顶轴油系统故障分析与治理
2024-04-23廖世伟
廖世伟
(国电蚌埠发电有限公司,安徽蚌埠 233000)
0 引言
顶轴油系统是电站关键的汽轮机辅助配套系统,其可靠性和稳定性对汽轮机的运转影响极大。本文主要研究了某电厂二期3#、4#机组顶轴油系统故障率高的问题,并提出相关整改措施,取得了良好的治理效果,可以为同类机组的运维提供参考借鉴。
1 系统设备及故障问题
1.1 系统概况
某电厂3#、4#机组为660 MW 超超临界二次中间再热凝汽式汽轮机组,汽轮机润滑油系统配套有主机顶轴油分系统(图1)。主机顶轴油系统配套3 台顶轴油泵,每台泵出口经过1 个模块后,3 路汇聚到1 个总模块再经母管分配套各个轴瓦。
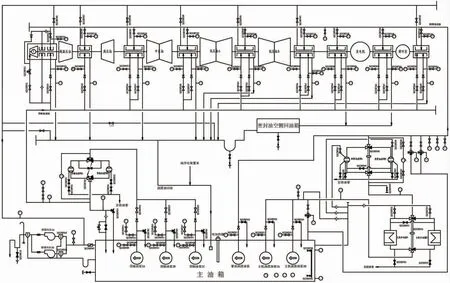
图1 主机润滑油系统
1.2 存在的问题
3#、4#机组自2018 年投产以来,顶轴油系统故障率较高,主要故障现象为系统油压低、油压波动、不起压等。顶轴油系统的频繁故障严重了威胁汽轮机的正常运行。2021 年,该电厂在3#、4#机B 修期间对各轴瓦进行检修,检查发现多个瓦的乌金损坏,特别是1#~3#瓦出现乌金大块脱落,破损严重。主机顶轴油系统运行异常导致汽轮机轴瓦损坏,影响机组安全。
由图2 可以看出,3#、4#机组顶油油系统故障次数呈上升趋势。顶轴油系统频繁故障已经成为影响机组安全可靠运行的重大威胁,急需进行系统的分析和处理。
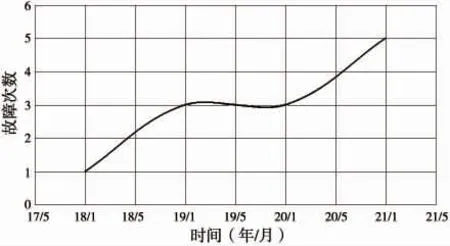
图2 3#、4#机组顶轴油系统故障统计
2 顶轴油系统故障原因分析
电厂顶轴油系统故障主要分为液压模块故障和其他故障,其他故障主要集中在顶轴油管脱落故障,且故障频次有上涨趋势。
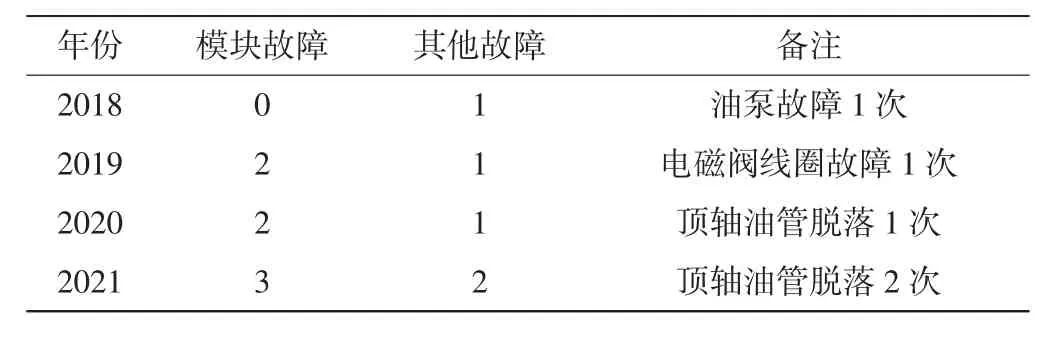
表1 顶轴油系统故障原因统计
对顶轴油系统故障率高的原因进行系统查找,对人、机、料、法、环5 个要素进行要因分析,最终找到了5 个影响因素,分别是预防性检修计划周期设置过长、油泵出口模块设计不合理、轴封漏汽量大、在线滤油机流量不足、轴承软管接头选型不合理等,具体分析结果如下。
2.1 预防性检修计划周期设置过长
顶轴油系统模块为进口设备,按照说明书要求每3年执行1 次检修,每次检修需外委给专业的液压检修公司进行检修和试验。另外,由于二次再热汽轮机轴瓦的特殊设计,有的轴瓦在检修过程中翻入、翻出时,需要投运顶轴油系统顶起汽轮机转子,否则无法翻瓦。这就造成3#、4#机组在每次等级检修时,如果有轴瓦检修项目,为了保证顺利翻瓦,顶轴油模块都未能外委出厂检修。
由此可知,设备未能按规定进行针对性的检查检修,预防性检修计划没有进行及时调整,检修周期不能适应设备实际运行状况的需要,导致顶轴油系统每年故障率居高不下。
2.2 油泵出口模块设计不合理
根据图3 可知,顶轴油油泵出口通道至逆止阀前,分别并联接入了1 个调压阀(溢流阀)和1 个电磁换向阀。在泵启动前10 s 内,电磁换向阀处于失电状态,与回油管路联通,顶轴油泵出口油通道卸油。泵启动10 s后,电磁阀上电,关闭油路,油泵对顶轴油母管正常供油。这样设计可以很好地排出空气,还可以避免油泵在启动过程中突然全出力造成憋泵,以防止油泵损坏。
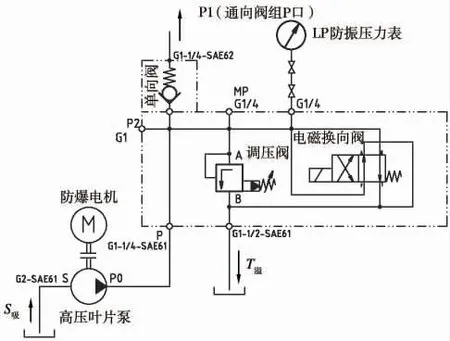
图3 顶轴油泵出口模块原理
该电厂的电磁阀设计了5 个通道,包括2 个回油通道、1 个压力油通道、1 个A 路供油通道、1 个B 路供油通道。电磁阀的2 个回油口对称布置,在电磁阀内部是导通的。而用于安装电磁阀的模块则只设计了4个油口,也就使电磁阀的一个回油口处于闷死状态,这样设计本身可以满足系统泄压流量要求。但是在当油质较差的情况下,这种设计方式导致闷死的回油口由于没有油通过,使杂质容易在该位置聚集,长时间运行后会导致电磁阀阀芯卡涩(图4)。因此,油泵出口模块设计不合理也是顶轴油系统故障率高的原因之一。

图4 电磁阀阀芯杂质聚集情况
2.3 轴封漏汽量大
顶轴油泵出口切换电磁阀故障是造成顶轴油泵不出力或者出力低的主要原因。除了模块设计缺陷导致杂质聚集外,其阀芯本身以及阀体生锈也是造成卡涩的重要原因,而油中带水是引起液压系统电磁阀内部生锈的主要原因。
经检测,3#、4#机组均存在润滑油微水值经常超标的情况,导致电磁阀的阀芯容易生锈、阀芯卡涩,油泵启动10 s 后,电磁阀上电后无法关严,压力油从电磁阀处卸走,顶轴油母管油压无法建立,造成系统故障。
经过系统检查,发现油中水的来源主要是轴封漏汽。通过对3#、4#机每个缸的轴封进行专项检查,确定3#机的高压缸前、后轴封、4#机的超高压缸前轴封漏汽较大,在机组长期高负荷工况下漏汽量加大,导致润滑油微水超标,是造成顶轴油系统故障率高的原因之一。
2.4 在线滤油机流量不足
3#、4#汽轮机的润滑油系统各配备了1 台HCP100(PALL)型滤油机,最大处理流量为100 L/min。然而在水分较高的情况下,该滤油机无法满足滤油出力要求。特别是机组长期高负荷运行期间,过滤时间长、过滤油质无法达到合格值,这种情况可能引发油泵损坏、电磁阀卡涩等问题。因此,配套的在线滤油机处理流量不足,无法对油质进行有效控制,是导致顶轴油系统发生故障的重要原因。
2.5 轴承顶轴油软管接头选型不合理
3#、4#机组轴承顶轴油供油软管经常发生脱落故障,更换新接头也无法解决脱落的情况。对3 家电厂同类型的6 台机组进行调研,发现上汽二次再热汽轮机的轴承顶轴油管普遍存在易脱落的问题,对轴承油膜刚度、顶轴油系统压力造成不利影响。
顶轴油管频繁脱落问题普遍存在于同类机型,说明该软管接头的选型存在严重问题。经过解体研究,该类型活接的云头通过胀管方式固定在加长短管上,这种连接方式在长期高压油作用下很容易脱开,造成泄漏、脱落。因此,轴承顶轴油活结头选型不合理,是造成顶轴油系统异常的重要原因之一。
3 轴封漏汽问题解决
3.1 漏汽点分析
对3#、4#汽轮机轴封漏汽情况进行检查,3#机组为高压缸前、后轴封泄漏,4#机组为超高压缸前轴封泄漏。由于二次再热机组大修周期为10~12 年,而目前机组只运行了5 年左右,不具备开缸检修条件。机组停机且盘车停运时用塞尺测量轴封间隙,发现3#机组高压缸前后轴封左右间隙偏差较大,但总间隙在标准范围内,说明是转子与缸体因运行膨胀等原因发生了偏移,造成轴封某个方向间隙大,可以通过碰缸调整的方式来解决。
4#机超高压缸前轴封上下、左右间隙均较大,说明轴封整体被磨损,已无法通过碰缸的方式进行修正,需考虑其他方法解决。
3.2 轴端漏汽挡汽装置设计
为了解决4#机超高压缸前轴封磨损漏汽大的问题,可以在轴封外侧再设计一道密封,把漏出蒸汽引出,防止水汽通过轴承室进入油系统,造成顶轴油系统异常。
挡汽环材料设计为12Cr1MoV 钢,可以耐受外缸高温(图5)。利用现有端面上的运输环螺栓孔进行安装固定,在保证机组安全运行的前提下安装一个具有阻汽功能的挡板对端部汽封漏汽进行阻挡,同时在挡汽环上部开漏汽孔,将轴封漏汽回收至轴加。

图5 挡汽装置设计
挡汽装置采用两半的形式,在现场进行拼装。为防止挡汽装置与轴颈发生碰磨,设计和安装时应充分考虑挡汽环的径向定位。挡汽齿必须光滑,防止汽轮机运行时转子与挡汽齿碰磨,以保证任何工况下挡汽环连接管道的膨胀、收缩不影响挡汽环与轴颈的径向间隙,造成轴颈损坏。
挡汽环设计充分考虑轴向上与轴承座、油封环、汽缸、转子等部件之间的空间限制和间隙要求,保证机组安全稳定运行要求。应依据可能出现的最高工作温度和压力,并能在此温度、压力下长期正常工作。
挡汽环包含与挡汽环配套的8 套柔性管接、2 套压力表、2 套钢管及相关管件、2 套阀门、2 套紧固件、2套挡汽环外表面保温喷涂材料、2 套密封材料等配套辅材以及现场安装所需的消耗性材料等。
4 综合整治
4.1 完善顶轴油设备的预防性检修计划
4.1.1 研究顶轴油模块原理和检修工艺
由于顶轴油模块为进口设备,检修需要交给专业的外委厂家处理,一般外委工期需要10 d 左右。因盘车冷却需要投运顶轴油,每次顶轴油设备外委检修往往在机组检修开工20 d 以后才能回厂。而上汽二次再热机组汽轮机轴瓦检修需投运顶轴油,受工期限制,顶轴油系统液压设备无法送出检修。依靠外委厂家检修的方式无法满足设备维护的需要,因此研究在现场检修顶轴模块的方法非常必要。
在没有内部结构原理图的情况下,为了弄清顶轴油泵出口模块原理,对换下的旧模块进行拆卸研究,画出内部原理结构图。对电磁阀进行解体,做好每个拆解步骤的详细记录,并拍照留存。设计试验装置,包括压力气瓶、试验底座、测量仪表等部件,可以对模块进行相关性能试验,验证检修质量,确保设备能够正常使用。通过不断的试验与改进,电厂设备管理人员最终成功地研究出顶轴油系统模块检修技术,并制成检修文件包,方便后续的日常检修。
4.1.2 修改检修规程
2022 年1 月,该电厂对顶轴油系统检修规程进行了修订,将顶轴油系统检修周期由3 年1 次检修改为每年1 次本厂自修,3 年1 次外委检修。自修主要以清理、检查记录为主,外委检修主要是以修复试验为主,保证了顶轴油系统的检修质量。
4.2 顶轴油泵出口模块改造
顶轴油模块只有4 个油口,与电磁阀的5 个油口不匹配(图6)。虽然在功能上满足使用要求,但是在该电厂油系统环境中,会导致该电磁阀回油口对应的阀芯容易生锈、聚集杂质,造成电磁阀卡涩或开不到位,引起顶轴油系统异常。

图6 顶轴油泵出口模块改造前后对比
为了解决该问题,对模块进行改进,直接把2 个回油孔打通。另外在模块前新设置1 个前置滤网,对油颗粒进行过滤。
4.3 解决轴封漏汽量大问题
4.3.1 轴端漏汽挡汽装置
为解决轴封漏汽问题,电厂专门设计了一个轴端漏汽挡汽装置。该装置为左、右两半结构,包括管路、仪表、阀门等辅件,装置镶有密封齿,与轴的单边间隙为0.6 mm,装置底部设计有排汽管路,与轴加入口相连接。其原理是通过轴加风机抽气作用,使装置腔室保持负压,轴封泄漏的蒸汽进入到挡汽装置内腔室,通过装置排汽管路引至轴加,有效避免轴封漏出的蒸汽漏出并进入轴承箱。
4.3.2 汽轮机碰缸调整轴封间隙
为解决3#机高压缸轴封漏汽问题,考虑到轴封总间隙在合格范围内,可用碰缸的工艺使轴封上下间隙和左右间隙在合格范围内,从而解决轴封漏汽问题。用千分表测量轴与缸体的相对位置,拆卸缸体立销、猫抓滑板,通过千斤顶、顶起螺栓对缸体进行整体移动,得到偏差值,再通过调整立销和滑板厚度来调整缸体与转子的相对位置。
4.4 在线滤油机流量不足
为了解决在线滤油机修理不足的问题,该电厂专门采购了1 台PALL 公司生产的HVP200 型滤油机,其处理流量为12 000 L/h。大流量滤油机采用真空脱水,相比较原在线滤油机的聚结滤芯脱水方式,脱水效率更高、维护成本更低。
4.5 更改轴承顶轴油软管接头连接形式
由于顶轴油管与轴瓦进油口接头的云头胀接在短管上,在高压使用环境下很容易脱落。为解决这个问题,电厂去掉了中间短管和中间云头,直接用两端的螺母接头相连(图7)。

图7 优化后的顶轴油管接头
5 效果检查
(1)修改顶轴油系统设备检修计划和规程后,根据设备的实际情况开展检修,合理安排检修计划。经过本次活动,检修人员成功掌握了进口液压设备的检修技术和技能,能够更加方便灵活地开展检修,使设备和系统保持在健康的工作状态。
(2)顶轴油模块改造后,经过1 年运行后对其解体检查,结果表明电磁阀阀芯,特别是原闷死的单侧回油口处,无任何杂质聚集。经过本次改造优化,有效避免了杂质卡住电磁阀和模块安装部件,改造效果显著。
(3)汽轮机轴封漏汽处安装挡汽装置以及碰缸调整后,在不同负荷工况下多次检查汽缸外部,确认无任何漏汽,润滑油微水值在滤油机不投运的情况下依然能在较长时间保持合格,说明本次优化成功解决了轴封漏汽对顶轴油系统的影响。
(4)增加大流量滤油机后,整个油系统处理能力大大增强,而且能和原有的在线滤油机共同使用,总处理流量能达到18 000 L/h。在某次机组开机过程中,对滤油机性能进行试验,油颗粒度由12 级过滤至6 级只需8 h,微水由532 mg/L 过滤至50 mg/L 以内只需5 h,较整治前的过滤效率提高了4~5 倍。滤油机的处理能力增强后,在面对未来油系统不可预知的油质变差情况能够很快地对其处理,系统抗异常能力大大增强。
(5)顶轴油管接头优化后,经过1 年的观察,3#、4#机组未再发生顶轴油管脱落故障。在2023 年4#机C 修期间,对各轴瓦接头检修检查,每个接头都非常牢固可靠,无任何泄漏,证明接头优化取得了非常好的预后效果。
顶轴油系统故障率高问题的综合整治工作在2022 年3 月全部完成,对2022 年4 月—2023 年6 月期间的设备运行情况进行统计和检查。在1 年多时间的运行中,顶轴油系统发生故障的次数为0 次,相较整治前故障频发的情况,整治工作效果明显,达到了预期效果,为汽轮机安全运行提供了可靠保障(图8)。
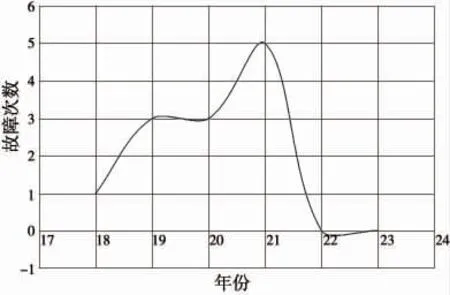
图8 综合整治后顶轴油系统故障率走势
6 结论
(1)顶轴油系统主要作用是为汽轮机转子提供正常、稳定的顶起油压,其故障形式主要为油压异常,而顶轴油系统异常往往是由油质异常引起的。
(2)为提高顶轴油系统的运行可靠性,除了要考虑维持油质合格外,还应考虑在油质异常等特殊工况下,顶轴系统是否能够适应和满足稳定运行要求。如果不能满足,则应该分析、研究改善的方法,通过技术改造等方式提高顶轴油系统的稳定性。
(3)对于进口设备的维护,不应过度依赖外委检修,要敢于担当,大胆尝试,吃透设备的工作原理和工艺流程,把设备维护的主动权掌握在自己手中。
(4)在设备管理和维修工作中,通过对某一问题的系统分析和研究,可以解决许多相互关联潜在隐患。例如本文为解决顶轴油系统频繁故障的问题,系统地摸排、寻找末端因素,同时解决了润滑油系统油质差,汽轮机轴封漏汽等关联系统中存在的隐患与问题,最终成功改善了机组设备的整体健康运行状况。
(5)顶轴油系统运行状况对汽轮机健康运转的影响极大,作为设备管理者要引起高度重视,认真分析故障原因,及时消除故障隐患。
