缸的数量为1 个、工作压力为14 MPa。
(9)稀油循环油泵的流量为41.6 L/min,工作压力为0.63 MPa。
(10)开卷下压辊的主要技术参数有压辊规格及液压缸的规格、数量、工作压力,开卷轴头支承主要技术参数是液压缸的规格、数量、工作压力。
3.2 其他设备
除了开卷机,其他设备的主要技术参数见表3,拉矫机的总装图如图1 所示。
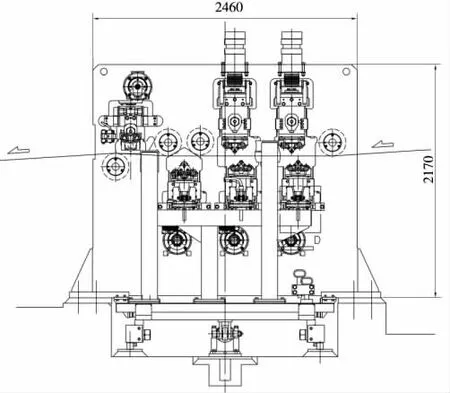
图1 拉矫机总装图
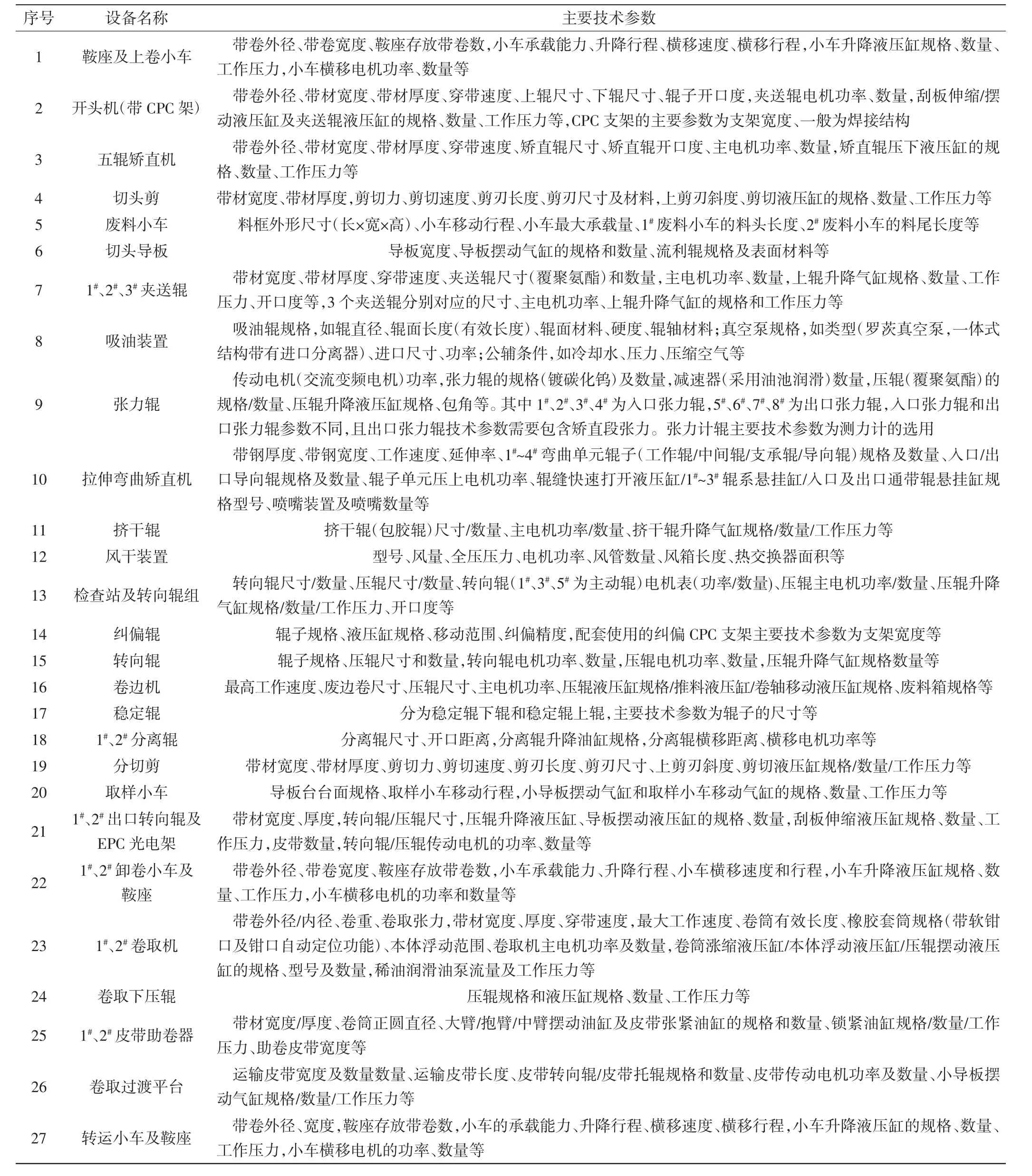
表3 其他设备的主要技术参数
4 结束语
某钢轧总厂新建的重卷机组生产线单机设备安装调试非常顺利,经过联调联试,该重卷机组生产线已完成试车工作;目前已进入投产使用阶段,并且运行良好,有力地保障了带钢产品的生产效率和表面质量,满足客户需求,并且提升了产品的环保竞争力。
